Материал: Сравнительное изучение способов гомогенизации пищевых сред
Сравнительное изучение способов гомогенизации пищевых сред
Введение
Одной из основных задач, стоящей перед пищевой промышленностью и пищевым машиностроением, является созданием высокоэффективного технологического оборудования, которое на основе использования прогрессивной технологии значительно повышает производительность труда, сокращает негативное воздействие на окружающую среду и способствует экономии исходного сырья, топливно-энергетических и материальных ресурсов.
В пищевой, как и во многих других отраслях промышленности, довольно распространены процессы гомогенизации и диспергирования. Гомогенизацией называется процесс измельчения жидких и пюреобразных пищевых продуктов за счет пропускания под большим давлением с высокой скоростью через узкие кольцевые щели [1].
Гомогенизация в производстве кисломолочных продуктов (простокваша, йогурт, кефир) повышает прочность белковых сгустков, образующихся при кислотном свертывании молока. Гомогенизация молока улучшает консистенцию сгустков, в которых частицы белка образуют непрерывную пространственную сетку (простокваша), а также сгустков со структурой коагуляционного типа, которая обладает меньшей прочностью. Гомогенизированное молоко образует мягкий сгусток, что улучшает его перевариваемость [2].
Целью курсовой работы является сравнительное
изучение способов гомогенизации пищевых сред, выбор и расчет аппаратов для
реализации процесса гомогенизации.
. Анализ способов гомогенизации пищевых сред
Гидромеханические процессы гомогенизации и диспергирования гетерогенных систем лежат в основе многих технологий и производств в самых различных отраслях промышленности: пищевой, химической, нефтехимической, угольной, горнорудной, микробиологической, фармацевтической, парфюмерной, крахмалопаточной, лакокрасочной, машиностроительной и многих других.
В технологии пищевых производств к ним относятся процессы получения и переработки различных гетерогенных сред с жидкой сплошной фазой. Интенсивность их проведения во многом определяют эффективность производства и качество ряда продуктов, получаемых в виде эмульсий, суспензий, пюре, паст и т.д.
В результате воздействия на продукт различных гидродинамических факторов происходит дробление твердых частиц продуктов и их интенсивная механическая обработка. Гомогенизация не только изменяет дисперсность компонентов продукта, но и влияет на физико-химические свойства продукта [1].
Рассмотрим существующие способы и подходы,
используемые в пищевой промышленности для проведения процессов гомогенизации и
диспергирования. В настоящее время процесс гомогенизации пищевых сред можно
реализовать в устройствах ультразвукового, центробежного и клапанного типа.
.1 Клапанная гомогенизация
Действие гомогенизаторов клапанного типа основано на том, что молоко нагнетается под давлением до 30 МПа в кольцевой канал между седлом и клапаном. Под действием давления гомогенизируемого продукта клапан образует с седлом узкую кольцевую щель, высота которой зависит от производительности гомогенизатора и величины рабочего давления.
Схемы конструкций гомогенизирующих головок,
используемых в различных типах гомогенизаторов, приведены на рисунке 1 [3].
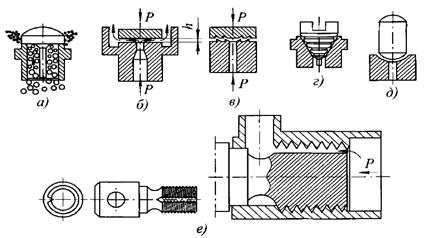
Рисунок 1 - Схемы конструкций гомогенизирующих
головок:
а-головка с обыкновенным клапаном: б-клапан с отражательными стенками: в-клапан с наклонными и концентричными нарезами в горизонтальной плоскости; г-клапан с наклонными и концентричными нарезами в наклонной плоскости; д-сферический клапан; е-резьбовой клапан с продольной прорезью
Отечественная молочная промышленность оснащена гомогенизаторами марок А1-ОГ2-С, К5-ОГА-1,2, А1-ОГМ, К5-ОГА-10 и ряда других.
