Материал: Розробка моделі молодіжного жакета в умовах індивідуального виробництва
35.
Розподіл сумарного розхилу виточок: по боку(Вб); по спинці (Вс); по пілочці (Вп)
4 3 3
1 0,8 0,8
36.
Знайти середину відрізка ГК. Отримаємо т.Г4
ГГ4=Г4К
37.
Від т.Г4 проводимо пряму вниз до перетину з лінією стегон паралельно до лінії середини спинки. т.Б2 - точка перетину прямої з лінією стегон. т.Т2 - точка перетину прямої з лінією талії. Г4Б2 - лінія середини виточки спинки
Г4Б2¯
38.
Побудова виточки спинки: розхил виточки; глибина виточки; з’єднати точки Г4Т4nТ3
Т2Т4=Т2Т3« Б4n
Т2Т4=Т2Т3=1/2*Вс Б4n - стала величина Б4n=3…4
3
0,8
39.
Лінію а2Ц1 подовжити вниз до перетину з лінією стегон паралельно до лінії середини пілочки. т.Б3 - точка перетину прямої з лінією стегон. т.Т5 - точка перетину прямої з лінією талії. Ц1Б3 - лінія середини виточки пілочки
Ц1Б3¯
40.
Побудова виточки пілочки: розхил виточки; вершина виточки; глибина виточки; з’єднати точки n2Т7 n1Т6
Т5Т7=Т5Т6« Ц1n2¯ Б3n1
Т5Т7=Т5Т6= =1/2*Вп Ц1n2 - стала величина Ц1n2=1…1,5 Б3n1 - стала величина Б3n1=6…8
1,5 8
0,4 2
41.
КН2 - лінія боку. т.Т8 - точка перетину лінії боку з лінією талії. т.Б4 - точка перетину лінії боку з лінією стегон
42.
Побудова виточки боку: розхил виточки; з’єднати точки КТ10 і КТ9
Т8Т10=Т8Т9« КТ10,КТ9
Т8Т10=Т8Т9= =1/2*Вб
Розрахунок розширення по лінії стегон
43.
Розширення по лінії стегон
![]() 52-48=41
52-48=41
44.
Побудова розширення пілочки і спинки
Б4Б5=Б4Б6«
Б4Б5=Б4Б6=1/2*![]() 1/2*4=20,5
1/2*4=20,5
45.
З’єднати точки Т10Б6 і Т9Б5
Т10Б6, Т9Б5
46.
Знайти середини відрізків Т10Б6 та Т9Б5 і провести до них перпендикуляри довжиною 0,5 см. Точки Т10Б6 і Т9Б5 з’єднати плавними лініями, дотикаючись до вершин проведених перпендикулярів
47.
Від точок Б5 і Б6 провести вниз вертикальні лінії до перетину з лінією низу. Отримаємо відповідно точки Н4 і Н3
Б5Н4¯ Б4Н3¯
48.
КТ10Б6Н3 і КТ9Б5Н4 - лінії боку.
КТ10Б6Н3 КТ9Б5Н4
|
Побудова коміра |
||||||||
|
|
Висота стійки |
А1А 2 |
Стала величина 1,5…3 см |
2 |
0,5 |
З т. А1→на 2 (0,5)см в т. А 2 |
||
|
|
Лінія перегину лацкана |
ЛА2 |
Стала величина 0,5…1см |
1 |
0,25 |
На 1 см вище першої петлі |
||
|
|
Довжина ростка |
А1В |
Вимірюється за кресленням |
10 |
2,5 |
З т. А1 II до ЛА2 ↑ на 10 (2,5)см |
||
|
|
Проводимо дугу |
ОВ |
Стала величина 3…5,5 |
4 |
1 |
На дузі R= А1В відкладаємо→ОВ=4 (1)см |
||
|
|
Проводимо кут |
А1ОВ1 |
900 |
|
|
|
||
|
|
Ширина коміра |
ОВ1 |
За моделлю |
7,5 |
1,9 |
З т.О відкладаємо 7,5 (1,9)см в т. В1 |
||
|
Побудова креслення основи рукава |
||||||||
|
11. |
Відрізок аб поділити на три рівні частини. Отримаємо точки 1 і 1¢ |
а1=11¢=1¢б |
|
|
|
|||
|
12. |
Відрізок ва1 поділити на три рівні частини. Отримаємо точки 2 і 2¢ |
в2=22¢=2¢а1 |
|
|
|
|||
|
13. |
