Материал: Технологическая подготовка ремонтного производства нефтеперекачивающих насосов
Р = ![]() .
.
Практическое приложение силы Р проверяется стрелой прогиба вала, которая получается при изгибе вала натяжным приспособлением. Эта стрела прогиба подсчитывается по следующим формулам:
усилие Р приложено не в середине вала:
f = ![]() ,
,
где Е - модуль упругости, J - момент инерции;
усилие Р приложено в середине вала:
f = ![]() ,
,
усилие Р приложено на конце вала:
f = ![]() ,
,
Следует иметь в виду, что для прогибов валов
менее чем на 0.2 мм необходимо учитывать во время правки их прогибов от
собственной массы fc.
В этом случае усилие Р необходимо уменьшить на усилие Рс,
рассчитанной по формуле
Pc
= ![]() ,
,
а стрелу прогиба f
- на прогиб fc,
рассчитанный по формуле
fc
= ![]() /
/
Если фактическое значение прогиба, подлежащего выправлению, более рассчитанного значения f, то правка вала должна происходить в несколько приемов с таким расчетом, чтобы каждое приложение усилий нажимным устройством не вызывало значение прогиба более рассчитанного значения стрелы прогиба f, следовательно, получаемые при этом напряжения в сечении вала не будет превосходить допустимых.
При нажиме при создания упругого прогиба вала во время правки необходимо следить за тем, чтобы вал прогибался строго вертикально. Для этого нажим следует производить равномерно, одновременной подтяжкой гаек нажимного устройства. Создав необходимый нажим и проконтралировав его по стреле прогиба, включают питание индукционной катушки, нагревают вал до выбранной температуры правки и выдерживают его в напряженном и нагретом состоянии. Температуру нагрева и время выдержки выбирают по релаксационным характеристикам стали данной марки.
Если прогиб вала большой (более 0.5 мм), то температура правки берется высокой (около 6000С). При начальных малых прогибах вала и при доводке в конце правки температура нагрева принимается примерно 530-5500С с соблюдением небольшой (15-20 мин) выдержки. По окончанию выдержки с после снятия напряжений от нажимного устройства вал изолируют асбестом и охлаждают при его вращении, иначе вал может получить прогиб. После остановки вала, охлаждения его до температуры окружающего воздуха и контрольной проверки биения снимают тепловую изоляцию, удаляют термопреобразователи, смывают графитовое покрытие и снимают окончательную кривую биения вала.
Метод релаксации выгодно отличается от других методов правки тем, что после правки в металле вала отсутствуют остаточные напряжения, обеспечивающие его устойчивую работу при дальнейшей эксплуатации.
3.9.3 Обточка шеек вала
Перед установкой устройств демонтируют камеру
рабочего колеса, рабочее колесо насоса, переходной конус, обтекатель, верхний и
нижний направляющие подшипники и уплотнения вала. После этого предварительно
центрируем вас с выверкой его общей линии. Затем на сегментах верхнего и
нижнего направляющих подшипников электродвигателя устанавливаются минимальные
зазоры, равное 0,05-0,1 мм.
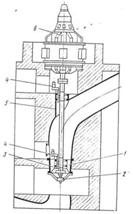
Рисунок 17 - Схема обточки шеек вала: 1 - Выправляющий аппарат; 2 - Вращающийся центр; 3 - Вал насоса; 4 - Устройство для проточки; 5 - Головина; 6 - Электродвигатель.
Первоначально для создания опоры вала вместо демонтированных направляющих подшипников устанавливается и прикрепляется к выправляющему аппарату вращающийся центр. Аксиальным вращением центра относительно корпуса производят сопряжение его рабочей поверхности с поверхностью центрирующего отверстия вала. При этом контролируется и не допускается смещение общей линии вала относительно вертикально оси агрегата.
Контроль осуществляется двумя агрегатами, установленные на нижней шейки вала в двух взаимно перпендикулярных плоскостях, а регулировка - регулировочными болтами, находящимися на опорах вращающего центра. Затем производят установку, выверку относительно оси вала и закрепляют устройства для обточки на посадочные места демонтированного верхнего и нижнего направляющего подшипника насоса в горловине или выправляющем аппарате.
