Материал: Технологическая подготовка ремонтного производства нефтеперекачивающих насосов
Технические характеристики насосных агрегатов
АНЦС 240
|
Наименование показателей |
Значения показателей |
|||
|
|
НЦС 240-1422 |
НЦС 240-1510 |
НЦС 240-1600 |
НЦС 240-1900 |
|
Подача, м3/час |
240 |
240 |
240 |
240 |
|
Напор |
1422 |
1510 |
1600 |
1900 |
|
Частота вращения, об/мин |
3000 |
3000 |
3000 |
3000 |
|
Допускаемый кавитационный запас, м, не более |
7 |
7 |
7 |
7 |
|
Внешняя утечка через торцовое уплотнение, л/час, не более |
0,5 |
0,5 |
0,5 |
0,5 |
|
Давление на входе, МПа (кгс/см2) |
|
|
|
|
|
Минимальное (модификация 3ТМ) |
0,3(3) |
0,3(3) |
0,3(3) |
0,3(3) |
|
Минимальное (модификация 2ТМ) |
0,1(1) |
0,1(1) |
0,1(1) |
0,1(1) |
|
Максимальное |
3,1(31) |
3,1(31) |
3,1(31) |
3,1(31) |
|
КПД, % насоса, не менее |
75 |
78 |
78 |
78 |
|
Мощность насоса, кВт |
1230 |
1265 |
1340 |
1590 |
|
Напряжение электродвигателя, В |
6000 |
6000 |
6000 |
6000 |
|
Мощность двигателя, кВт |
1250 |
1250 |
1600 |
1600 |
.2 Устройство и принцип работы
Принцип действия насоса заключается в преобразовании получаемой от привода динамической энергии в потенциальную энергию давления и кинематическую энергию потока перекачиваемой жидкости за счет взаимодействия с жидкостью рабочих колес ротора и направляющих аппаратов.
Конструкция насоса типа ЦНС 240 разработана на основе одной корпусной базы (корпус, рабочие колеса, подшипники и т.д.) насосов с напорами 1900, 1600, 1510, 1422 м путем изменения количества ступеней.
Насос типа ЦНС 240 - центробежный, горизонтальный, секционный, однокорпусный с односторонним расположением рабочих колес, с гидравлической пятой, подшипниками скольжения и торцовым уплотнением.
Корпус насоса состоит из набора секций, крышек
входной и выходной. Уплотнение вала ротора обеспечивается торцовым концевым
уплотнением.
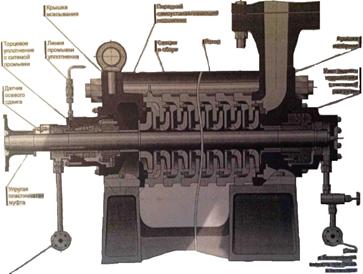
Базовые детали насоса: крышки входная и напорная с лапами, расположенными в плоскости, параллельной горизонтальной оси насоса; входной патрубок горизонтальный; напорный патрубок, направленный вертикально вверх.
Герметичность стыков секций обеспечивается металлическим контактом уплотняющих поясков секций, в качестве дополнительного уплотнения в этих стыках установлены резиновые уплотнительные кольца. Секции центрируются на заточках и стягиваются с крышками входной и напорной шпильками. В секциях установлены направляющие аппараты, которые от поворота стопорятся штифтами.
Ротор насоса состоит из вала с установленными на нем рабочими колесами, диска разгрузочного, защитных втулок и других деталей.
Насосы модификации 2ТМ оборудованы выносными подшипниками с принудительной подачей масла, как и на насосах ЦНС 180.
Насосы модификации 3ТМ имеют встроенные подшипники, выполненные из материалов повышенной твердости (карбида кремния, силированный графит, стальные с поверхностным упрочнением и напылением). Смазка и охлаждение встроенных подшипников осуществляется рабочей (перекачиваемой) жидкостью. Зазор в подшипниках должен составлять 0,15-0,22 мм. Для поступления жидкости в подшипники в наружной обойме подшипника выполнены проточные каналы. При этом один из проточных каналов должен был быть установлен вертикально для удаления воздуха их межкольцевого пространства.
Уплотнения рабочих колес двухщелевые типы ШИП-ПА3.
Насос с электродвигателем соединяется с помощью упругой пластинчатой муфты.
Разгрузочное устройство однотипно с применяемым в насосах ЦНС 180. Зазор между дисками кольцом разгрузочного устройства при работе с номинальной подачей 240 м3/час составляет всего 0,4 мм. При увеличении подачи до 260 м3/час зазор уменьшается до 0,2 мм. Работа насоса за пределами рабочей зоны, с производительностью значительно превышающую номинальную, приводит к ускоренному износу и выходу из строя разгрузочного устройства.
