Материал: Техническое обслуживание и ремонт автомобиля ВАЗ 21213
.2 Технические условия на сборку, разборку раздаточной коробки ВАЗ 21213
Собрать межосевой дифференциал, совместив метки на его корпусах, чтобы не нарушить балансировку данного узла.
Пружинную шайбу на оси сателлитов установить со стороны глухого отверстия на торце оси.
Осевой зазор каждой шестерни привода мостов должен составлять 0-0,10 мм, а момент сопротивления вращению шестерен не должен превышать 14,7 Н·м (1,5 кгс·м).
При увеличенном зазоре заменить опорные шайбы другими, большей толщины; если указанный зазор не удается получить при установке опорных шайб наибольшей толщины, шестерни замените новыми ввиду их чрезмерного износа.
Ведущий и промежуточный валы устанавливаются в картер раздаточной коробки одновременно.
Запрессовку подшипников на корпус дифференциала проводится оправкой 67.7853.9558
Рабочие поверхности сальников перед установкой в крышки и картеры смазать смазкой Литол-24.
После сборки залить масло в раздаточную коробку до нижней кромки заливного отверстия.
2.3 Порядок разборки, сборки раздаточной коробке ВАЗ
21213
Промыть раздаточную коробку и слить масло.
Закрепить раздаточную коробку на стенде для разборки и ослабь гайки крепления фланцев на ведущем валу и на валах привода переднего и заднего.
Отвернуть гайки крепления и снять картер привода переднего моста в сборе с крышкой, рычагом, вилкой, муфтой блокировки дифференциала и с валом привода переднего моста. Снять корпус привода спидометра в сборе с ведомой шестерней привода спидометра.
Сняв стопорную шайбу, вынуть ось и снять рычаг блокировки дифференциала. Затем снять крышку картера привода переднего моста и вынуть пружину и шарик фиксатора. Отвернуть стопорный болт вилки блокировки дифференциала и вынуть шток, вилку и муфту блокировки. Снять заднюю крышку в сборе с валом привода заднего моста, следя за тем, чтобы не повредить уплотнительную прокладку. Затем снять фланцы с ведущего вала и валов привода переднего и заднего мостов.
Снять установочные кольца подшипников валов привода переднего и заднего мостов. Вынуть вал привода переднего моста из картера вместе с подшипником, упорным кольцом и маслоотражателем. Вынуть вал привода заднего моста из задней крышки вместе с подшипником , упорным кольцом и маслоотражателем.
Снять крышку переднего подшипника ведущего вала и крышку смотрового люка.
Снять кронштейн рычага переключения передач в сборе с рычагом. Затем, сняв стопорную шайбу, вынуть ось и снять рычаг.
Отвернуть стопорный болт вилки переключения передач и осторожно, закрыв пальцем гнездо фиксатора, вынуть шток и детали фиксатора.
Снять переднюю крышку вместе с дифференциалом, затем установить установочное кольцо подшипника дифференциала и вынуть из передней крышки подшипник в сборе с дифференциалом.
Снять установочные кольца с задних подшипников ведущего и промежуточного валов и вынуть из картера раздаточной коробки оба вала.
Зажав в тиски ведущий вал, снять упорное кольцо и задний подшипник, используя универсальный съемник. Снять с ведущего вала шестерню низшей передачи вместе с втулкой, муфту переключения передач, ступицу муфты, шестерню высшей передачи.
Разобрать дифференциал, для чего нужно снять стопорное кольцо и пружинную шайбу переднего подшипника.
Снять задний и передний подшипники с корпуса дифференциала.
Отвернуть болты крепления ведомой шестерни дифференциала, отметить рисками на корпусах дифференциала взаимное их расположение относительно друг друга и разъединить корпус.
Снять ведомую шестерню дифференциала.
Снять стопорные кольца и пружинную шайбу, затем выпрессовать ось сателлитов и снять сателлиты и шестерни привода ведущих мостов с опорными шайбами.
Выпрессовать изношенные или поврежденные сальники из картера привода переднего моста, из крышки переднего подшипника и из задней крышки. Отвернуть гайки с осей подушки подвески и снять кронштейны в сборе.
Сборка раздаточной коробки проводится в
последовательности, обратной разборке.
