Материал: Сравнительное изучение способов гомогенизации пищевых сред
· действием центробежных сил (В.Д. Сурков);
· гипотеза Барановского Н.В. о перепаде давлений в клапанной щели гомогенизатора;
· кавитационное диспергирование Ткаченко А.Н.;
· вибрационное разрушение «сдуванием микрочастиц» Орешиной М.Н.
Основным узлом современных гомогенизаторов клапанного типа является гомогенизирующая головка. Она может быть одно- или двухступенчатой. Вторая ступень обычно работает при более низком давлении, чем первая. Применение одно- или двухступенчатой гомогенизации зависит от вида вырабатываемых молочных продуктов.
На рисунке 3 показана схема одно- и
двухступенчатой гомогенизирующих головок гомогенизатора клапанного типа.
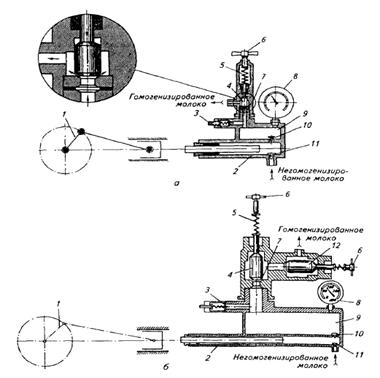
Рисунок 3 - Схема гомогенизирующей головки:
а-одноступенчатой; б-двухступенчатой, 1-кривошипно-шатунный механизм; 2-плунжерный насос; 3- предохранительный клапан; 4,12-гомогенизирующие клапаны первой и второй ступеней; 5-пружина; 6-регулировочные винты; 7-седло; 8-манометр; 9-нагнетательная камера; 10, 11 - нагнетательный и всасывающий клапаны
При движении плунжера влево в цилиндре создается разрежение и через клапан 11 молоко засасывается в цилиндр. При обратном движении плунжера молоко проходит через открывшийся клапан 10 в нагнетательную камеру. Одновременно такое же количество молока продавливается через узкую кольцевую щель между седлом и клапаном в нагнетательную трубку. Клапан 4 и седло имеют с обеих сторон притертые друг к другу поверхности. При износе одной стороны клапан и седло переворачиваются и устанавливаются другими торцевыми поверхностями в рабочее положение. Давление регулируется винтом, с его помощью сжимается пружина, которая усиливает давление на клапан 4, плотно пришлифованный к седлу. Давление контролируется по манометру.
Эффективность гомогенизации молока определяется
рабочим давлением, температурой, скоростью движения продукта при прохождении
через гомогенизирующую головку, конструктивными особенностями последней,
составом и свойствами компонентов, образующих оболочку жировых шариков,
кислотностью, а также последовательностью технологических операций [17].
.2 Расчет гомогенизаторов
Для сравнения взяты гомогенизаторы наиболее распространенных в молочной промышленности марок К5-ОГА-1,2; А1-ОГМ-2,5, А1-ОГМ, К5-ОГА-10.
Представленные гомогенизаторы (рис. 4)
предназначены для дробления и равномерного распределения жировых шариков в
молоке и жидких молочных продуктах, а также в смесях для мороженого.
Применяются на предприятиях молочной промышленности в различных технологических
линиях для обработки молока и молочных продуктов. Гомогенизаторы представляют
собой многоплунжерные насосы высокого давления с гомогенизирующей головкой.
Рисунок 4 - Гомогенизаторы марок К5-ОГА-1,2;
А1-ОГМ и К5-ОГА-10
Технические характеристики гомогенизаторов типа
представлены в таблице 1.
Таблица 1 - Технические характеристики гомогенизаторов
|
Марка |
Установленная мощность, кВт, не более |
Габаритные размеры, мм |
Масса, кг |
|
|
К5-ОГА-1,2 |
1200 |
11,0 |
965x930x1400 |
850 |
|
А1-ОГМ-2,5 |
2500 |
18,5 |
1430x1110x1640 |
1610 |
|
А1-ОГМ |
5000 |
37,0 |
1480x1110x1640 |
1710 |
|
К5-ОГА-10 |
10000 |
75,0 |
1800x1500x1900 |
4000 |
Расчет технической производительности (А), удельной материалоемкости (Б), удельной энергоемкости (В) и габаритности (Г) проводили по формулам 1-4 [18].
