Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
одной обмотки 5 намагничивания по отношению к структуре участка насосной штанги 3 в пределах другой обмотки 5 намагничивания. В случае, если магнитные проницаемости участков структуры, лежащих в зоне первой и второй обмоток 5, отличаются друг от друга, на выходе измерительных обмоток 6 возникают ЭДС. Этот сигнал в процессе перемещения измерительных обмоток 6 вдоль штанги 3 поступает на вход быстродействующего регистратора.
Рис. 2.14. Распределение магнитного потока, пронизывающего насосную штангу при входе участка штанги с неоднородной структурой в зону первой обмотки измерительной системы
Для того чтобы распознать дефекты несплошности либо неоднородности структуры насосной штанги 3, повторно нагружают насосную штангу от величины минимального ее нагружения в скважине (F1 = 1000 кГс) до величины максимального ее нагружения (F1 = 3000 кГс) и постепенно снимают механическую нагрузку до величины 1000 кГс. При этом нагрузка изменяется во времени и по длине насосной штанги. Это изменение определяется величиной 500 кГс на длине 1 м за 0,5 с. Одновременно с нагружением насосной штанги 3 производят ее намагничивание постоянным током Iо = 0,5 А, Iр = 1,35 А путем перемещения от конца штанги 3 до ее начала двух обмоток 5 намагничивания. Намагничивание штанги 3 и измерение сигнала осуществляется аналогично изложенному ранее.
151
Поскольку в данном способе вначале производят нагружение горизонтально расположенной штанги 3, обеспечивается выпрямление тела насосной штанги 3, а также уменьшается ее прогиб, чем обеспечивается в процессе неразрушающего контроля одинаковый для всех штанг 3 гарантированный эксцентриситет между ее наружной поверхностью и внутренней поверхностью обмоток 5 намагничивания и измерительных обмоток 6.
Нагружение штанги 3 от величины ее минимального нагружения в скважине до величины ее максимального нагружения в скважине и вновь до величины минимального нагружения обеспечивает условия, идентичные условиям, которые испытывает насосная штанга 3 в скважине, а именно: минимальное нагружение – это нагружение колонны насосных штанг 3 при ходе ее вниз, максимальное нагружение – нагружение, которое испытывает колонна насосных штанг 3 при ходе вверх с поднимаемой жидкостью.
Исходя из того, что насосная штанга 3 при магнитоиндукционном контроле находится под воздействием изменяющейся по величине и во времени механической нагрузки, достигается надежное выявление дефектов неоднородности структуры.
Таким образом, благодаря деформации насосной штанги 3 в процессе ее намагничивания, происходит приращение намагниченности изделия, т.е. возрастает величина индукции в теле насосной штанги в процессе намагничивания. Кроме того, сравнивая по дефектограмме на рис. 2.12 уровни выходного сигнала (канал 1) при прямом перемещении (при токе намагничивания I = Iн, при обратном перемещении систем (ток намагничивания 0 < Iр < Iн), судят о природе дефекта. Уменьшение тока намагничивания ведет к уменьшению основного магнитного потока. Если уровень выходного сигнала при уменьшении тока намагничивания уменьшается незначительно (обратное перемещение обмоток), это говорит о дефекте несплошности, а если уровень выходного сигнала при уменьшении тока намагничивания резко уменьшается, это говорит о дефекте неоднородности структуры.
152
Эффективность магнитоиндукционного контроля протяженных ферромагнитных изделий на примере насосных штанг, нашедшего применение в ПО «Пермнефть», ПО «Укрнефть», ПО «Белоруснефть» МНП СССР и НК «ЛУКОЙЛ» и в других компаниях РФ, подтверждена результатами усталостных испытаний насосных штанг, бывших в эксплуатации, представленными в табл. 2.3 и 2.4.