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВОСТАНОВЛЕНИЯ ПЕРВИЧНОГО
ВАЛА РАЗДАТОЧНОЙ КОРОБКИ ВАЗ 21213
.1 Краткая характеристика первичного вала раздаточной
коробки ВАЗ 21213
Рисунок 3 - первичный вал раздаточной коробки ВАЗ
21213
Первичный вал расположен в верхней части раздаточной коробки, опирается при этом на подшипники, установленный в корпусе агрегата. На первичном валу находятся две ведомые шестерни, свободно вращающиеся на валу и муфта включения передач, жестко связанная с валом, приводящая шестерни в движение. Вал передает крутящий момент от коробки перемены передач, через муфту включения передач на шестерню пониженной или повышенной передачи на промежуточный вал. Вал работает при динамических нагрузках. Масса его составляет 800 грамм, изготовлен из стали 45. Основной вид износа - молекулярно-механический. Внешний вид предоставлен на рисунке 3.
В результате работы в детали возникают дефекты, которые представлены в виде карты дефектации - таблица 2.
Разработаем технологический процесс устранение
дефектов № 3 и 4. Дефект № 3 устраняем наплавкой в среде CO2.
Таблица 2 - Карта дефектации первичного вала раздаточной коробки ВАЗ 21213
|
Колледж ВТГК |
КАРТА ДЕФЕКТАЦИЙ |
|
Литера |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
Наименование, марка материала |
Обозначение изделия |
Наименование изделия |
|
|||||||||||||||||||
|
|
Вал первичный, сталь 45 ГОСТ 1050-88 |
|
РКП |
|
|||||||||||||||||||
|
Номер |
Наименование, содержание дефекта |
Контролируемый параметр |
Приспособление, измерительный инструмент Разряд работы |
Заключение |
|||||||||||||||||||
|
|
|
Номинальный размер |
Измеренный размер |
|
|
||||||||||||||||||
|
участка |
дефекта |
|
|
|
|
|
|||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 8 9 10 11 |
7 |
|||||||||||||||||
|
|
1 |
Трещины, сколы |
|
|
визуально |
Браковать |
|||||||||||||||||
|
|
2 |
Изгиб |
|
|
Призмы, индикатор на штативе |
Ремонтировать. Правка. |
|||||||||||||||||
|
|
3 |
Износ поверхности под подшипник |
30,00 |
29,70 |
Микрометр 25-50 мм |
Ремонтировать. Железнение. |
|||||||||||||||||
|
|
4 |
Износ шлицевой части |
5 |
4,2 |
Штангензубомер 0,05 |
Ремонтировать. Наплавка в среде СО2 |
|||||||||||||||||
|
|
5 |
Износ шейки под шестерню |
40 |
- |
Микрометр 25-50 мм |
Ремонтировать. Наплавка в среде СО2 или железнение. |
|||||||||||||||||
|
|
6 |
Износ шейки под шестерню |
40 |
- |
Микрометр 25-50 мм |
Ремонтировать. Наплавка в среде СО2 или железнение. |
|||||||||||||||||
|
|
7 |
Износ поверхности под подшипник |
30,00 |
- |
Микрометр 25-50 мм |
Ремонтировать. Наплавка в среде СО2 или железнение. |
|||||||||||||||||
3.2 Краткая характеристика способов восстановления
.2.1 Краткая характеристика наплавки в среде углекислого газа
При этом виде сварки защита расплавленного металла от вредного действия кислорода и азота осуществляется струей углекислого газа, которая при выходе из сопла газоэлектрической горелки оттесняет от зоны сварки воздух.
Влияние углекислого газа на качество сварного шва двойное, с одной стороны он защищает расплавленный металл от кислорода и азота воздуха, окружающего сварочную дугу, с другой стороны при высокой температуре дуги он разлагается на окись углерода и кислород и проявляет окисляющее действие на расплавляемый металл.
В зависимости от применяемого электрода различают сварку плавящимся и неплавящимся электродами.
Углекислый газ для сварки получается из жидкой углекислоты, транспортируемой в баллонах при давлении 50-60 ат. Применяется также пищевая углекислота, которая обеспечивает более высокое качество сварного шва.
Установка для полуавтоматической сварки с плавящимся электродом состоит из источника тока, баллона с жидкой углекислотой, подогревателя газа, предредукторного осушителя, газового редуктора, расходомера газа, шланга для подвода к горелке углекислого газа, шланга для подвода охлаждающей воды, барабана для электродной проволоки и сварочного полуавтомата, включающего механизм подачи электродной проволоки, панели управления , провода , соединяющего подающий механизм с панелью и газоэлектрической горелки. Сварка производится на постоянном токе, получаемом при помощи селенового выпрямителя при обратной полярности.
