Материал: Технологическая подготовка ремонтного производства нефтеперекачивающих насосов
Перед разборкой корпусных деталей на них намечают засеченные реперы: кернят точки на фундаменте и на снимаемой детали, измеряя расстояние между ними шаблоном из проволоки, что облегчает центровку и точную установку деталей на прежнее место после ремонта. Если на разъеме имеются прокладки, то измеряют их толщину и фиксируют марку материала, из которого они изготовлены. Под лапы двигателей, насосов и крестовин устанавливают несколько металлических прокладок, которые служат для центровки и выравнивания. При их разборке изменяют суммарную толщину прокладок под каждой лапой, прокладки связывают отдельно и снабжают биркой с маркировкой месте установки.
Одинаковые по форме съемным деталям при
маркировке присваивают порядковые номер от выбранной точки отсчета относительно
поперечной или продольной оси насосного агрегата.
3.6 Измерение зазоров и заполнение ремонтных формуляторов
В процессе разборки насосного агрегата производят измерения зазоров между базовыми и вращающимися деталями и их относительными положениями. Результаты измерений заносят в формуляторы. Анализ результатов измерений позволяет оценить техническое состояние сборочной единицы и определить необходимость выполнения тех или иных ремонтных операций.
Измерение зазоров производят пластинчатыми или клиновыми щупами, для измерения относительно положения используют масштабные линейки, угольники, штангенциркули, нутромеры, индикаторы. Линию вала проверяют индикаторами часового типа при повороте ротора.
В процессе демонтажа электродвигателя производят измерения воздушных зазоров между статором и ротором, между воздухоразделяющими щитами и вентилятором, между сегментами и шейкой вала в верхнем и нижнем направляющих подшипника, а также проверку совпадения магнитных осей статора и ротора.
Измерение воздушного зазора между статором и ротором производится между зубцом активной стали серединой шихтованной части каждого плюса у синхронного двигателя или сердечником ротора у асинхронного вверху и внизу статора.
Проверку совпадения магнитных осей статора и ротора производят измерением расстояния на каждом плюсе от внешней плоскости сегментов демпферной обмотки до шихтованной части сердечника статора и полюсов. Несовпадение магнитных осей определяют по разности средних значений все измерений и должно быть не более 3 мм.
Зазоры между воздухораспределительными щитами и вентиляторами ротора измеряют между нижним щитом и вентилятором должны быть в пределах 15-20 мм, а между верхним щитом и вентилятором - в пределах 25-35 мм.
Зазоры между сегментами направляющего подшипника и шейкой вала (рисунок) измеряют по всей рабочей поверхности двух диаметрально противоположных сегментов или между сухарем сегмента и гнездом направляющего подшипника. Зазоры измеряют в трех-четырех точках верхней части сегмента и в двух-трех точках его боковых частей. Значение зазора с между каждым сегметом и шейкой вала должно находить в пределах 0,12-0,15 мм, а в тихоходных двигателях мощностью свыше 8000 кВт допускается значение зазора до 0,2 мм.
Разборка насосного агрегата
Разборка насосного агрегата производится в следующем порядке:
· Обесточить агрегат, затем отсоединить электродвигатель от электрической сети;
· Закрыть задвижки на трубопроводах, отсоединить трубопроводы, следующим этапом нужно снять измерительные приборы и отсоединить систему охлаждения;
· Открепить и снять охлаждение муфты, разъединить муфту;
· Открепить и снять насос с фундаментной плиты;
· Затем нужно спрессовать полумуфту с вала насоса и вынуть шпонку;
· Разобрать два подшипниковых узла, отсоединить крышку сальника и вынуть сальниковую набивку, спрессовать подшипники с вала, снять крышку сальника;
· Открепить и снять гидравлическую пяту, разобрать ее;
· Открепить и снять разгрузочное устройство, разобрать его;
· Открепить и снять стяжные шпильки, снять с вала две крышки насоса;
· Разобрать секцию: спрессовать рабочее колесо, вынуть шпонку, снять корпус направляющего аппарата, уплотнительное кольцо;
· Очистить, промыть и потереть детали;
· Дефектовать детали.
