Материал: Ремонт и техническое обслуживание газораспределительного механизма двигателя внутреннего сгорания
Ремонт и техническое обслуживание газораспределительного механизма двигателя внутреннего сгорания
Содержание
Введение
1. Назначение, устройство и работа ГРМ
2.Неисправности ГРМ
3.Ремонт стержня клапана правкой
3.1 Хромирование
3.2 Осталивание
3.3 Железнение
3.4 Шлифование
4. Разборка ГРМ
5. Инструмент и оборудование
6. Охрана труда
Заключение
Список литературы
Введение
В процессе эксплуатации автомобиля его надежность и другие эксплуатационные качества постоянно снижаются вследствие изнашивания деталей, а так же коррозии и усталость металла, из которого они изготовлены. Что бы продлить срок службы автомобиля и его агрегатов следует своевременно проводить техническое обслуживание.
В Российской Федерации принято планово предупредительная система технического обслуживания, предусматривающая обязательное выполнение с заданной периодичностью определенного комплекта работ. Такое техническое обслуживание направленно на поддержание автомобиля в исправном состоянии. Сущность системы технического обслуживания заключается в том, что этот объем работ выполняется в плановом порядке с целью предотвращения возникновения технических неисправностей
По периодичности, перечню и трудоемкости выполнения работ техническое обслуживание делиться на следующие виды:
. Ежедневное техническое обслуживание
2. Техническое обслуживание №1
. Техническое обслуживание №2
. Сезонное обслуживание
Ежедневное техническое обслуживание.
Выполняется перед выездом автомобиля на линию и после и после въезда. Служит для обеспечения технического контроля автомобиля, направленное на обеспечение безопасности и поддержании надежности автомобиля, включает общий контроль, направленный на обеспечение безопасности движения, поддержание надлежащего внешнего вида, заправку топливом, маслом и охлаждающей жидкостью.
Техническое обслуживание №1
Во время технического обслуживания №1, выполняют все работы входящие в ежедневное техническое обслуживание, а так же дополнительно проводят:
· Контрольно-диагностические работы;
· Контрольно-крепежные работы;
· Смазочные и очистительные работы.
Контрольно-диагностические работы:
При общей диагностике проверяют люфты рулевого колеса и в шарнирах рулевых тяг при помощи прибора для проверки рулевых управлений. Эффективность действие рабочего стояночного тормоз на стенде. Работу приборов освещения и сигнализации, правильность установки зеркал заднего вида и состояния шин и давления в них при помощи манометра.
Контрольно-крепежные и регулирования работы:
Проверяют крепления двигателя к раме и оборудования к двигателю, проверяют натяжение ремней вентилятора, генератора, компрессора и насоса гидроусилителя. Выявляют в состояние приборов в системе питания и герметичность их соединений. Проверяют действие запорных механизмов, а так же крепления кузова автомобиля к раме, крыльев, подножек. Проверяют состояние рамы, узлов и деталей подвески, сцепного устройства, колеса. Проверяют уровень электролита в аккумуляторной батарее, при необходимости доливают дистиллированную воду, так же проверяют крепления контактов с полюсными выводами.
Смазочные и очистительные работы:
Проверяют уровень масла в картерах агрегатов согласно карте смазки, проверяют
уровень тормозной жидкости в бачке, прочищаются сапуны коробки передач и
главной передачи. Промываются воздушные фильтры, а так же заменяется масло и
масляные фильтры в двигателе.
1. Назначение, устройство и работа ГРМ
Газораспределительный механизм - механизм своевременного распределения впуска горючей смеси и выпуска отработавших газов в цилиндрах двигателя внутреннего сгорания <#"872294.files/image001.jpg">
Рис. 1. Схема ременного привода распределительного вала
Иногда одновременно с ремнем следует заменить и его ролики, которые со временем заметно изнашиваются. Развалившийся ролик приводит к таким же фатальным для двигателя последствиям, как и лопнувший ремень ГРМ.
Иногда из газораспределительного механизма доносится характерный металлический стук. Причиной могут быть износ кулачков распределительного вала, слишком большие зазоры клапанного механизма, поломка клапанных пружин либо износ рычагов. При наличии больших зазоров клапанного механизма их следует отрегулировать, в остальных случаях неисправные запчасти подлежат замене.