При сварке неплавящимся электродом дуга горит между угольным или вольфрамовым электродом и деталью, расплавляя сварочный и присадочный металл, вводимый в виде прутка в зону сварки. При сварке деталей с отбортованными кромками присадочный пруток в ванну не вводится и сварной шов образуется за счет расплавления и затвердевания кромок изделия.
При сварке чугунных деталей в защитной среде водяного пара происходит интенсивное выгорание углерода в сварочной ванне и исключается возможность образования карбидов железа, что обеспечивает хорошую обрабатываемость и прочность сварного соединения. Непрерывный процесс горения дуги создает большой запас тепла в сварочной ванне, а это в свою очередь исключает образование закаленной прослойки в зоне сплавления, характерной для всех способов холодной сварки чугуна.
Схема наплавки в среде углекислого газа показана
на рисунке 4.
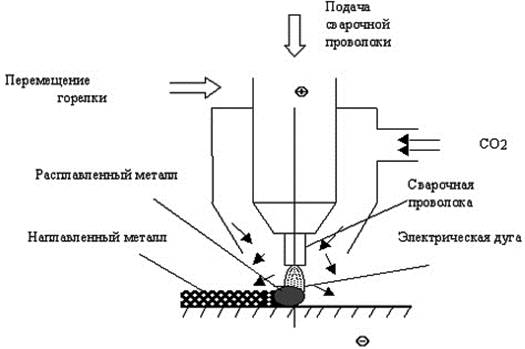
Рисунок 4 - Схема наплавки в среде углекислого газа.
.2.2 Краткая характеристика железнения
Ремонт железнением основан на осаждении металла из водных растворов на изношенную поверхность детали. Наиболее целесообразно этим способом восстанавливать детали с небольшими износами рабочих поверхностей (до 1 мм). Поскольку металл осаждается из раствора при температуре 60-80° С, деталь не коробится. Из раствора, содержащего 200-300 г/л двухлористого железа и 1 - 1,5 г/л соляной кислоты, можно получить покрытие - чистое железо.
Осаждение металлопокрытий осуществляется за счет пропускания постоянного тока различной плотности через раствор, в результате чего происходит разряд ионов металла на катоде (детали). Аноды изготовляют из полосовой стали толщиной 10-40, шириной 40-80 мм. Для изоляции поверхностей детали, не подлежащих железнению, используют полихлорвиниловую ленту, стеклоткань, цапонлак. Для железнения используют холодные и горячие электролиты. Горячие электролиты позволяют работать при значительных плотностях тока, но требуют больших дополнительных затрат энергии на подогрев и применения специальных химически стойких дефицитных материалов для изготовления оборудования, так как являются весьма агрессивными растворами. Для упрощения технологии железнения и конструкции оборудования, улучшения условий труда и повышения культуры производства предпочтительнее использовать холодные электролиты.
Для восстановления посадочных поверхностей корпусных и базовых деталей применяют вневанное железнение. Поверхность отверстия, подлежащую наращиванию, при помощи дополнительных устройств превращают в замкнутую электролитическую ячейку, через которую прокачивают электролит. Вневанное железнение применяют для восстановления посадочных поверхностей чугунных и стальных корпусных деталей, блоков картеров, корпусов и т. п. Оно характеризуется высокими плотностями тока, большой производительностью и возможностью получать покрытия толщиной до 1,0-1,2 мм.
На ремонтных предприятиях применяют способ восстановления электролитическим натиранием. Установка для электролитического натирания представляет собой стальной корпус, на котором смонтированы шпиндель с приводом, состоящим из электродвигателя и червячного редуктора; токосъемное устройство, выполненное в виде кольца со щеточным аппаратом; анод из свинцового электрода с тампоном, крепящийся на рабочем конце шпинделя; бак с электролитом и насос, расположенный на крышке бака.
Осаждение металла происходит следующим образом. К шпинделю, подключенному к положительному полюсу выпрямительного устройства, крепят свинцовый электрод, на котором намотан тканевый тампон. Восстанавливаемую деталь подключают к отрицательному полюсу. Электрод вводят в обрабатываемое отверстие, после чего на него подают электролит. Под воздействием постоянного тока из электролита выделяется химически чистый цинк, который осаждается на восстанавливаемой поверхности. Вращающийся электрод способствует равномерному осаждению цинка по всей поверхности.