Знайти положення т.а2 (т.а2 знаходиться на лінії Р1Н1) |
а1а2 |
а1а2=2¢а1 |
|
|
|||
|
14. |
Відрізок б1в1 поділити на три рівні частини. Отримаємо точки 3 і 3¢ |
б13=33¢=3¢в1 |
|
|
|
|||
|
15. |
Відрізок 33¢ поділити на три рівні частини. Отримаємо точки 3¢¢ і О. т.О - найвища точка окату рукава |
33¢¢=3¢¢О==О3¢ |
|
|
|
|||
|
16. |
Через т.О провести перпендикуляр вниз до перетину з лінією низу НН1. Отримаємо точку Н2 |
|
|
|
|
|||
|
17. |
Точки 3¢ і а2 з’єднати прямою лінією. т.в3 - точка перетину 3¢а2 з в1в2 |
|
|
|
|
|||
|
18. |
Точки в3 і 2¢ з’єднати прямою лінією. |
|
|
|
|
|||
|
19. |
Відрізок в32¢ поділити на три рівні частини. Отримаємо точки 4 і 4¢ |
В34=44¢=4¢2¢ |
|
|
|
|||
|
20. |
Відрізок 3¢в3 поділити на дві рівні частини. Отримаємо точку 4¢¢ |
3¢4¢¢=4¢¢в3 |
|
|
|
|||
|
21. |
Провести перпендикуляр від т.4¢¢ довжиною 1 см. Отримаємо т.в4 |
4¢¢в4 |
4¢¢в4 - стала величина |
1 |
0,3 |
|||
|
22. |
Точки О, 3¢,в4, в3, 4, 4¢, а1 з’єднати плавною лінією (лінія окату передньої половини рукава) |
|
|
|
|
|||
|
23. |
Точки 1 і 3 з’єднати прямою лінією. т.б3 - точка перетину 13 з б1б2 |
|
|
|
|
|||
|
24. |
Відрізок 1б3 поділити на три рівні частини. Отримаємо точки 5 і 5¢ |
|
|
|
|
|||
|
25. |
Відрізок б33 поділити на три рівні частини. Отримаємо точки 6 і 6¢ |
|
|
|
|
|||
|
26. |
Точки О, 3¢¢, 6, 6¢, б3, 5, 5¢, а з’єднати плавною лінією (лінія окату задньої половини рукава) |
|
|
|
|
|||
|
27. |
Знайти положення т.Л2 (т.Л2 знаходиться на лінії ліктя ЛЛ1) |
Л1Л2¬ |
Л1Л2 - стала величина |
3 |
0,8 |
|||
|
28. |
Знайти положення т.К (т.К знаходиться на лінії низу НН1) |
Н1К¬ |
Н1К - стала величина |
4 |
1 |
|||
|
29. |
Знайти положення т.К1 |
КК1¬ |
Окр.к.р.-4 |
22-4=18 |
4,5 |
|||
|
30. |
Знайти положення т.К2 |
К1К2¬ |
К1К2 (розхил виточки) - стала велична |
6 |
1,5 |
|||
|
31. |
Знайти положення т.К3 |
К2К3¬ |
|
4 |
1 |
|||
|
32. |
Побудувати виточку розхил якої К1К2 дорівнює 6 см. По довжині виточка не доходить до лінії ліктя на 2 см. т.К4 - вершина виточки |
Сторони виточки К4К2 і К4К1 подовжити на 0,5 см. Отримаємо відповідно точки К6 і К5 |
|
К2К6, К1К5 - стала величина |
0,5 |
0,1 |
||
|
34. |
Знайти положення т.в5 (т.в5 знаходиться на лінії в1в2) |
в2в5 |
в2в5 - стала величина |
0,5 |
0,1 |
|||
|
35. |
Точки а і К3 з’єднати прямою лінією |
аК3 |
|
|
|
|||
|
36. |
Точки а1 і Л2, Л2 і К з’єднати прямими лінією |
а1Л2, Л2К |
|
|
|
|||
|
37. |
Точки К3 і К6 з’єднати плавною лінією |
|
|
|
|
|||
|
38. |
Точки К5, Н2, в5, К з’єднати плавною лінією |
|
|
|
|
|||
.4 Технічне моделювання конструкції
виробу
У процесі технічного моделювання виконують переміщення нагрудних виточок (спосіб шаблона, графічний спосіб), нанесення фасонних ліній (побудова кокеток, рельєфів та ліній художнього членування) та розведення складових частин деталей одягу (паралельне, радіальне).[17]