Для контроля состояния разгрузочного устройства имеется устройство контроля осевого сдвига ротора с автоматической блокировкой работы насосного агрегата при уменьшении сдвига менее 1 мм и увеличении более 2.5 мм.
Насос модификации 2ТМ с полевой стороны вас насоса со встроенными подшипниками закрыт глухой крышкой, что исключает необходимость использования кольцевого уплотнения.
Со стороны электродвигателя уплотнение вала
осуществляется торцевым уплотнением с неподвижным упругим элементом (в
модификации 3ТМ - с обеих сторон). Контактные кольца изготавливают из карбида
кремния. Опорное кольцо устанавливается в рубашку резьбовую, жестко
зафиксированной на валу (левая резьба) и вращается вместе с валом ротора.
Упорное (плавающее) кольцо неподвижное, устанавливается в аксильной втулке,
которая может перемещаться вдоль вала в осевом направлении. Упорное кольцо
прижимается к опорному при помощи пружины.
3.3 Организационная, конструкторская
и технологическая подготовка ремонта
При капитальном ремонте наосв проводят подготовительные работы, чтобы обеспечить с самого начала ремонта хорошую организацию работы, лучше использовать сроки.
Организационная подготовка ремонта - это совокупность работ, направленных на согласование выполнения технологических операций и технологических процессов ремонта, обеспечивающих оптимальные затраты средств, труда и материалов.
Организационная работа начинается с составления ведомости объема работ и перечня сверхплановой работ, определяемых техническим состоянием агрегата перед ремонтом. Ведомость объема работ составляется на основе анализа записей журнала ремонта и эксплуатации агрегата до ремонта. В организационную часть входит заключение договора со специализированным ремонтным предприятием по проведению ремонта насосного агрегата, составление сметы расходов или уточнение типовой сметы с привязкой к конкретным условиям ремонта и техническому состоянию агрегата, заключение договоров ремонтным предприятием с необходимыми субподрядчиками, распределение ремонтных работ внутри ремонтного предприятия.
Организационная подготовка включает в себя также: составление заявок на необходимые материалы, запасные части и комплектующие изделия, размещение заказов на механическую обработку крупногабаритных деталей, составление и утверждение графика ремонта, оформление заказов на технологическую оснастку и инструмент, составление графиков материально-технического снабжения, заключение договоров с автотранспортным предприятием и составление графика обеспечения процесса ремонта автотранспортом. Приказами назначают руководителей ремонта агрегата и представителей эксплуатации для проверки и приемки после ремонта его составных частей и узлов, а также для решения технических задач, требующих согласование.
Для руководства организационной подготовки назначают ответственные лица и устанавливается срок ее проведения. Исходя из конкретных условий, определяют длительность подготовки.
Неотъемлемой частью производственного процесса ремонта является его технологическая подготовка, которая включает в себя конструкторскую и технологическую подготовку. Техническая подготовка прямо связана с совершенствованием ремонтного производства и направлена на сокращение сроков ремонта, снижение затрат труда и материальных затрат, повышения качества ремонта. Техническая подготовка выполняется силами конструкторско-технологических бюро эксплуатационной и ремонтной организации или специализированных предприятий.
Конструкторская подготовка заключается в обеспечении ремонтного предприятия рабочими чертежами заводов-изготовителей насосов, электродвигателей и вспомогательного оборудования, а также в разработке ремонтных чертежей и технических условий на дефектацию и ремонт. Конструкторская подготовка включает также разработку чертежей на модернизацию агрегатов, специальные приспособления и технологическую оснастку, разработку документации по сооружению и оборудованию ремонтной площадки.
Основным этапом в конструкторской подготовке является разработка ремонтных чертежей, которая проводится на основании рабочих чертежей завода-изготовителя. Если рабочие чертежи отсутствуют, то для подлежащих изготовлению и восстановлению деталей составляют эскизы.
Технологическая подготовка состоит в обеспечении производства: описаниями технологических процессов ремонта, технологий изготовления запасных частей, руководящими материалами по организации ремонта и управлению им, нормами расхода материалов, запасных частей и комплектующих изделий на каждый ремонт, нормами на выполнение ремонтных операций, чертежами на специальные металлорежущие инструменты, станочную оснастку и специальные контрольно-измерительные инструменты, временными технологическими указаниями по ремонту отдельных частей, инструкциями по различным видам испытаний сборочных единиц, нормами расходов на металлорежущие и прочие инструменты, вспомогательные материалы.