Схема установки для вневанного железнения показана на
рисунке 5.
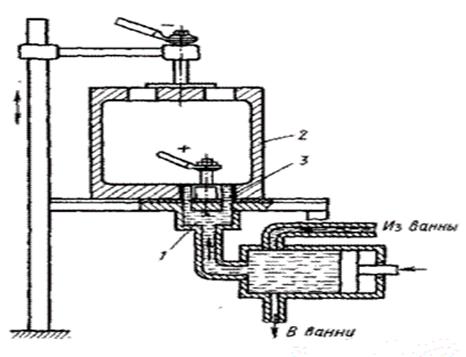
- электролит; 2 - деталь, 3 - восстанавливаемая поверхность
Рисунок 5 - Схема установки для вневанного железнения.
3.3 Проект маршрута восстановления первичного вала РК
План операции по устранению каждого дефекта в отдельности.
Износ поверхности под Износ шлиц - наплавка в подшипник- железнение. среде СО2
. Шлифовка 1. Подготовка
. Подготовка к железнению 2. Заварка
. Осаждение 3. Правка
. Обработка после железнения 4. Токарная
. Шлифовка 5. Фрезерная
. Контроль 6. Термическая
. Правка
. Шлифовка
. Контроль
Общий план для устранения дефектов №3 и №4.
. Подготовка
. Заварка шлиц с диаметра 28мм. До диаметра 28,7 мм.
. Правка после заварки
. Токарная обработка
. Фрезерная нарезание шлиц
. Термическая обработка
. Правка после термической обработки
. Шлифовка
. Подготовка к железнению
. Осаждение
. Обработка после железнения
. Шлифовка
. Контроль
На основании плана операции составим маршрут восстановления в виде маршрутно-технологической карты (таблица 3), в данной карте представлен маршрут восстановления дефектов, произведен подбор необходимого оборудования, оснастки и инструмента.
Рассчитаем припуск на обработку:
Припуск на обработку восстановления изношенных шлицов рассчитываем по
формуле:
hcm = U+x1+x2+x3+x4+x5+Hcm (1)
где: U - износ детали, мм;
Х1 - толщина покрытия, которую снимают при подготовке поверхности:принимаемХ1 = 0 мм;
Х2- толщина покрытия, которую снимают при черновой обработке, мм,
принимаем Х2 = 0,5 мм - при черновом точении;
Х3 - припуск на чистовую обработку, мм, принимаем Х3= 0,2 мм - при чистовом точении;
Х4 - припуск на отделочную обработку, мм, принимаем Х4= 0,1 мм - при черновом шлифовании;
Х5- припуск на отделочную обработку, мм, принимаем Х4= 0,05 мм - при чистовом шлифовании;
Hcm - величина неровностей металлопокрытия после восстановления, мм, при восстановлении поверхности наплавка в среде СО2 величина неровностей составляет 1.0 мм.
Величина слоя покрытия составляет (на сторону):
hcm = 0+0+0,5+0,2+0,1+0,05+1,0=1,85
Общая величина слоя составляет (на диаметр):
H = hсм×2 = 1,85×2 = 3,70 мм
Припуск на обработку восстановления поверхности под подшипник рассчитаем
по формуле:
hсм= U+X1+X2+X3+X4+Hcm, мм (2)
где: U - износ детали, мм - 30-29,7/2=0,15 мм;
Х1 - толщина покрытия, которую снимают при подготовке поверхности: принимаемХ1 = 0.1 мм;
Х2- толщина покрытия, которую снимают при черновой обработке, мм, принимаем Х2 = 0,1 мм - при черновом точении;
Х3 - припуск на чистовую обработку, мм, принимаем Х3= 0,05 мм - при чистовом точении;
Hcm - величина неровностей металлопокрытия после восстановления, мм, при восстановлении поверхности наплавка железнением величина неровностей составляет 0,3 мм.
Величина слоя покрытия составляет (на сторону):
hсм = 0,15+0,1+0,1+0,05+0,3=0,7 мм.
Общая величина слоя составляет (на диаметр):
H = hсм×2 = 0,7×2 = 1,4 мм.
Рассчитанные припуски на обработку заносим в маршрутно-технологическую карту.
Для наплавочной операции в среде СО2 разработаем операционную
карту в виде таблицы 4. Исходными данными служит маршрутно-технологическая
карта, кроме этого, установим режимы наплавки, произведем расчет норм времени
для наплавочной операции в среде СО2.