Послідовність виконання технічного моделювання:
намітити лінію півзаносу;
намітити фігурну лінію низу і спинки;
намітити вертикальний рельєф спинки;
побудувати конструкцію комірця жакетного типу;
намітити лінію відльоту підборта по пілочці;
намітити лінію обшивки по спинці;
нанести лінію довжини рукава;
побудувати деталь манжети по низу рукава;
.5 Специфікація деталей крою
Специфікація - один з основних документів конструкторсько-технологічної документації, який містить основні відомості про деталі, що входять до виробу. [15]
Специфікацію деталей крою виконую у вигляді таблиці 3.5
Таблиця 3.3 Специфікація деталей виробу
|
№ |
Назва деталі |
Кількість деталей |
Зображення деталі |
Назва зрізів |
|
1 |
2 |
3 |
4 |
5 |
|
Деталі з основної тканини |
||||
|
1 |
Центральна частина пілочки |
2 шт |
|
1-2 - зріз горловини 2-3 - плечовий зріз 3-4 - зріз рельєфу 4-5 - зріз низу 5-6 - зріз борта |
|
2 |
Бічна частина переду |
2шт |
|
1-2 - плечовий зріз 2-3 - зріз пройми 3-4 - бічний зріз 4-5 -зріз низу 5-6 -зріз рельєфу |
|
3 |
Центральна частина спинки |
1 шт |
|
1-2 - зріз горловини 2-3 - плечовий зріз 3-4 - рельєфний зріз 4-5 - низ рельєфу 5-6 - лінія середини спинки |
|
4 |
Бічна частина спинки |
2шт |
|
1-2 - верхній зріз 2-3 - зріз рельєфу 3-4 - талевий зріз 4-1 - бічний зріз |
|
5. |
Підборт |
2шт |
|
1-2 - зовнішній зріз 2-3 - зріз горловини 3-4 - плечовий зріз 4-5 - внутрішній зріз 5-1 - зріз низу |
|
5 |
Комір |
2 шт |
|
1-2 - середина коміра 2-3 - зріз відльоту 3-4 - кінець коміра 4-1 - зріз стійки |
|
6 |
Обшивка |
1 шт |
|
1-2 - нижній зріз; 2-3 - плечовий зріз; 3-4 - зріз горловини; 1-4 - плечовий зріз. |
|
7 |
Манжет |
1 шт |
|
1-2 - бічний зріз 2-3 - верхній зріз 3-4 - бічний зріз 4-1 - нижній зріз |
|
8 |
Підманжет |
1 шт |
|
1-2 - бічний зріз 2-3 - верхній зріз 3-4 - бічний зріз 4-1 - нижній зріз |
|
9 |
Рукав |
2 шт |
|
1-2 - передній зріз 2-3 - зріз окату 3-4 - ліктьовий зріз 4-1 - зріз низу |
|
Деталі з прокладкової тканини |
||||
|
10 |
Підборт |
2 шт |
|
1-2 - зовнішній зріз 2-3 - зріз горловини 3-4 - плечовий зріз 4-5 - внутрішній зріз 5-1 - зріз низу |
|
11 |
Підкомір |
1 шт |
|
1-2 - середина коміра 2-3 - зріз відльоту 3-4 - кінець коміра 4-1 - зріз стійки |
|
12 |
Обшивка |
1 шт |
|
1-2 - нижній зріз; 2-3 - плечовий зріз; 3-4 - зріз горловини; 1-4 - плечовий зріз. |
|
13 |
Підманжет |
2 шт |
|
1-2 - бічний зріз 2-3 - верхній зріз 3-4 - бічний зріз 4-1 - нижній зріз |






4. Підготовчо-розкрійний етап
.1 Розробка системи технологічних додатків
Розкроювання деталей крою проводиться з урахуванням припусків на шви. Величина припуску на обробку залежить від конструкції шва, ділянки деталі, властивостей тканини, особливостей моделей, обладнання, що використовується.