Главным критерием, по которому определяют чрезмерное увеличение зазоров у клапанов, является частый металлический стук, хорошо слышимый при работе двигателя на холостых оборотах с малой частотой вращения коленчатого вала. Данная неисправность приводит к повышенному износу торцов стержней клапанов, наконечников стержней или регулировочных шайб, а также потере мощности двигателя, поскольку время пребывания клапанов в открытом положении уменьшается и, как следствие, ухудшается наполняемость цилиндров горючей смесью и полнота их очистки на четвертом такте работы. Детали клапанного механизма (рис. 2):
Если появляются характерные хлопки из карбюратора или из глушителя -
значит, зазор у клапанов чересчур маленький и его также необходимо
отрегулировать. Такая неисправность является причиной неплотного прилегания
клапанов к своим седлам, в результате чего снижается компрессия в цилиндрах и
двигатель теряет мощность.
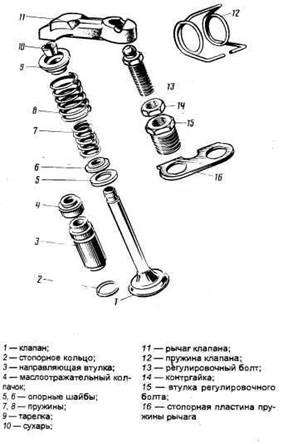
Рис. 2
При сильном износе клапанов следует выполнить их притирку к седлам либо вообще заменить. В некоторых случаях цепь газораспределительного механизма работает очень шумно, что, как правило, обусловлено ее удлинением за счет износа шарнирных соединений звеньев. Цепь необходимо натянуть или просто заменить.
2. Неисправности ГРМ
Основными неисправностями газораспределительного механизма являются:
· нарушение тепловых зазоров клапанов на двигателях с регулируемым зазором;
· износ подшипников, кулачков распределительного вала;
· неисправности гидрокомпенсаторов на двигателях с автоматической регулировкой зазоров;
· снижение упругости и поломка пружин клапанов;
· зависание клапанов;
· износ и удлинение цепи или ремня привода распределительного вала;
· износ зубчатого шкива привода распределительного вала;
· износ маслоотражающих колпачков, стержней клапанов, направляющих втулок;
· нагар на клапанах.
Можно выделить следующие причины неисправностей ГРМ:
· выработка установленного ресурса двигателя и, как следствие, высокий износ конструктивных элементов;
· нарушение правил эксплуатации двигателя, в том числе использование некачественного жидкого, загрязненного масла, применение бензина с высоким содержанием смол, длительная работа двигателя на предельных оборотах.
Самой серьезной неисправностью газораспределительного механизма является т.н. зависание клапанов (рис. 3), которое может привести к серьезным поломкам двигателя.
Причин у неисправности две. Применение некачественного бензина, сопровождающееся отложением смол на стержнях клапана. Другой причиной является резонанс, ослабление или поломка пружин клапанов.

Рис. 3
В этом случае при достижении поршнем верхней мертвой точки клапан не успевает сесть в «седло». К счастью, данная неисправность на современных автомобилях встречается достаточно редко. Отдельно необходимо сказать о неисправностях гидрокомпенсаторов. При использовании жидкого или сильно загрязненного масла гидрокомпенсатор перестает выполнять свою основную функцию, а именно автоматически компенсировать зазоры в ГРМ. Дальнейшая эксплуатация двигателя может привести к заклиниванию гидрокомпенсаторов.
Нарушение теплового зазора на двигателях с регулируемым зазором может произойти по причине износа подшипников и кулачков распределительного вала, износа зубчатого шкива привода распределительного вала, а также вследствие неправильной регулировки.
Неисправности ГРМ достаточно сложно диагностировать, т.к. сходные внешние признаки могут соответствовать нескольким неисправностям. Зачастую конкретная неисправность устанавливается непосредственным осмотром конструктивных элементов ГРМ со снятием крышки головки блока цилиндров.
Большинство неисправностей газораспределительного механизма приводит к нарушениям фаз газораспределения, при которых двигатель начинает работать нестабильно и не развивает номинальной мощности.