Исследования клапанных гомогенизаторов, применяемых для обработки молока и сливок жирностью соответственно 3,6 и 16% при температуре 70°С и давлении до 25 МПа, показали, что эффективность гомогенизации можно считать достаточной, если общая поверхность жировых шариков увеличивается в 10 раз, а их средний диаметр составляет менее 1 мкм [4].
Изготовлением гомогенизаторов клапанного типа за рубежом занимаются многие фирмы Дании, Швеции, США и другие. В Молдавии завод «Молмаш» начал выпуск новых гомогенизаторов серии П8-ГМ для пищевой и фармацевтической промышленности [5].
Разработаны способы гомогенизации жидкости, в которых снижен расход электроэнергии. Для этого, процессы сепарирования и гомогенизации цельного молока протекают одновременно. В обработанном молоке диаметр жировых шариков в среднем равен 2 мкм. Давление, под которым сливки поступают в клапанную щель, составляет 20 МПа. Преимуществом гомогенизатора данной конструкции является снижение расхода электроэнергии почти на 25%, а также непрерывность процесса [6].
В нашей стране работы по созданию гомогенизаторов клапанного типа, проводимые различными НИИ и вузами, также направлены на упрощение конструкции и снижение металлоемкости, повышение производительности, снижение энергозатрат, повышение степени гомогенизации и интенсивности процесса [7].
Клапанными двухступенчатыми гомогенизаторами в
настоящее время оснащены все комбинаты, заводы и цеха, вырабатывающие сухие и
жидкие продукты питания
.2 Ультразвуковая гомогенизация
Ультразвуковая гомогенизация основана на кавитации, когда жидкости подвергаются интенсивному воздействию звуковых волн и происходит возникновение чередующихся циклов высокого и низкого давления (приблизительно 20000 циклов /сек). Во время действия низкого давления образуются маленькие вакуумные пузырьки. Когда пузырьки достигают определённого размера, они стремительно разрушаются во время действия высокого давления. Во время внутреннего взрыва локально генерируются очень высокое давление и высокая скорость струи жидкости. Полученные потоки и турбулентность разрывают агломераты частиц и приводят к сильным столкновениям между индивидуальными частицами [8].
В результате исследований процесса гомогенизации молока путем воздействия на него ультразвуковых колебаний, создаваемых с помощью преобразователей вибрационного типа, установлено, что в диапазоне низких частот, где лучше всего происходит эмульгирование, простым и экономичным источником ультразвука является гидродинамический вибратор.
Разработан гомогенизатор, который может быть использован при производстве кремов, паст, маргарина и других продуктов аналогичной консистенции. Основными его элементами являются: присоединенный к двигателю вал, установленный на последнем диске с размещенными в держателях пластинами. Между входным патрубком и держателями расположены разбивающие устройства. При работе гомогенизатора в него насосом под давлением 4-5 МПа подают подлежащий обработке продукт. Последний проходит над пластинами, что вызывает их колебания и возникновение ультразвука. Таким образом, пластины являются высокочастотным ультразвуковым резонатором [9].
В Орловском техническом университете разработан ультразвуковой гомогенизатор для молока. Он имеет корпус с размещенным внутри него колебательным контуром, состоящим из пакета пластин, сопла и отражательной пластины. Его особенностью является то, что корпус и отверстие сопла имеют прямоугольную форму, причем пластины колебательного контура одинаковы по размеру и разделены прокладками, а отражательная пластина установлена с возможностью возвратно-поступательного движения [10].
Ультразвуковые гомогенизаторы не получили
широкого применения в пищевой промышленности из-за повышенных энергозатрат.
.3 Центробежная гомогенизация
Эффективность гомогенизации в центробежных аппаратах зависит от давления, под действием которого обрабатываемая жидкость выходит из сопел или щелевых отверстий вращающегося ротора и ударяется в приспособление для снижения скорости продукта. Центробежные аппараты обладают рядом преимуществ по сравнению с клапанными. Они проще по конструкции, менее металлоемки, в них нет быстроизнашивающихся деталей. Недостаток их в том, что для получения высокого эффекта гомогенизации необходимо создать большое давление жидкости на выходе ее из сопел или щелевых отверстий ротора, а это не всегда возможно.