Сумарний технологічний припуск складається з суми припусків на їх обробку, на кант, обрізання ножем краю обметувальною машиною, припуски на врахування осипання тканини, на товщину тканини, зсідання в процесі ВТО, підгонку виробу. [8]
Основні з’єднувальні шви легкого одягу (бічні, плечові тощо) виконують шириною 1,2-1,5 см, крайові обшивні шви - шириною 0,5-0,7 см. Ширина підгину відповідає стандартам технологічного опису. [1 бр]
Припуски на шви показано в таблиці 4.1.
Таблиця 4.1
|
№ |
Деталь та зріз |
Припуск на шов,см |
|
1 |
2 |
3 |
|
1. |
Центральна частина пілочки Плечовий Горловини Підборта Рельєфу Низу |
1,5 0,7 1 1,5 2 |
|
2. |
Бічна частина переду Плечовий Рельєфу Бічний Пройми |
1,5 1,5 1,5 0,7 |
|
3. |
Центральна частина спинки Горловини Плечовий Рельєфу Лінія середини спинки Низу |
0,7 1,5 1,5 - 4 |
|
4. |
Бічна частина спинки Плечовий Пройми Бічний Рельєфу |
1,5 0,7 1,5 1 |
|
5. |
Рукав Зріз окату Бічний Нижній Бічний |
0,7 1,5 1,5 1,5 |
|
6. |
Комір Відльоту Бічний Горловини Лінія середини коміра |
0,7 1 0,7 - |
|
7 |
Підкомір Відльоту Бічний Горловини Лінія середини коміра |
0,5 1 0,5 - |
|
7. |
Підборт Зовнішній Горловини Плечовий Внутрішній Нижній |
0,7 0,7 1,5 0,7 2 |
|
8. |
Манжет Бічний Верхній Бічний Нижній |
0,7 0,7 0,7 1,5 |
|
9 |
Підманжет Бічний Верхній Бічний Нижній |
0,5 0,5 0,5 1,5 |
|
10 |
Обшивка горловини спинки Горловини Бічний Нижній Плечовий |
0,7 0,7 0,7 0,7 |
.2 Розкладка деталей крою швейного
виробу
При виконанні розкладки викрійок
враховується рисунок матеріалу, напрям ворсу, а також напрям ниток основи. Для
цього розробляються технічні умови на розкроювання [1].
Таблиця 4.2 Технічні умови на розкроювання
|
Деталь |
Схема напрямку нитки основи у викроєних деталях |
Допустиме відхилення від нитки основи, % |
|
1 |
2 |
3 |
|
Центральна частина пілочки |
|
Нитка основи проходить вздовж центральної частини пілочки паралельно до лінії середини. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
Бічна частина пілочки |
|
Нитка основи проходить вздовж бічної частини пілочки паралельно до лінії середини. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
Центральна частина спинки |
|
Нитка основи проходить паралельно до лінії середини вздовж деталі. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
Бічна частина спинки |
|
Нитка основи проходить паралельно до лінії середини вздовж деталі. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
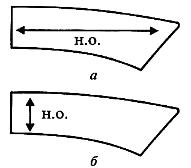
Комір |
|
Нитка основи на комірі проходить паралельно до лінії, що з’єднує кінці відльоту (рис. а), або паралельно до лінії середини коміра (рис. б). Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
Підкомір |
|
Нитка основи проходить як на горішньому комірі. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
Рукав |
|
Нитка основи проходить паралельно лінії до лінії, що з’єднує верхню точку окату і середину нижнього зрізу деталі. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
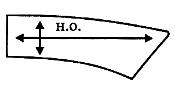
Манжет |
|
У пришивних манжетах нитка основи проходить паралельно до лінії, проведеної посередині вздовж деталі. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |
|
Підборт |
|
Нитка основи проходить паралельно до зовнішнього зрізу підборта на його прямій ділянці. Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком - 0% |



5. Технологічна частина
Технологічна послідовність - це перелік неподільних операцій, які відповідають порядку їх виконання при обробці деталей і вузлів, а також дані,що визначають технологічний режим роботи.