Обточка шейки вала происходит при одновременном вращении вала электродвигателем насоса и перемещении суппорта с резцом с помощью механизма подачи. При этом резец устанавливается на заданную глубину резания. После каждого прохода производится остановка вращения вала и осуществляется контроль диаметра обрабатываемой шейки в нескольких сечениях, а также параметров шероховатости. Проточка шейки проводится до получения ближайшего ремонтного размера. В процессе резания обязательно обильное охлаждение режущего инструмента водой.
Для того, чтобы проточке обработать поверхность шейки до шероховатости, равной 2,5-1,25 мкм, необходимо для каждого типоразмера вала экспериментально подбирать подачу резца и глубину резания в зависимости от линейной скорости резания.
3.10 Торцевое уплотнение насоса
Для предотвращения утечек со стороны электродвигателя уплотнение вала осуществляется торцовым уплотнением с неподвижным упругим элементом. С полевой стороны вал насоса со встроенными крышками закрыт глухой крышкой, что исключает необходимость использования концевого уплотнения. В модификации с выносными подшипниками торцовое имеется с обеих сторон.
Контактные кольца изготавливаются из карбида кремния. Опорное кольцо устанавливается в рубашку резьбовую (20), жестко зафиксированную на валу (левая резьба) и вращается вместе с валом ротора. Упорное (плавающее) кольцо неподвижное, устанавливается в аксильной втулке (23), которая может перемещаться вдоль вала в осевом направлении. Упорное кольцо прижимается к опорному при помощи пружины (18).
Порядок разборки торцового уплотнения:
1. Снять крышек 16, вынуть пружину 18.
. Отвернуть гайки крепления торцового уплотнения.
. Снять корпус 17 с фланцем 22, втулку аксиальную 23, кожух 34.
. Специальным ключом отвернуть рубашку резьбовую 20 (левая резьба).
. Снять с вала регулировочные прокладки, кольцо прижимное 24, шпонку 26.
. Вынуть с помощью специального приспособления из крышки всасывания 15 стакан 25 с запрессованной наружной обоймой подшипника 36.
. Снять с вала внутреннюю обойму подшипника 35, втулку дистанционную 30, втулку упорную 31, проверить зазор в подшипнике, который должен составлять 0,15+0,22 мм.
. Проверить состояние уплотнительных резиновых колец, при необходимости заменить.
. Проверить состояние контактных колец 27, очистить отложения, притереть.
Сборка производится в обратном порядке. Свободный вход аксиальной втулки должен быть в пределах 8-10 мм. Зазор выставляется с помощью регулировочных колец. После сборки торцового уплотнения провернуть вал вручную. Произвести опрессовку торцового уплотнения. В случае течи жидкости через торцовое уплотнение разобрать его и выяснить причины негерметичности.
