Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
была выявлена трещина у основания штанги, состоящая как бы из двух, суммарной протяженностью 8 мм. При достижении 6 309 800 циклов нагружения фрагмента штанги протяженность трещины увеличилась и составила 11 мм. Далее при достижении 7 032 600 циклов нагружения протяженностьтрещины, представленная на рис. 2.1, составила 16 мм.
Рис. 2.1. Фрагмент насосной штанги Очёрского машзавода (маркировка 19Н2А.28Н1) с поперечным дефектом, нарушающим ее сплошность, выявленным при проведении магнитолюминесцентного контроля
Таким образом, магнитолюминесцентный метод контроля насосной штанги в приложенном поле электромагнита позволяет эффективно диагностировать поверхностные дефекты типа микро-
имакротрещин.
2.2.Неразрушающий контроль состояния поверхности и подповерхностного слоя концевого участка штанги методом измерения шумов Баркгаузена при ее коррозионно-усталостном испытании
Для прогнозирования эксплуатационных возможностей насосных штанг, как новых, так и бывших в эксплуатации, методом измерения шумов Баркгаузена, обладающего высокой чувствительностью к структурным изменениям ферромагнитного материала, были проведены исследования фрагментов насосных штанг с маркировкой 19НЗА 001 и 19Н2А 28Н из стали 20Н2М производства Очёрского машинострои-
131
тельного завода без нагрузки и при циклическом нагружении в коррозионной среде.
Измерение шумов Баркгаузена было осуществлено анализатором напряжений и структуры металлов «Интромет» (разработанным Академией наук Белоруссии НПЦ ИПФ «Диагностика») с чувствительной головкой. Для обеспечения повторяемости получаемой информации был использован цилиндрический протяженный шаблон с четырьмя продольными прорезями со смещением на 90°. Перед проведением коррозионно-усталостных испытаний данных фрагментов штанг были проведены первичные исследования состояния поверхности и подповерхностного слоя, в основу которых был положен метод измерения шумов Баркгаузена.
Характер распределения шумов Баркгаузена вдоль фрагмента штанги с маркировкой 19НЗА001 в четырех продольных сечениях перед проведением коррозионно-усталостных испытаний представлен на рис. 2.2. В связи с этим можно сделать заключение о неоднородности структуры металла фрагмента и о наличии микронесплошностей как на поверхности, так и в подповерхностном слое. Данное положение было подтверждено результатами, полученными при проведении магнитолюминесцентного контроля фрагмента штанги с маркировкой 19Н3А001.
Для установления эксплуатационных возможностей материала насосной штанги в процессе коррозионно-усталостных испытаний ее фрагмента были выполнены измерения шумов Баркгаузена при следующих режимах:
–первый режим нагружения – симметричный;
–величина нагружения 12 кг/мм2;
–цикличность – от 0 до 3 362 000 раз;
–периодичность измерения шумов Баркгаузена – 20 тыс. циклов, 120 тыс. циклов, 600 тыс. циклов;
–второй режим нагружения фрагмента – симметричный;
–величина нагружения 16 кг/мм2;
–цикличность – от 3 362 000 до 5 943 700 раз;
132

–периодичность измерения шумов Баркгаузена – 50 тыс. циклов, 150 тыс. циклов, 200 тыс. циклов;
–цикличность – от 5 943 700 до 7 234 700 раз.
Рис. 2.2. Характер распределения шумов Баркгаузена вдоль фрагмента насосной штанги Очёрского машзавода (маркировка 19Н3А001) до начала проведения коррозионно-усталостных испытаний:
– шум в пределе 1-го продольного сечения; – шум в пределе 2-го продольного сечения; U – шум в пределе 3-го продольного сечения; { – шум в пределе 4-го продольного сечения. Режим измерения шумов: направление перемагничивания – 90° к продольной оси штанги; частота перемагничивания fпер = 100 Гц; частота селекции fс = 20 кГц; ток перемагничивания Iпер = 100 мА
Характер распределения шумов Баркгаузена вдоль фрагмента штанги с маркировкой 19Н3А 001 в двух продольных сечениях под нагрузкой представлен на рис. 2.3 и 2.4.