А) Техническая
производительность:
Wт=W*0,7,(1)
где W - паспортная (номинальная) производительность, л/ч; 0,7 - коэффициент использования рабочего времени.
Б) Удельная материалоемкость:
Муд=M/ Wт,(2)
где М - масса аппарата, кг; Wт - техническая производительность, л/ч.
В) Удельная энергоемкость:
уд=N/Wт,(3)
где N - мощность, кВт; Wт - техническая производительность, л/ч.
Г) Габаритность:
Г=L*B*N/Wт,(4)
где L,B,N - габариты аппарата (длина, ширина, высота), мм; Wт - техническая производительность, л/ч.
Расчет гомогенизатора К5-ОГА-1,2
А) техническая производительность Wт=1200*0,7=840 л/ч;
Б) удельная материалоемкость Муд=850/840=1,0 кг*ч/л;
В) удельная энергоемкость Nуд=11/840=0,0130 кВт*ч/л;
Г) габаритность Г=0,965*0,93*1,4/840=0,0015 м3*ч/л.
Расчет гомогенизатора А1-ОГМ-2,5
А) техническая производительность Wт=2500*0,7=1750 л/ч;
Б) удельная материалоемкость Муд=1610/1750=0,92 кг*ч/л;
В) удельная энергоемкость Nуд=18,5/1750=0,0105 кВт*ч/л;
Г) габаритность Г=1,43*1,11*1,64/1750=0,0015 м3*ч/л.
Расчет гомогенизатора А1-ОГМ
А) техническая производительность Wт=5000*0,7=3500 л/ч;
Б) удельная материалоемкость Муд=1710/3500=0,49 кг*ч/л;
В) удельная энергоемкость Nуд=37/3500=0,0105 кВт*ч/л;
Г) габаритность Г=1,48*1,11*1,64/3500=0,0007 м3*ч/л.
Расчет гомогенизатора К5-ОГА-10
А) техническая производительность Wт=10000*0,7=7000 л/ч;
Б) удельная материалоемкость Муд=4000/7000=0,57 кг*ч/л;
В) удельная энергоемкость Nуд=75/7000=0,0107 кВт*ч/л;
Г) габаритность Г=1,8*1,5*1,9/7000=0,0007 м3*ч/л.
Выполненные расчеты позволяют сделать следующие выводы. Наибольшей технической производительностью характеризовался гомогенизатор марки К5-ОГА-10 со значением 7000 л/ч, в то время как наименьшей - гомогенизатор К5-ОГА-1,2 - 840 л/ч. Гомогенизаторы с конкретной производительность подбирается под существующие мощности молокоперерабатывающих заводов.
По удельной материалоемкости преимущество над всеми гомогенизаторами имел аппарат марки А1-ОГМ со значением 0,49 кг*ч/л. По данному показателю указанный гомогенизатор превосходил аналоги на величину от 14 до 51%.
Наименьшее значение удельной энергоемкости имели гомогенизаторы А1-ОГМ-2,5 и А1-ОГМ, у которых данный показатель был равным и составил 0,0105 кВт*ч/л. Но фоне низкой технической производительности высокую расчетную энергоемкость продемонстрировал аппарат К5-ОГА-1,2 (0,013 кВт*ч/л).
Параметр габаритности характеризует отношение размеров аппарата к его производительности. Гомогенизаторы марок А1-ОГМ, К5-ОГА-10, согласно проведенных расчетов, имели самую низкую габаритность (0,0007 м3*ч/л). Относительно большими размерами отличались остальные два гомогенизатора.
Исходя из представленных расчетов, самые лучшие
характеристики имеет гомогенизатор А1-ОГМ. Рассмотрим его подробнее в пункте 4
курсовой работы.
. Описание конструкции и принципа работы
гомогенизатора А1-ОГМ
Гомогенизатор А1-ОГМ предназначен для дробления
и равномерного распределения жировых шариков в молоке и жидких молочных
продуктах, а также смесях дли мороженого. Применяются на предприятиях молочной
промышленности в различных технологических линиях для обработки молока и
производства молочных продуктов (сметаны, сливок, кефира, питьевого молока и
др.). Габаритный чертеж представлен на рисунке 5.