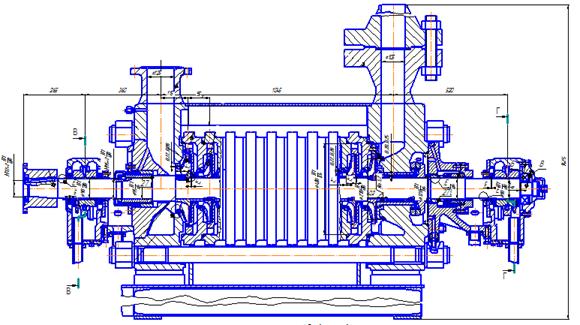
Сборочный чертеж
Характерные неисправности насосов ЦНС 240 и
методы их устранения
|
Наименование неисправности, внешнее проявление и дополнительные признаки |
Вероятная причина |
Метод устранения |
|
Насос при пуске не развивает подачу и давление в напорном патрубке. |
Оборвались плашки задвижки на входном трубопроводе. |
Отремонтировать задвижку. |
|
|
Размыт шибер задвижке на напорном трубопроводе. |
Заменить задвижку. |
|
|
Засорена сетка приемного фильтра. |
Очисть фильтр. |
|
Насос не развивает необходимой подачи, электродвигатель перегружается. |
Изношены уплотнения рабочих колес, уплотнительные кольца. |
Вывести насос в ремонт. Заменить изношенные детали. |
|
Нарушена герметичность стыков деталей насоса. |
Стяжные шпильки недостаточно или неравномерно затянуты. |
Остановить насос, отсечь от трубопроводов, слить воду из насоса. Отпустить гайки шпилек, затем снова равномерно затянуть гайки. |
|
|
Повреждены уплотнительные поверхности. |
Вывести насос в ремонт. Разобрать насос для контроля и ремонта с притиркой поверхностей. |
|
Осевое усилие не уравновешивается, ротор "гуляет" в осевом направлении. |
Дроссельные щели в гидропяте и уплотнениях рабочих колес увеличились. |
Вывести насос в ремонт. Проверить состояние уплотняющих поверхностей, произвести ремонт или замену изношенных деталей. |
|
|
Повышенное давление в камере гидропяты вследствие перетоков под диском или втулкой пяты. |
Вывести насос в ремонт. Проверить состояние стыков, установить новые резиновые кольца. |
|
Повышенная вибрация насоса. |
Фундамент насосного блока не выдерживает возникающие нагрузки. |
Вывести насос в ремонт. Провести ремонт и усилие фундамента насосного блока. |
|
|
Повышенное биение ротора. |
Проверить биение ротора при затянутых и отпущенных гайках. |
|
|
Нарушена балансировка ротора. |
Вывести насос в ремонт. Проверить ротор на балансировочном станке. Допустимый дисбаланс - 25 гсм. |
|
|
Нарушена центровка роторов насоса и электродвигателя. |
Вывести насос в ремонт. Отцентрировать ротор насоса и электродвигателя. Точность центровки: биение радиальное - 0,05 мм, биение осевое - 0,03 мм. |
|
|
Вибрация трубопроводов. |
Устранить вибрацию трубопровода. |
|
Измеритель осевого сдвига сигнализирует о предельном перемещении вала ротора. |
Износ колец гидропяты. |
Замерить суммарный износ колец гидропяты. Максимальный износ не должен превышать 2 мм. Кольца гидропяты толщиной менее 19 мм подлежат замене. |
.11 Ремонт торцевых уплотнений
Использование в насосе торцевого уплотнения позволило устранить существенный недостаток сальниковых и манжетных уплотнений, связанный с износом вала в месте контакта с к уплотняющим элементом.
В торцевом уплотнении, пару трения которого образуется плоское резиновое кольцо и вращающийся диск из нержавеющей стали, наибольшему износу подвержены резиновое кольцо и рабочая поверхность диска. Ремонт такого уплотнения заключается в замене изношенного резинового кольца и в восстановлении поверхности диска.
Кольцо изготовляют из листовой маслостойкой резины средней твердости толщиной 5-6 мм. Ширина уплотняемой поверхности, на которую наносят смазочные канавки для протекания около 1л/мин смазочной воды для предупреждения подгорания резины, должна быть не менее 50 мм. Уплотнительное кольцо для удобства предварительно разрезают, а затем склеивают на валу. Технология склеивания аналогична технологии склеивания воротниковой манжеты.
Срок службы торцевого уплотнения определяется износостойкостью пары трения контактирующих колец. Наиболее надежным, долговечным и герметичным является торцевое уплотнение с контактирующими кольцами из силицированного графита, который получают в результате пропитки пористого графита расплавленным кремнием. Кабидная фаза обусловливает высокие физико-механические показатели и химическую стойкость, а свободный графит - антифрикционные свойства.
Ремонт уплотнения производят при изнашивании выступающей части кольца из силицированного графита над ласточкой. При ремонте заменяют изношенные кольца. Для этого сначала удаляют из расточки изношенное кольцо и очищают его от остатков клея. Кольца из силицированного графита изготавливают на специализированном предприятии.