Центробежные гомогенизаторы, предназначенные для обработки молока и молочных продуктов, могут использоваться и в других отраслях промышленности. Они состоят из ротора и статора. Между ними находится зона гомогенизации. Во время работы гомогенизатора жидкость поступает во вращающийся ротор и через отверстия в нем выбрасывается в зону гомогенизации, образованную обращенными навстречу друг другу поверхностями ротора и статора. При этом поток жидкости турбулизируется и происходит ее гомогенизация. Максимальный эффект гомогенизации достигается в том случае, если обе поверхности (статор и ротор) выполнены зубчатыми и скорость вращения одной из них достигает 4000…6000 об/мин. Степень гомогенизации жидкости в аппарате данной конструкции не может быть достаточно высокой, так как много энергии затрачивается на вращение ротора в жидкости и на трение ее о поверхность статора [9].
Во ВНИМИ разработан центробежный гомогенизатор жидкости, содержащий ротор с коаксиально размещенной приемной камерой цилиндрической формы, с которой сообщены, по меньшей мере, два выполненных в нем радиальных канала с выходными соплами. Степень гомогенизации молока в этом случае составляет 55-60%. Она зависит от скорости жидкости на выходе из сопла, которая, в свою очередь, зависит от частоты вращения ротора и давления, создаваемого центробежной силой самой жидкости, находящейся в его каналах. Для повышения эффекта гомогенизации на 10-15% аппарат снабжается устройством для снижения скорости струй жидкости, вылетающих из сопел. Оно выполнено в виде ударного кольца на держателях, жестко прикрепленных к стенке кожуха [11].
Основным недостатком центробежных гомогенизаторов является низкая степень гомогенизации.
Как было сказано выше, наибольшее
распространение в пищевой промышленности получили аппараты клапанного типа,
процесс гомогенизации в которых рассмотрим в пункте 2 курсовой работы.
. Описание процесса гомогенизации в аппаратах
клапанного типа
Гомогенизация жидких и пастообразных продуктов в аппаратах клапанного типа к сегодняшнему моменту получила повсеместное применение в отечественной пищевой индустрии.
Для гомогенизации применяют гомогенизаторы,
представляющие собой плунжерные насосы высокого давления. При ходе плунжера
создается высокое давление, в результате чего молоко (или смесь) с огромной
скоростью продавливается через щель из камеры гомогенизатора (рис. 2).
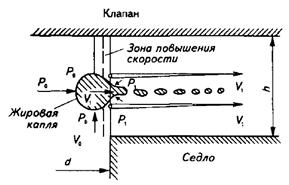
Рисунок 2 - Схема диспергирования жирового
шарика в аппаратах клапанного типа
Рассмотрим процесс гомогенизации на примере диспергирования (измельчения) жировых шариков коровьего молока в аппаратах клапанного типа.
Основными рабочими органами гомогенизирующей головки являются седло и клапан, от конструкции которых в известной мере зависит степень дисперсности частиц при гомогенизации. Клапанная щель может быть гладкой и волнообразной, с постоянным или переменным сечением.
Для преодоления сопротивления при прохождении через узкую щель продукт подается под высоким давлением (15…30 МПа). Сила, прилагаемая при подаче продукта, поднимает клапан, и между ним и седлом образуется узкий канал, через который протекает жидкость. Клапан остается над седлом в плавающем состоянии, и вследствие изменения гидродинамических условий (давление, вибрация) высота постоянно меняется. Сила, с которой клапан прижимается к седлу, создается пружиной, в некоторых конструкциях - маслом под давлением и может регулироваться. Ее величина определяется давлением, с которым осуществляется подача продукта. Тонкость измельчения зависит от давления, конструкции гомогенизирующего органа, равномерности подачи, состояния и предварительной обработки продукта [1]. Процесс гомогенизации вносит изменения в свойства молочных продуктов. Вследствие увеличения поверхности жировых шариков и адсорбции на ней белковых компонентов возрастает вязкость. Особенно заметно такое возрастание в сливках. Отмечается рост как титруемой, так и активной кислотности, если гомогенизации подвергалось сырое молоко [12].