Таблица 2 . 3
Предел выносливости насосных штанг, бывших в эксплуатации, отобранных по результатам магнитоиндукционного контроля протяженного ферромагнитного изделия
|
Количество |
|
Годизго- |
Пределвыносливости |
||
|
образцов |
|
(σ–1 ), МПа(база испытаний |
|||
|
Материалштанги |
товления/ |
||||
|
|
|
6 |
|
||
Номер |
всерии/ |
насосной, режим |
продолжи- |
навоздухе5·10 циклов) |
||
серии |
количество |
термообработки, |
тельность |
изгиб |
плоскийизгиб |
|
|
неразру- |
изготовитель |
эксплуата- |
свращениям |
образцанаусталость |
|
|
шившихся |
|
ции, мес. |
образцана |
h < 20 мм |
h >20 мм |
|
образцов |
|
усталость |
|||
64(1) |
9/5 |
15Х2НМФ, сорбити- |
1979/132 |
– |
250±49,5 |
– |
|
|
зация, машзавод |
|
|
|
|
66(1) |
11/5 |
им. В.И. Ленина |
1980/120 |
– |
286±19,8 |
– |
|
|
(г. Пермь) |
|
|
|
|
|
|
20Н2М, |
|
|
|
|
65(1) |
13/5 |
нормализация, |
1985/60 |
– |
210±11,7 |
– |
Очёрскиймашзавод |
||||||
|
|
(г. Очёр) |
|
|
|
|
Примечание. Серии64(1), 66(1), 65(1) выполненыизштанг, находившихсявэксплуатациинаместорожденияхНГДУ«Осинскнефть», ПО «Пермнефть», г. Оса
73 |
10/5 |
20Н2М, |
1984/72 |
220±8,7 |
|
– |
– |
|
73(1) |
10/5 |
1984/72 |
– |
|
250±26,9 |
– |
||
нормализация, |
|
|||||||
74 |
9/5 |
– |
190±17,1 |
|
– |
– |
||
Очёрскиймашзавод |
|
|||||||
74(1) |
8/4 |
– |
– |
|
– |
225±7,0 |
||
(г. |
Очёр) |
|
||||||
74(2) |
14/7 |
– |
– |
|
218±36,6 |
– |
||
|
|
|
||||||
Примечание. Серии73, 73(1), 74, 74(1), 74(2) выполнены изштанг, находившихся вэксплуатации наместорождених НГДУ«Краснокамскнефть», ПО«Пермнефть», г. Краснокамск
153
Таблица 2 . 4
Предел выносливости насосных штанг, бывших в эксплуатации, прошедших магнитоиндукционный контроль и отобранных по результатам усталостных испытаний на воздухе
|
Количество |
Материалштанги |
Годизго- |
Пределвыносливости |
|||
|
образцов |
(σ–1 ), МПа(база испытаний |
|||||
|
всерии/ ко- |
насосной, |
товления/ |
|
6 |
циклов) |
|
Номер |
продолжи- |
навоздухе20·10 |
|||||
серии |
личество |
режимтермообра- |
тельность |
изгиб |
плоскийизгиб |
||
|
неразрушив- |
ботки, |
эксплуата- |
свращением |
образцанаусталость |
||
|
шихся |
изготовитель |
ции, мес. |
образца |
h < 20 мм |
h > 20 мм |
|
|
образцов |
|
наусталость |
||||
1 |
2 |
3 |
4 |
5 |
6 |
|
7 |
|
|
15Х2НМФ, |
|
|
|
|
|
|
|
сорбитизация, |
|
|
|
|
|
64(1) |
5/– |
машзавод |
1979/132 |
192,9±23,4 |
– |
|
– |
|
|
им. В.И. Ленина |
|
|
|
|
|
|
|
(г. Пермь) |
|
|
|
|
|
Примечание. Серия 64(1) выполнена из штанг, находившихся в эксплуатации на месторождениях НГДУ «Осинскнефть», ПО «Пермнефть», г. Оса.
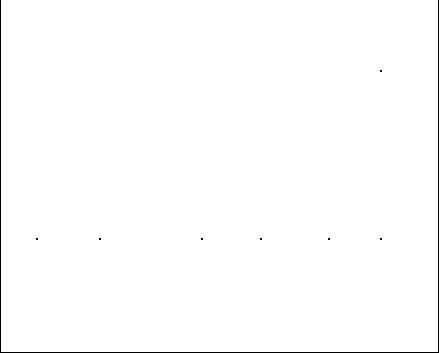
При этом принятая база испытаний на воздухе насосных штанг, а именно – 5·10 6 циклов и 20·106 циклов, соответствует 2,5 и 10 годам эксплуатации штанги в среде добываемой жидкости согласно исследованиям, выполненным совместно со специалистами кафедры «Сопротивления материалов» Пермского политехнического института. Пример практической реализации [5, 7, 10, 60, 55] промышленного устройства для осуществления способа неразрушающего магнитоиндукционного контроля насосных штанг пред-
ставлен на рис. 2.15, 2.16, 2.17.
Таким образом, данный способ неразрушающего контроля штанг позволяет из объема штанг, например находившихся в эксплуатации, с высокой степенью достоверности выявить насосные штанги, пригодные для дальнейшей эксплуатации, независимо от качества подготовки их внешней поверхности.
154
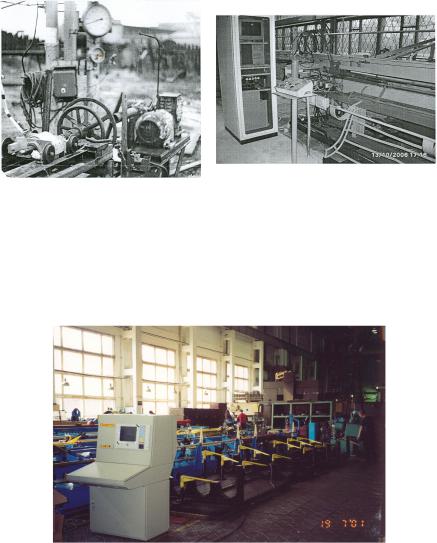
Рис. 2.15. Промышленноеустройство |
Рис. 2.16. Установка для неразру- |
для осуществления способа |
шающегоконтроля насосных штанг |
неразрушающего магнитоиндук- |
(НГДУ «Кунгурнефть», объединение |
ционногоконтроля насосных штанг |
«Пермнефть», база производственного |
(НГДУ «Краснокамскнефть» |
обслуживания) |
ПО«Пермнефть») |
|
Рис. 2.17. Компьютеризованный комплекс КШ-02 (компьютеризованный стенд для неразрушающего контроля насосных штанг УРАН-2000)
155