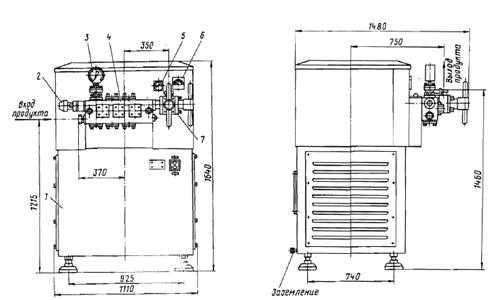
Рисунок 5 -Габаритный чертеж гомогенизатора
А1-ОГМ
-станина; 2-предохранительный клапан; 3-манометрическая головка; 4-плунжерный блок; 5-манометр системы смазки; 6-амперметр; 7-гомогенизирующая головка
Техническая характеристика гомогенизатора отражена
в таблице 2.
Таблица 2 - Техническая характеристика гомогенизатора А1-ОГМ
|
Показатель |
Значение |
5000 |
|
Рабочее давление гомогенизации, МПа (кгс/см2), не более |
20 (200) |
|
|
Температура продукта, поступающего на гомогенизацию, оС |
45-85 |
|
|
Мощность электродвигателя, кВт |
37 |
|
|
Количество плунжеров, шт. |
3 |
|
|
Число ступеней гомогенизации |
2 |
|
|
Габаритные размеры, мм: длина х ширина х высота |
1480 х 1100 х 1640 |
|
|
Масса, кг |
1710 |
Гомогенизатор состоит из следующих основных
узлов: кривошипно-шатунного механизма с системой смазки и охлаждения,
плунжерного блока с гомогенизирующей и манометрической головками и
предохранительным клапаном, станины с приводом. Привод гомогенизатора
осуществляется от электродвигателя с помощью клиноременной передачи (рис. 6).
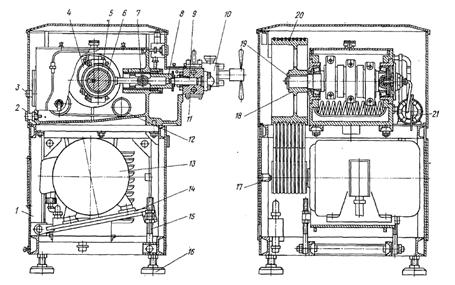
Рисунок 6 - Общий вид гомогенизатора А1-ОГМ:
-станина; 2-сливная пробка; 3-маслоуказатель; 4-кривошипно-шатунный механизм; 5-шатун; 6-вкладыш; 7-палец; 8-ползун; 9-плунжер; 10-гомогенизирующая головка; 11-плунжерный блок; 12-змеевик; 13-электродвигатель; 14-плита; 15-устройство для натяжения ремней; 16-опора; 17-шкив ведущий; 18-шкив ведомый; 19-коленчатый вал; 20-клиновой ремень; 21-маслонасос
Кривошипно-шатунный механизм гомогенизатора предназначен для преобразования вращательного движения, передаваемого клиноременной передачей от электродвигателя, в возвратно-поступательное движение плунжеров, которые посредством манжетных уплотнений входят в рабочие камеры плунжерного блока и, совершая всасывающие и нагнетательные ходы, создают в нем необходимое давление гомогенизирующей жидкости.
Гомогенизатор имеет принудительную систему смазки наиболее нагруженных трущихся пар, которая применяется в сочетании с разбрызгиванием масла внутри корпуса, что увеличивает теплоотдачу. Охлаждение масла у этих гомогенизаторов производится водопроводной водой посредством змеевика, охлаждающего устройства, уложенного на дне корпуса, а плунжеры охлаждаются водопроводной водой, попадающей на них через отверстия в трубе.
К корпусу кривошипно-шатунного механизма при помощи двух шпилек крепится плунжерный блок, который предназначен для всасывания продукта из подающей магистрали и нагнетания его под высоким давлением в гомогенизирующую головку. К торцовой плоскости плунжерного блока крепится гомогенизирующая головка, предназначенная для выполнения двухступенчатой гомогенизации продукта за счет прохода его под высоким давлением через щель между клапаном и седлом клапана в каждой ступени.
Гомогенизирующая головка представляет собой две одноступенчатые головки аналогичной конструкции, соединенные вместе и связанные каналом, позволяющим продукту переходить последовательно от первой ступени ко второй. Каждая из ступеней двухступенчатой гомогенизирующей головки состоит из корпуса, клапана, седла клапана и нажимного устройства, включающего стакан, шток, пружину и нажимной винт с рукояткой.