При проведении коррозионно-усталостных испытаний фрагментов насосных штанг было установлено устойчивое, многократно повторяемое уменьшение амплитуды шумов Баркгаузена от 4 500 000 циклов и более, включая 7 234 700 циклов нагружения и далее до разрушения, подтвержденное графически на рис. 2.3 и 2.4.
133
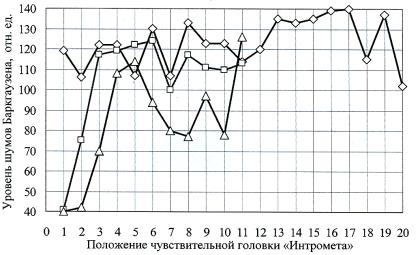
Рис. 2.3. Характер распределения шумов Баркгаузена вдоль фрагмента насосной штанги Очёрского машзавода (маркировка 19Н3А001)
при проведении коррозионно-усталостных испытаний:
– шум в пределе 1-го продольного сечения фрагмента при 3 363 000 циклах его нагружения; – шум в пределе 1-го продольного сечения фрагмента при 5 943 700 циклах его нагружения; U – шум в пределе 1-го продольного сечения фрагмента при 724 700 циклах его нагружения. Режим измерения шумов: направление перемагничивания – 90° к продольной оси штанги; частота перемагничивания fпер = 100 Гц; частота селекции fс = 20 кГц; ток перемагничивания Iпер = 100 мА
В процессе проведенных исследований установлено, что уменьшение амплитуды шумов Баркгаузена связано с разрушением кристаллической решетки материала штанги и зарождением микронесплошностей с наружной поверхности фрагмента, а также с появлением магистральной (магистральных) трещины. Данное положение подкреплено, например, характером распределения шумов Баркгаузена вдоль фрагмента насосной штанги Очёрского машзавода (маркировка 19Н2А 28Н) с магистральной трещиной, уровень шума от которой равен ~60 отн. ед. Данное распределение шумов представлено на рис. 2.5 и подтверждено наличием видимых микро- и макронесплошностей на внешней поверхностифрагментов, выявленных примагнитолюминесцентном контроле.
134
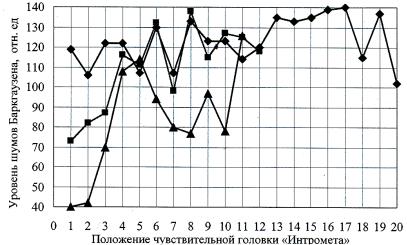
Рис. 2.4. Характер распределения шумов Баркгаузена вдоль фрагмента насосной штанги Очёрского машзавода (маркировка 19Н3А001) при проведении коррозионно-усталостных испытаний:
– шум в пределе 3-го продольного сечения фрагмента при 3 363 000 циклах его нагружения; – шум в пределе 3-го продольного сечения фрагмента при 5 943 700 циклах его нагружения; S – шум в пределе 3-го продольного сечения фрагмента при 724 700 циклах его нагружения. Режим измерения шумов: направление перемагничивания – 90° к продольной оси штанги; частота перемагничивания fпер = 100 Гц; частота селекции fс = 20 кГц; ток перемагничивания Iпер = 100 мА
Видимые макро- и микронесплошности на поверхности фрагментов, обнаруженные при альтернативном магнитолюминесцентном методе контроля, представлены на рис. 2.6.
Так, в зависимости от количества циклов нагружения фрагмента штанги протяженность макронесплошности 1 (см. рис. 2.6) изменялась следующим образом: протяженность 3 мм при 545900 циклах нагружения; протяженность 8 мм при 6 081 500 циклах нагружения; протяженность 14 мм при 6 309 800 циклах нагружения; протяженность 16 мм при 7 234 700 циклах нагружения. При этом процесс разрушения связей кристаллической решетки материала штанги, наличие микронесплошностей и их величина в поверхностном и под-
135