центробежный нефтеперекачивающий насосный агрегат
3.7 Ремонт рабочих колес
Рабочие колеса центробежного насоса АЦНС 240
подвержены интенсивному гидроабразивному и кавитационному износу. Характерное
расположение зон местного износа рабочих колес показано на рисунке. Наибольшему
гидроабразивному и кавитационному износу подвержена рабочая поверхность,
входные и выходные кромки лопастей и места сопряжения лопастей диска.
Гидроабразивный износ проявляется в виде рисок на поверхностях, совпадающих с
направлением потока. Кавитационный износ характеризуется появлением пористости
и раковин. В результате совместного износа колесо может относительно за
короткий срок достигнуть размеров, затрудняющую его нормальную эксплуатацию и
даже делающих ее практически невозможной.
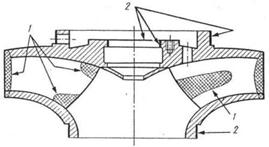
Рисунок 15 - Износ рабочего колеса: 1 - гидроабразивный и кавитационный; 2 - механический.
Поверхности сопряжения рабочего колеса с фланцем вала насоса и с защитными кольцами щелевого уплотнения, а также резьбовые отверстия подвержены механическому износу, характеризующемуся истиранием, смятием и хрупким разрушением сопрягаемых поверхностей.
Методы восстановления рабочих колес центробежных насосов идентичны методам восстановления рабочих колес многих других насосов. Каверны глубиной до 1 мм на небольшой площади ликвидируются зачисткой поврежденных мест наждачным камнем и последующим шлифованием до получения ровной гладкой поверхности.
Ремонт больших повреждений производят методам ручной наплавки. Наплавку рабочих колес, изготовленных из нержавеющей стали, производят электродами марки ЦЛ-9 или ЦЛ-11, которые обладают наибольшей кавитационный стойкостью по сравнению с другими. Наплавку ведут на постоянном токе обратной полярности. При наплавке не допускается местный перегрев.
При ремонтах кавитационных повреждений рабочих колес из углеродистой стали глубокие впадины сначала предварительно заправляют обычными электродами типа Э42 или Э46 для восстановления профиля. После наплавки слоя, зачистки от шлака, удаления выступающих участков швов производят наплавку электродами ЦЛ-9 или ЦЛ-11 кавитационно-стойкого защитного слоя толщиной 7-8 мм.
Отдельные участки лопастей, особенно входные и выходные кромки, могут иметь сквозные разрушения. В таких случаях при ремонте вырезают поврежденные участки и вместо них вставляют и приваривают стальные пластины, выгнутые по профилю лопастей.
Рисунок 16 - Схема измерения параметров рабочего
колеса центробежного насоса
После заправки поврежденных мест сварные швы обдирают наждачным камнем и шлифуют. При этом нужно обратить внимание на то, чтобы поверхность приобрела прежний профиль. Контроль поверхностных входных и выходных кромок лопастей производят с рабочей стороны не менее чем в двух сечениях по ширине рабочего колеса и на длине не менее 10% диаметра рабочего колеса. Шаблоны для контроля выходных кромок базируются по наружному диаметру дисков рабочего колеса, а для контроля входных кромок - по месту установки обтекателя или по ободу рабочего колеса. Зазор между шаблонами и контролируемой поверхностью должен быть не менее 3 мм.
Восстановление изношенных поверхностей, сопрягающихся с фланцем вала насоса и защитными кольцами, производят путем ручной или автоматической наплавки с последующей механической обработкой на токарно-карусельном станке до получения номинального или ремонтного размера.
Восстановление изношенных резьбовых отверстий производят нарезанием резьбы большого ремонтного размера. Технологический процесс восстановления резьбовых отверстий включает дефектацию, проводимую путем внешнего осмотра или с помощью резьбовых калибров, удаление изношенной резьбы сверлением до необходимого размера, нарезанием резьбы в рассверленном отверстии и контроль восстановления резьбы.