Неподільна операція - технологічно закінчений цикл роботи, поділ якого неможливий і нераціональний внаслідок технологічного зв’язку трудових прийомів. [14]
Деталі одягу з'єднують різними способами: нитковим, клейовими, зварних, клепаних. Застосування того або іншого з'єднання в кожному конкретному випадку залежить від вимог, що пред'являються до нього, виду з'єднуються матеріалів, а також від потужності і можливостей обладнання.
Ниткові способи з'єднання.
Використовуючи ці способи, з'єднують два або кілька шарів матеріалу наскрізними стібками, що складаються з однієї, двох і більше ниток. У порівнянні з іншими способами з'єднання нитковий - найбільш універсальний, тому що дозволяє з'єднувати всі види матеріалів, використовуваних у швейній промисловості.
Нитковим способом можна з'єднувати різні по товщині матеріали (від 0,1 до 10 мм, а іноді і більше), використовуючи стібки довжиною від 1 до 10 мм і змінюючи швидкість переміщення матеріалів при сточуванні від 2 до 25 м / хв. Стібок утворюється шляхом проколу матеріалу голкою і протягування нитки з наступним її укладанням на поверхні матеріалу. З ряду стібків утворюється рядок.
Стібки і строчки можуть бути виконані ручним і машинним способами. У масовому виробництві одягу в основному застосовуються машинні строчки як найбільш ефективні по швидкості виконання і якості.
Клейові способи з'єднання. У технології швейних виробів ці
способи засновані на застосуванні клейових речовин. Клейові з'єднання з
використанням термопластичних клейових матеріалів виконуються на пресовому
обладнанні або праскою. Клейові шви при виготовленні одягу застосовують у тих
випадках, коли деталі при носінні одягу сприймають навантаження, спрямовані на
зрушення.[13]
.1 Характеристика способів з’єднання деталей жилета
Таблиця 5.1 Способи з'єднання деталей швейного виробу
|
№ |
Вид шва |
Графічне зображення і схема шва |
ТУ та параметри шва |
Інструменти, обладнання і засоби малої механізації |
||
|
1 |
2 |
3 |
4 |
5 |
||
|
Ручні шви |
||||||
|
1 |
Сфастригувальна |
|
Lст=1,0 см S=1,4 см |
Ручна голка, нитки для фастригування |
||
|
2 |
Зафастригувальна |
|
Lст =1,3 см S=1,0 см |
Ручна голка, нитки для фастригування |
||
|
3 |
Нафастригувальна |
|
Lст =0,8 см S=1,0 см |
Ручна голка, нитки для фастригування |
||
|
4 |
Прифастригувальна |
|
Lст =0,8 см S=1,4 см |
Ручна голка, нитки для фастригування |
||
|
5 |
Вифастригувальна |
|
Lст =0,8 см S=1,0 см |
Ручна голка, нитки для фастригування |
||
|
6 |
Потайні стібки |
|
|
|
||
|
Машинні шви |
||||||
|
1 |
Зшивна у розпрасування |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка «Чайка» |
||
|
2 |
Зшивна у запрасування |
|
Lст =0,8 см S=1,0 см |
Нитки, машинка «Чайка» |
||
|
3 |
У підгин з обметаним зрізом |
|
Lст =0,8 см S=0,5 см |
Нитки, машинка «Чайка» |
||
|
4 |
Накладний з двома закритими зрізами |
|
Lст =0,8 см S=0,2 см |
Нитки, машинка «Чайка» |
||
|
5 |
Обшивний у кант |
|
Lст =0,8 см S=0,7 см |
Нитки, машинка «Чайка» |
||
|
6 |
Оздоблювальний Двобічна зустрічна складка |
|
|
|
||
|
7 |
Обметувальний |
|
Lст =0,3 см S=0,4 см |
«Джаноме»м 134D |
||
|
Клейового з`єднання |
||||||
|
1 |
Дублювання |
|
T=130⁰C без зволоження |
Праска Eurotec EU-5554 |
||
|
Операції ВТО |
||||||
|
1 |
Розпрасування |
|
T=150⁰C з зволоженням |
Праска |
||
|
2 |
Запрасування |
|
T=150⁰C з зволоженням |
Праска |
||
|
3 |
Припрасування |
|
T=150⁰C з зволоженням |
Праска |
||