В функции технологической службы входят также: составление графиков ремонта, участие в профессиональной подготовке рабочих, периодическая подготовка предложений по совершенствованию ремонтного производства.
До начала работ весь ремонтный персонал
необходимо проинструктировать по вопросам организации и технологии ремонта, а
также срокам его выполнения. Особое внимание при инструктаже следует уделить
технике безопасности ремонтных работ.
3.4 Оборудование ремонтной площадки
Ремонт крупных насосов осуществляется на месте их установки. Поэтому каждый раз перед началом работ устраивается ремонтные площадки у ремонтируемого оборудования: на рабочие колеса, на направляющих подшипниках, на фланцевых соединениях валов, у электродвигателя и вспомогательного оборудования.
Ремонтная площадка - это свободная площадь для перегрузочных операций и размещения при капитальном ремонте сборочных единиц и деталей оборудования, ремонтных приспособлений и оснастки, а также для выполнения ремонтных операций, которые по условиям технологии необходимо производить вблизи ремонтируемого оборудования. Ремонтные площадки должны быть оборудованы энергетическими разводками и находиться в хоне действия грузоподъемного средства.
На ремонтную площадку доставляют необходимый инструмент, приспособления, запасные части и материалы. Поблизости от места работ устанавливают верстаки с тисками, ящики для хранения инструмента и переносной наждачный станок для заточки режущего и рубящего инструмента. К месту работы проводят от компрессора воздух, устанавливают дополнительное освещение, подводят ацетилен для газосварки, оборудуют места для кислородных баллонов, доставляют электросварочное оборудование. Для хранения чистого и грязного обтирочного материала, снятых крепежных деталей и мусора устанавливают специальные ящики.
Особое внимание при оборудовании ремонтных площадок уделяют обеспечению безопасных условий труда и созданию нормальных санитарно-гигиенических условий.
Ремонтируемый насосный агрегат ограждают от других агрегатов, находящихся в эксплуатации. Зона, в которой создается производственная опасность травмирования людей, является опасной. Границы опасных зон должны быть перед началом работ обозначены предупредительными знаками и надписями или ограждениями.
К постоянно действующим опасным производственным зонам относятся: территории вблизи неизолированных токоведущих частей электроустановок, места перемещения машин и оборудования, а также грузов подъемными кранами, зоны с содержанием вредных веществ в концентрациях выше предельно допустимых норм, участки возможного падения предметов.
На ремонтных площадках отводят места для курения и отдыха ремонтного персонала, устанавливают бачки с питьевой кипяченой водой и аптечку - шкафчик с набором необходимых медикаментов, хранят приспособления для транспортировки пострадавших.
На ремонтных площадках, распложенных ниже уровня нижнего бьефа, хранят на видном месте спасательного пояса.
Ремонтные площадки, расположенные в
пожароопасных местах, оборудуют средствами пожаротушения: пожарными рукавами,
песком, ведрами, покрывалами и кошмами, баграми, лопатами, пожарными топорами и
огнетушителями.
3.5 Разборка и дефектация насосного агрегата. Подготовительные работы
Полная разборка насосного агрегата производится во время капитального ремонта. Перед началом устанавливается рабочая площадка вблизи ремонтного насосного агрегата. На рабочее место добавляют необходимый инструмент, специальные станки и приспособления, средства механизации, запасные части и материалы. К месту работ подводят от компрессора сжатый воздух, устанавливают дополнительное освещение, подводят ацетилен и кислород для проведения газовой сварки, доставляют электросварное оборудование. Кроме того, принимают меры безопасности проведения ремонтных работ. Подготавливают настилы для перекрытия горловины всасывающей трубы и лопаточного пространства выправляющего аппарата, а также деревянные прокладки, резиновые и картонное подстилки для демонтируемых узлов и деталей.
Перед разборкой агрегата отыскивают метки на сопрягаемых деталях, которые дают возможность правильно собрать узел после ремонта. При их отсутствии производят маркировку на наружных нерабочих поверхностях поверхностей методом кернения или нанесения маслобензостокой, быстро высыхающей на воздухе краски.
При маркировке римскими цифрами обозначить нужно номер агрегата, буквой Д - детали электродвигателя, буквой Н - детали насоса, арабскими цифрами - демонтируемые узлы и детали.
Электрические разъединения, провода, кабели маркируют бирками с цифрами. Соединяемые концы обозначают одними и теми же цифрами. Бирки изготавливают из жести или плотного картона и надежно прикрепляют к соответствующим концам проводов.
Все контрольные шпильки и припасованные болты маркируют по месту установки. Если крепежные детали необходимо подбирать по массе для соблюдения баланса, то маркируют как и болты, так и установленные на них гайки.