Сопрягаемые с резьбовыми отверстиями болты и шпильки также восстанавливаются до ремонтного размера или изготовляют вновь. В сопрягаемых с рабочим колесом фланце вала и защитных кольцах рассверливают отверстия под болты, имеющие ремонтные размеры.
Заключительной операцией при ремонте рабочего колеса является его статическая балансировка. Балансировку производят на стенде с шаровой опорой. Вначале определяют значение и место расположения неуравновешенной массы, а затем производят балансировку рабочего колеса путем снятия металла в зоне нахождения неуравновешенной массы. Необходимое количество металла сошлифовывают, сфрезеровывают или стачивают на боковых поверхностях дисков рабочих колес. Снятие металла допускается с двух сторон на расчетную глубину сектора с центральным углом не более 1800. Размеры снимаемого металла подбирают по расчетным таблицам в зависимости от значения неуравновешенной массы, диаметра и материала колеса, толщины дисков.
После окончания ремонта производят измерение
геометрических параметров рабочего колеса и их результаты заносят в формуляр.
Путем сравнения фактических значений с допустимыми принимают решение о
пригодности рабочего колеса к эксплуатации.
3.8 Ремонт корпуса насоса
Рабочая поверхность спирального корпуса центробежного насоса одновременно подвержена разрушающему воздействия кавитации и гидроабразивному изнашиванию, вызываемому несомыми потоком твердыми частицами.
Как показал опыт длительной эксплуатации, износостойкость корпусов сварно-литой конструкции из углеродистой стали марки 25л недостаточно. В корпусе наиболее интенсивному износу подвержены торцевые и боковые стенки по всему периметру спирального отвода, а также рассекатель. Разрушения корпуса носят обширный характер, а в ряде случаев стенки и рассекатель имеют сквозные разрушения.
Восстановление поверхностей с каверной глубиной до 2 мм ограничивается зачисткой поврежденного места наждачным камнем при помощи пневматической или электрической машины.
Более глубокие повреждения восстанавливаются методом электонаплавки. Восстановление корпусов этим методом связано с большими трудностями из-за высокой трудоемкости работ, больших объемов наплавки и расхода электродов, невозможности механизации трудоемких операций, плохих условий работы в ограниченном пространстве.
С целью снижения трудоемкости и сроков ремонтно-восстановительных работ можно представить метод восстановления корпусов центробежных насосов посредством наформовки полимерных композиционныхх материалов (ПКМ) на основе клеев типа "Адгезив" с силикатными наполнителями.
Технологический процесс нанесения защитных покрытий включает в себя:
· подготовку поверхности ремонтируемой детали;
· приготовление полимерных композиций;
· нанесение (наформовку) защитных покрытий;
· контроль качества ремонтных работ.
Обязательным условием высокого качества и долговечности ремонта с использованием ПКМ является тщательная подготовка поверхностей, подлежащих восстановлению. При наличии крупных сквозных отверстий в ремонтируемых деталей их необходимо заварить. Поверхности должны быть очищены от всевозможных загрязнений - ржавчины, окалины, остатков ранее нанесенных покрытий, и др. После очистки на поверхности металла не должно быть окалины и следов коррозии. Допускается наличие ржавчины в язвинах и раковинах суммарной площадью не более 10% зачищаемой поверхности.
Приготовление полимерной композиции производится в количестве, необходимом для разового использования с учетом ее жизнеспособности, т.е. времени нахождения в жидком состоянии и возможности использования в технологическом процессе.