Вклеивание колец в расточки корпусов производят эпоксидной смолой марки ЭД-20. Перед склеиванием составных колец тщательно подгоняют стыки сегментов. В предварительно обезжиренном расточке заливают приготовленную эпоксидную смолу в количестве, обеспечивающим заполнение пустот после установки колец. Обезжиренные кольца устанавливают в расточки, нагружают грузом, создавая удельное давление 0,2 МПа, и выдерживают в течение 24 ч. Установку колец в разъемном уплотнении производят от стыков к середине, на поверхности стыков клей не выносят. После вклеивания колец производят обработку шлифованием рабочей торцевой поверхности на универсально-шлифовальном станке. Шлифование осуществляется алмазными кругами марки АСР.
Для окончательной чистовой обработки рабочих поверхностей применяют доводку. Технологический процесс доводки сводится к сглаживанию неровностей с помощью абразивных порошков в присутствии смазочных средств. Смазочная жидкость образует между поверхностями притирочной плиты и кольца слой, насыщенный абразивными материалами. При ремонтных работах применяют доводку на притирочных плитах. Для доводки могут быть использованы различные абразивные порошки: электрокорунд, белый карборунд, карбид бора и т.д.
Поверхности трения колец должны быть обработаны до шероховатости, равной 0,06-0,1 мкм. Неплоскостность рабочей поверхности элемента пары трения должна быть не более 0,001 мкм, на этой поверхности недопустимы риски, раковины, трещины, смолы. Плоскостность рабочей поверхности рекомендуется контролировать плоскопараллельными стеклянными пластинами по интерференции света.
При ремонте торцевого уплотнения проверяют
усилие и деформацию пружин, обеспечивающих герметичность пары трения. Усилие
пружины не должно снижаться не более чем на 20%, а остаточная деформация не
должна превышать 10%. При превышении допустимых параметров пружины
отбраковывают и изготавливают новые.
3.12 Сборка насосного агрегата
В центробежных насосах спиральный корпус является базовой деталью, на которой устанавливается все остальные составные части насоса. Сборку насоса начинают с установки и выверки спирального корпуса.
Точность установки корпуса в горизонтальной плоскости проверяют по верхнему фланцу в двух взаимно перпендикулярных направляющих с помощью нивелира или контрольной линейки и уровня.
Для установки ротора на нижний фланец насоса устанавливают приспособление, состоящее из четырех пластин с отжимными винтами. Каждая пластина крепится с помощью двух шпилек фланца. тжимными винтами регулируются вертикальное и высотное положение ротора.
На монтажной площадке собирают рабочее колесо с валом. Гайки затягивают равномерно и в последовательности, обеспечивающей плотное прилегание плоскостей фланцев. Плотность прилегания фланцев проверяют щупом , который не должен входить между фланцами. После затяжки гайки фиксируют, чтобы предотвратить самоотвертывание, и размещают на ними защитный кожух. Затем устанавливается рабочее колесо с валом. Совместив горизонтальные оси рабочего колеса и спарильного корпуса, фиксируют высотную отметку фланца вала и опускают ротор с помощью отжимных винтов.
Далее устанавливают крышку насоса с прокладкой из прессшпана и спаривают вал-проставок с валом насоса. Центровку ротора в корпусе производят путем его смещения в горизонтальной плоскости до получения равномерных зазоров между защитным и уплотнительным кольцом уплотнения. Несимметричность зазора не должна превышать 10% его значения, которое принимается равным 0,1% диаметра защитного кольца. После центровки роторов фиксируют для предотвращения сдвига при последующих сборочных работах установкой мерных прокладок в зазор уплотнения. Выверку вертикального положения вала производят уровнем по торцу фланца насоса с погрешностью 0,02-0,03 мм/м. Вертикальное положение вала устанавливается за счет одностороннего опускания с помощью отжимных винтов монтажных пластин.
Последующие технологические операции при сборке электродвигателя (соединения валов насоса и электродвигателя, центровка валов) описаны ниже.
Перед установкой переднего конуса или проставка всасывающей трубы проверяют зазоры между уплотнителями и защитными кольцами. В случае необходимости выравнивают их перемещением ротора на подпятнике. Измеряют также зазор между рабочими колесами и рассекателем корпуса.