Материал: Технологический процесс изготовления втулки
![]()
z14max= S4max -S3min=5-4.22=0.78мм14= S4- S3 =5-4.4=0,6мм
![]()
z14min=S4min-S3max=4.82-4.4=0.42мм
. z5=0.8-0.28мм→
z5min=0.52мм![]() 5min=S7min-S5max5max=
S7min-z5min=21.89-0.52=21.37ммS5=0.330ммIT145min=
S5max-TS5=21.37-0.330=21.04мм
5min=S7min-S5max5max=
S7min-z5min=21.89-0.52=21.37ммS5=0.330ммIT145min=
S5max-TS5=21.37-0.330=21.04мм
![]() 5max=
S7max -S5min=22-21.04=0.96мм5=
S7- S5 =22-21.37=0,63мм
5max=
S7max -S5min=22-21.04=0.96мм5=
S7- S5 =22-21.37=0,63мм
![]() 5min=S7min-S5max=21.89-21.37=0.52мм
5min=S7min-S5max=21.89-21.37=0.52мм
6. A1=10+0.110A3=22-0.110мм1=S9-A3→S9= A1+ A3=22+10=32ммS9=TA1+TA3=0.11+0.11=0.220мм9=-0.055-(-0.055)=09=0+0.110=0.110мм
EIS9=0-0.110=-0.110мм
![]() Tэ=0.16мм для
IT11, принимаем
Tэ=0.16мм для
IT11, принимаем ![]()
. ![]() A6=3-0.300мм6=S9-S10→S10=
S9- A6=32-3=29ммA6=Ts9+TS10→TS10=TA6-TS9=0.300-0.160=0,140мм10=0-(-0.150)=0.15010=0.150+0.070=0.220мм10=0.150-0.070=0.08мм
A6=3-0.300мм6=S9-S10→S10=
S9- A6=32-3=29ммA6=Ts9+TS10→TS10=TA6-TS9=0.300-0.160=0,140мм10=0-(-0.150)=0.15010=0.150+0.070=0.220мм10=0.150-0.070=0.08мм
![]() Tэ=0.21мм для IT12,т
принимаем
Tэ=0.21мм для IT12,т
принимаем ![]()
8. z3=0.8-0.28мм→
z3min=0.52мм![]() 3min=S8min-S9max8min=
S9max-z3min=32.08+0.52=32.6ммS8=0.620ммIT148max=
S8min+TS8=32.6+0.620=33.22мм
3min=S8min-S9max8min=
S9max-z3min=32.08+0.52=32.6ммS8=0.620ммIT148max=
S8min+TS8=32.6+0.620=33.22мм
![]() 3max=
S8max -S9min=33.22-31.92=1.3мм3=
S8- S9 =32.6-32=0,6мм
3max=
S8max -S9min=33.22-31.92=1.3мм3=
S8- S9 =32.6-32=0,6мм
![]() 3min=S8min-S9max=32.6-32.08=0.52мм
3min=S8min-S9max=32.6-32.08=0.52мм
. S2=z16=0.80.28мм
. z2=1.5±0,250мм→
z2min=1.25мм![]() ;
;![]() 2min=S1min-S2max
-S8max1min= S2max+ S8max +z2min=0.8+33.22+1.25=35.27ммS1=0.620ммIT141max=
S1min+TS1=35.27+0.620=35.89мм
2min=S1min-S2max
-S8max1min= S2max+ S8max +z2min=0.8+33.22+1.25=35.27ммS1=0.620ммIT141max=
S1min+TS1=35.27+0.620=35.89мм
![]() 2max=
S1max -S2min-S8min=35.89-0.52-32.6=2.77мм2=
S1- S2 -S8=35.27-0.8-32.6=1.87мм
2max=
S1max -S2min-S8min=35.89-0.52-32.6=2.77мм2=
S1- S2 -S8=35.27-0.8-32.6=1.87мм
![]()
z2min=S1min-S2max -S8max=35.27-0.8-33.22=1.25мм
. z17=1.3±0.25мм→
z17min=1.05мм![]() 17min=Зmin-S1max
17min=Зmin-S1max
Зmin= S1max+z17min=35.89+1.05=36.94ммЗ=1.6ммIT6
Зmax= Зmin+TЗ=36.94+1.6=38.54мм
![]()
![]() 17max=
Зmax
-S1min=38.54-35.27=3.27мм17=З-
S1=37.74-35.27=2.47мм
17max=
Зmax
-S1min=38.54-35.27=3.27мм17=З-
S1=37.74-35.27=2.47мм
![]() 17min=Зmin-S1max=36,94-35.89=1,05мм
17min=Зmin-S1max=36,94-35.89=1,05мм
12. Sсер2=10±0,005ммd/2=2-0.180мм/2=Sсер2-S13→S13=Sсер2-d/2=10-2=8ммd/2=Ts13+TSсер2→TS13=Td/2-TSсер2=0.180-0.010=0,17мм13=0-(-0.090)=0.090мм13=0.090+0.085=0.175мм13=0.090-0.085=0.005мм