Составы полимерных клеевых композиций без
наполнителя, массовой доли:
|
Клеевая композиция |
Основа |
Реактивно-способное поверхностноактивное вещество (РПВА) |
Инициатор |
Ускоритель |
|
"Адгезив-ЭР" ("Спрут-9М") |
Ненасыщенная полиэфирная смола НПС-609-21М, 100 |
Модифицирующая добавка - продукт МДИ, 70 |
Пероксид метилэтилкетона ПЭМК, 4 |
Нафтенат кобальта НК-1, 4 |
|
"Адгезив-С" ("Спрут-5МДИ") |
Полиэфирная смола ПН-1 или ПН-3, 100 |
Модифицирующая добавка: макродиизоционат-продукт МДИ, 80 |
Пероксид метилэтилкетона, 2-4 |
Нафтенат кобальта НК-1, 2-4 |
|
"Адгезив-ПМ" |
Смесь полиэфирных смол, 100 |
Модифицирующая добавка: макродиизоцианат - продукт МДИ, 30 |
Пероксид метилэтилкетона, 2 |
Нафтенат кобальта НК-1, 2-4 |
Полимерную композицию приготавливают в чистой сухой эмалированной, полиэтиленовой или стеклянной посуде. Сначала приготавливают смесь из основы, модифицирующей добавки и ускорителя в массовых долях согласно рецептуре. Смесь тщательно перемешивают в течении 1-2 мин. Жизнеспособность полученной смеси составляет до 5 ч.
Непосредственно перед использованием в приготовленную смесь добавляют соответствующую порцию инициатора и вновь перемешивают в течении 1-2 мин до полной однородности.
Затем в состав композиции вводят наполнитель в соотношении с основой (300:600):100 и все это тщательно перемешивают в течении 5-8 мин до получения пастообразной массы нужной консистенции.
В качестве наполнителя при восстановлении корпусов насосов лучше всего применить карбид кремния фракционного состава от 0.1 до 5 мм. Крупных зерен диаметром 3-5 мм должно быть 40%, средних зерен диаметром 1-3.5 мм - 30% и мелких зерен диаметром менее 1 мм - 30%. Наполнитель должен быть сухим и чистым с содержанием пылевидных частиц менее 3%.
Перемешивание смеси с наполнителем до подной однородности производят лопастными мешалками с электроприводом или вручную.
Очищенные поверхности сразу же должны быть огрунтованы свежеприготовленным составом "Адгезив" без наполнителя. Грунтовочный состав наносится тонким равномерным слоем без пропусков или подтеков. Он тщательно втирается тампоном из ветоши или щетинной кистью до полного смачивания поверхности клеем.
После выдержки грунтовочного слоя на ремонтируемой поверхности "до отлипа" сразу же производят наформовку полимерной композиции требуемой толщины посредством деревянного, стального, резинового или пластикового шпателя. Композицию разравнивают на ремонтируемой поверхности шпателем, смоченным клеем, придавая ей необходимую геометрию с помощью шаблона и оснастки. Наформовку полимерной композиции на всей ремонтируемой поверхности производят без перерыва в работе.
Различные дефекты наформовки устраняют шпаклевкой композиций соответствующего состава.
Зачистку неровностей при исправлении дефектов наформовки (наплыви, волнистости) производят абразивным кругом или наждачной бумагой после ее отвердевания.
Качество полимерных композиционных покрытий определяется качеством применяемых компонентов, тщательным соблюдением режимов технологического процесса подготовки поверхностей, приготовления, нанесения и отвердения ПКМ.
Контроль геометрического профиля восстановленных поверхностей производится с помощью шаблонов.
Корпус насоса, отремонтированный с применением
клеевой композиции, допускается к сборке не ранее чем через 4-7 суток, а к
эксплуатации - не менее чем через 15-20 суток после ремонта.
3.9 Ремонт валов
.9.1 Износ и повреждение
Валы насосов относятся к наиболее нагруженным деталям. При работе насоса на вал действуют значительные нагрузки, создаваемые массой ротора, гидравлическими силами и силами динамической неравновешенности. В связи с этим при ремонте к валам насосов предъявляются высокие требования как по качеству восстановления изношенных поверхностей, так и по точности и чистоте их обработки.