Регулировка давления гомогенизации производится вращением винтов. При установлении режима гомогенизации продукта на первой ступени устанавливают 3/4 необходимого давления гомогенизации, а затем на второй ступени вращением нажимного винта повышают давление до рабочего.
Станина представляет собой сварную конструкцию из швеллеров, обшитых листовой сталью. На верхней плоскости станины устанавливается кривошипно-шатунный механизм. Внутри станины на двух кронштейнах шарнирно крепится плита, на которой устанавливается электродвигатель. С другой стороны плита поддерживается винтами, регулирующими натяжение клиновых ремней. Верхняя часть станины закрыта кожухом, предназначенным для ограждения механизмов от повреждений и придания гомогенизатору необходимой эстетической формы.
Молоко или молочный продукт подается при помощи насоса во всасывающий канал плунжерного блока. Из рабочей полости блока продукт под давлением подается через нагнетательный канал в гомогенизирующую головку и с большой скоростью проходит через кольцевой зазор, образующийся между притертыми поверхностями гомогенизирующего клапана и его седла. При этом происходит диспергирование жировой фазы продукта.
В дальнейшем продукт из гомогенизирующей головки
направляется по трубопроводу на дальнейшую обработку или хранение [2]; [3];
[19]; [20].
. Конструктивное изменение в гомогенизаторе А1-ОГМ
гомогенизация пищевой среда центробежный
При первичной переработке молока протекают механические и тепловые процессы, основное назначение которых состоит в повышении дисперсности жировой фазы и снижении бактериальной обсемененности молока. Данные процессы реализуются в специальных аппаратах - гомогенизаторах, диспергаторах, пастеризационно-охладительных и стерилизационных установках. Применение стерилизации и ультрапастеризации молока-сырья позволяет полностью уничтожить как вегетативные, так и споровые формы микроорганизмов, продлить срок хранения готового продукта.
Для совершенствования процесса первичной переработки молока в гомогенизаторе клапанного типа А1-ОГМ предлагается реализовать возможность комплексной обработки молока за счет конструкции перед гомогенизирующей головкой парового инжектора и камеры смешения. Указанное конструктивное улучшение позволит при прямом введении очищенного пара в продукт в камере смешения проводить ультрапастеризацию молока, предшествующую его гомогенизации. Это устранит необходимость в приобретении и использовании самостоятельного оборудования для тепловой обработки молока.
В камере смешения при одновременной подаче
молока и пара из парового инжектора происходит кратковременная обработка
продукта острым паром при температуре теплоносителя свыше 100оС.
Далее обработанный продукт через сопло подается в гомогенизирующую головку для
последующего диспергирования жировых шариков.
Заключение
В соответствии с поставленной целью в курсовой работе описаны процесс гомогенизации пищевых сред и аппараты для его реализации, сделаны следующие выводы.
В пищевой промышленности большое распространение получили процессы гомогенизации и диспергирования при приготовлении различных десертов, мороженого, паст, напитков, майонезов, а также широкого спектра полуфабрикатов.
Процесс гомогенизации пищевых сред можно реализовать в устройствах ультразвукового, центробежного, клапанного типа. Рассмотрены процессы гомогенизации пищевых сред в гомогенизаторах указанных типов. Установлено, что наиболее распространенными в промышленности являются гомогенизаторы клапанного типа. Описан способ диспергирования жировых шариков молока на примере работы клапанного гомогенизатора.
В работе проведен обзор гомогенизаторов для диспергирования молочного жира К5-ОГА-1,2; А1-ОГМ-2,5; А1-ОГМ; К5-ОГА-10, выполнен технологический расчет основных параметров гомогенизаторов. По наилучшим показателям удельной энергоемкости, материалоемкости и габаритности выбран аппарат А1-ОГМ. Описана конструкция и принцип работы указанного гомогенизатора.
Для интенсификации процессов первичной обработки
молока предложено оснастить гомогенизатор А1-ОГМ перед входом в
гомогенизирующую головку камерой смешения и паровым инжектором с подводом пара.
Указанное конструктивное усовершенствование гомогенизатора даст возможность
проводить процессы термообработки при одновременной подаче пара и продукта в
камеру смешения с последующим диспергированием жировых шариков
ультрапастеризованного молока в гомогенизирующей головке аппарата.