![]() Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем ![]()
. Sсер2=10±0,005ммd/2=2-0.180мм
d/2=S14- Sсер2→S14=Sсер2+d/2=10+2=12мм
Td/2=Ts14+TSсер2→TS14=Td/2-TSсер2=0,18-0,01=0,17мм
EcS14=0+(-0.090)=-0.090мм
ESS14=-0.090+0.085=-0.005мм
EIS14=-0.090-0.085=-0.175мм
![]() Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем ![]()
. Sсер2=10±0,005ммс/2=3-0.180мм
с/2=Sсер2-S11→S11=Sсер2-с/2=10-3=7мм
Tс/2=Ts11+TSсер2→TS11=Tс/2-TSсер2=0.180-0.010=0,17мм
EcS11=0-(-0.090)=0.090мм
ESS11=0.090+0.085=0.175мм
EIS11=0.090-0.085=0.005мм
![]() Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем ![]()
. Sсер2=10±0,005ммс/2=3-0.180мм
с/2=S12- Sсер2→S12=Sсер2+с/2=10+3=13мм
Tс/2=Ts12+TSсер2→TS12=Tс/2-TSсер2=0,18-0,01=0,17мм
EcS12=0+(-0.090)=-0.090мм
ESS12=-0.090+0.085=-0.005мм
EIS12=-0.090-0.085=-0.175мм
![]() Tэ=0.15мм для IT12,
принимаем
Tэ=0.15мм для IT12,
принимаем ![]()
5. Расчет диаметральных размеров для двух наиболее точных поверхностей (внутренняя и наружная)
технологический заготовка поверхность втулка
Расчёт припусков на диаметральную обработку
отверстия Ø30H9+0.06.
Таблица 5.1
Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Ø30H9+0.06 втулки
|
Технологические переходы Обработки поверхности Ø30H90.06мм. |
Элементы припуска, мкм. |
Расчетный припуск 2zmin, мкм. |
Расчетный размер dP, мм. |
Допуск δ, мкм. |
Предельный размер, мм. |
Предельное значение припусков, мкм. |
|||||
|
|
Rz |
T |
ρ |
ε |
|
|
|
dmin |
dmax |
2zminпр |
2zmaxпр |
|
Заготовка |
40 |
60 |
30,7 |
0 |
- |
29.419 |
520 |
28.9 |
29.42 |
- |
- |
|
Черновое растачивание |
50 |
50 |
6.36 |
0 |
281.4 |
29.637 |
210 |
29.427 |
29.637 |
217 |
527 |
|
Получистовое растачивание |
20 |
25 |
0 |
0 |
212.7 |
29.85 |
84 |
29.766 |
213 |
339 |
|
|
Предварительное шлифование |
10 |
20 |
0 |
30 |
150 |
30 |
52 |
29.948 |
30 |
150 |
182 |
|
Чистовое шлифование |
5 |
15 |
0 |
0 |
60 |
|
21 |
30.039 |
30.06 |
60 |
91 |
Технологический маршрут обработки отверстия Ø30H9 происходит в трехкулачковом самоцентрирующемся патроне.
Пространственная погрешность:
![]() где, [1, с.67]
где, [1, с.67]
рсм смещение отверстия
(после сверления отверстия глубиной 32мм равно нулю)
![]()
Пространственное отклонение:
После сверления: ρ=![]() =30.7мкм;
=30.7мкм;
После чернового растачивания: ρ=![]() =6,36мкм;
=6,36мкм;
После получистового растачивания: ρ=0;
После предварительного шлифования: ρ=0
После чистового шлифования: ρ=0
Погрешность установки для операций
растачивания равна нулю т.к. обработка поверхности производится после сверления
без смены позиции. Погрешность установки для первой операции шлифования равна:
![]() [2, с.41]
[2, с.41]
Погрешность установки для второй операции шлифования равна нулю т.к. обработка поверхности производится без смены позиции.