Механизм дробления жировых шариков при гомогенизации заключается в следующем. В каждом гомогенизирующем клапане на переходе из канала седла в клапанную щель резко изменяется сечение потока, а следовательно, и скорость. При переходе жировой капли из зоны малых скоростей в зону высоких передние части ее включаются в поток в щели с огромной скоростью, вытягиваются и отрываются от нее, в то время как оставшаяся часть ее еще сохраняет скорость потока в подводящем канале. Вследствие возрастания скорости и механического действия потока и сил поверхностного натяжения нити дробятся на мелкие жировые шарики. Чем больше скорость в зоне повышенной скорости, тем интенсивнее вытягивается нить из капли в пограничной зоне, тем тоньше эта нить и мельче частицы после ее распада [13].
Давление и температура при гомогенизации избираются в зависимости от массовой доли жира в смеси. Чем выше жирность смеси, тем ниже должно быть давление. Так, при гомогенизации молока и низкожирных сливок (10…12%) при температуре не ниже 70°С применяют давление 10…15 МПа, при выработке сметаны 25-30%-ной жирности - 9…10 МПа. Это связано с тем, что при повышенном содержании жировых шариков в смеси после гомогенизации они образуют скопления - гроздья, которые нарушают гомогенность консистенции. Агрегированию жировых шариков способствует гидрофобизация их поверхности. Фосфолипидов и оболочечных белков недостаточно в молоке, чтобы покрыть поверхность вновь образованных жировых шариков. Этот дефицит поверхностно-активных оболочечных белков частично восполняют белки плазмы. Жировые шарики с частично гидрофобной поверхностью обладают повышенной межмолекулярной силой сцепления. При столкновении таких шариков образуются рыхлые их скопления (агрегаты). Возможно даже слияние отдельных шариков в крупные жировые шарики. Поэтому для получения гомогенной консистенции продукта давлением регулируют степень дробления и количество вновь образующихся жировых шариков [14].
Для получения стабильной дисперсии жировой фазы гомогенизированной смеси должно быть достаточное количество оболочечного вещества для быстрого образования оболочек вновь возникающих жировых шариков. Установлено, что для этого должно быть соотношение СОМО/жир выше 0,6…0,85.
При производстве мороженого, смеси которого имеют повышенное содержание СОМО, т. е. белков, практикуют двух- и трехступенчатую гомогенизацию. На первых ступенях проводят гомогенизацию при высоких давлениях (12…14 МПа) для большего диспергирования жировой фазы, а на последней ступени применяют низкое давление для разрушения рыхлых агрегатов (скоплений) жировых шариков. Этим достигается высокая степень дисперсности жировой фазы, хорошая взбитость и гомогенность консистенции мороженого.
При температуре гомогенизации ниже (53±5)°С идет
интенсивная агрегация и комкование жировых шариков. Оптимальные температуры
гомогенизации избираются в зависимости от содержания жира и СОМО в смеси, но не
ниже 70…75°С [15].
3. Анализ и сравнение аппаратов для реализации
процесса гомогенизации
.1 Виды и устройство гомогенизаторов
Классификация гомогенизаторов включает в себя: клапанные, мешалочные, фильерные, винтовые, сопловые, роторные. Сюда следует добавить центробежные, вакуумные, ультразвуковые и вихревые. Если руководствоваться той же идеей о конструктивных особенностях, то известны мешалочные, центробежные, сопловые, ультразвуковые, роторные и вихревые эмульсоры.
Сложность совершенствования и разработки конструкции гомогенизирующих устройств связана с отсутствием единой точки зрения на процесс дробления дисперсной фазы эмульсии. Существует свыше десяти теоретических представлений о процессах гомогенизации и эмульгирования [16]: гипотеза градиентного дробления Ребиндера и Виттинга;