Определение межоперационных припусков:
![]()
Минимальный припуск под растачивание:
черновое
![]() мкм
мкм
получистовое
![]() мкм
мкм
Минимальный припуск под шлифование:
предварительное
![]() мкм
мкм
чистовое
![]() мкм
мкм
Определение расчетных размеров:
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Определение предельных размеров (![]() округлен до
точности допуска):
округлен до
точности допуска):
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Определение предельных значений
припуска:
для чистового шлифования
для предварительного шлифования
для получистового растачивания
для чернового растачивания
Построим схему графического расположения припусков
и допусков на обработку поверхности Ø30H9:
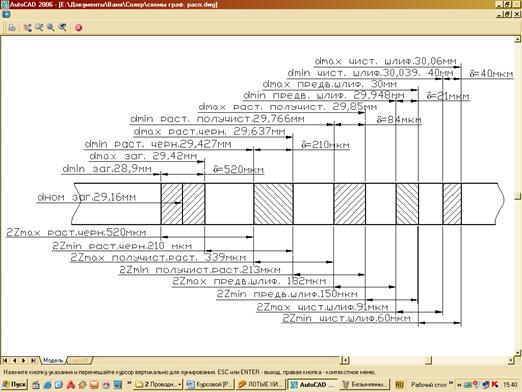
Рисунок 5.1 - Схема графического расположения
припусков и допусков на обработку отверстия Ø30H9
втулки
Расчёт припусков на диаметральную обработку
поверхности Ø46h9-0.062.
Таблица 5.2
Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Ø46h9-0.062 втулки
|
Технологические переходы обрабатываемого отверстия Ø46h9-0.062 мм. |
Элементы припуска, мкм. |
Расчетный припуск 2zmin, мкм. |
Расчетный размер dP, мм. |
Допуск δ, мкм. |
Предельный размер, мм. |
Предельное значение припусков, мкм. |
|||||
|
|
Rz |
T |
ρ |
ε |
|
|
|
dmin |
dmax |
2zminпр |
2zmaxпр |
|
Заготовка |
150 |
250 |
6.36 |
400 |
- |
47,976 |
1600 |
47.98 |
49.58 |
- |
- |
|
Черновая токарная обработка |
50 |
50 |
0.382 |
400 |
1600 |
46.379 |
250 |
46.379 |
46.629 |
1600 |
2950 |
|
Получистовая токарная обработка |
30 |
30 |
0.254 |
0 |
200.76 |
46.187 |
100 |
46.187 |
46.287 |
192 |
342 |
|
Предварительное шлифование |
10 |
20 |
0.127 |
30 |
180 |
45.998 |
62 |
45.998 |
46.06 |
189 |
227 |
|
Чистовое шлифование |
2 |
15 |
- |
- |
60.254 |
45.938 |
25 |
45.938 |
45.963 |
60 |
97 |
Пространственная погрешность:
![]()
Пространственное отклонение:
Заготовка: ![]() =6,36мкм;
=6,36мкм;
После черновой токарной обработки: ρ=6.36*0.06=0.382 мкм
После получистовой токарной обработки: ρ=6.36*0.04 мкм
После предварительного шлифования: ρ=6.36*0.02мкм
Погрешность установки для первой
токарной операции равна:
![]() [2, с.42]
[2, с.42]
Погрешность установки для второй токарной операции равна нулю т.к. обработка поверхности производится без смены позиции.
Погрешность установки для первой операции
шлифования равна:
![]() [2, с.41]
[2, с.41]
Погрешность установки для второй операции шлифования равна нулю т.к. обработка поверхности производится без смены позиции.
Определение межоперационных припусков:
![]()
Минимальный припуск:
под предварительное обтачивание
![]() мкм
мкм
под получистовое обтачивание
![]() мкм
мкм
под предварительное шлифование
![]() мкм
мкм
под чистовое шлифование
![]() мм
мм
Определение расчетных размеров:
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Определение предельных размеров (![]() округлен до
точности допуска):
округлен до
точности допуска):
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Определение предельных значений
припуска:
под чистовое шлифование
под предварительное шлифование
под получистовое обтачивание
под предварительное обтачивание