Внешние признаки и соответствующие им неисправности ГРМ:
|
Признаки |
Неисправности |
|
· металлический стук в головке блока цилиндров на малых и средних оборотах; · снижение мощности двигателя |
· нарушение теплового зазора клапанов; · износ подшипников, кулачков распределительного вала |
|
· металлический стук в головке блока цилиндров на холодном двигателе; · снижение мощности двигателя |
|
|
· шум в районе привода распределительного вала; · выстрелы в глушитель |
· износ и удлинение цепи (ремня) привода распределительного вала; · износ зубчатого шкива привода |
|
· синий дым отработавших газов; · снижение уровня масла в картере двигателя; · снижение мощности двигателя |
· износ маслоотражающих колпачков, стержней клапанов, направляющих втулок; · неисправности КШМ |
|
· звонкие металлические стуки (детонационные стуки) при разгоне автомобиля; · работа двигателя с перебоями |
· нагар на клапанах; · неисправности КШМ; · бензин низкого качества |
|
· кратковременные провалы в работе холодного двигателя; · снижение мощности двигателя; · перегрев двигателя |
· снижение упругости и поломка пружин клапанов; · зависание клапанов |
технический ремонт газораспределительный двигатель
3. Ремонт стержня клапана правкой
При наличии трещин клапан бракуется. Деформация стержня клапана устраняется статической правкой. Износ стержня устраняется хромированием или железнением. Клапаны головки цилиндров двигателя изготовлены из различных материалов.
Торец стержня выпускного клапана (рис.4) изготовлен из стали 40ХН, а
головка со стержнем изготовлены из стали 4Х14Н14В2М. Клапан закаливают и
отпускают до твердости головки HRC 25-30 и торца стержня HRC 50-57.
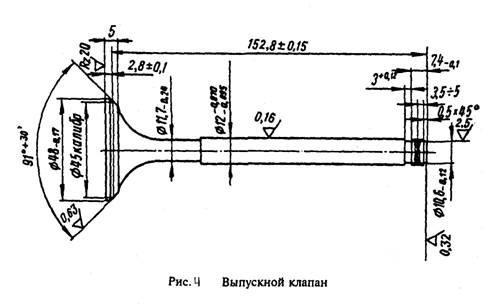
Рис. 4. Выпускной клапан
Впускной клапан изготовлен из стали 4Х10СМ2 и термически обработан до твердости HRC 35-40, а торец до твердости HRC 50-57, на глубину 2-3 мм.
Основными дефектами клапанов являются износ или выгорание рабочей фаски, изгиб или износ стержня по диаметру, а также износ торца стержня клапана.
Для устранения износа или выгорания рабочей фаски ее шлифуют “как чисто” до шероховатости 0,63 мкм. При этом высота цилиндрической части головки должна быть не менее 0,5 мм, а при высоте менее 0,5 мм - клапан бракуют. Фаску выпускного клапана шлифуют под углом 45*, а впускного под углом 60*.
Перешлифованная рабочая фаска выпускного клапана должна иметь следующие параметры:
· толщина пояска цилиндрической поверхности тарелки не менее 1,0 мм;
· угол 91-92°;
· шероховатость поверхности 0,63 мкм;
· биение рабочей поверхности фаски относительно стержня не более 0,03 мм
Впускного клапана:
· толщина пояска цилиндрической поверхности тарелки не менее 0,75 мм;
· угол 121-122°;
· шероховатость поверхности не ниже 1,25 мкм;
· биение рабочей фаски относительно стержня не более 0,03 мм.
Обычно перед шлифовкой клапана проверяют его стержень на изгиб и при необходимости правят. Для проверки на изгиб стержень клапана кладут на призмы индикатора и проверяют непрямолинейность образующей стержня клапана, которая должна быть не более 0,01 мм, а биение рабочей фаски относительно образующей - не более 0,03 мм. Правку производят легкими ударами деревянного или свинцового молотка.
При износе стержней клапанов их шлифуют под ремонтный размер до диаметров: для впускного - 11,8 мм или 11,6 мм (допуск - минус 30-55 мкм) и для выпускного - 11,8 мм или 11,6 мм (допуск - минус 70-95 мкм) При шлифовании на бесцентровошлифовальном станке методом врезания необходимо впоследствии углубить кольцевую канавку под сухари до диаметра 10,1-0,12 мм. При шлифовании на круглошлифовальном станке клапан торцом вставляют в оправку с цилиндрическим отверстием и поджимают центром со стороны головки клапана. Оправка конусной поверхностью крепится в шпинделе станка.
После шлифовки стержень полируют до шероховатости 0,16 мкм. Овальность и конусность образующей поверхности стержня допускается не более 0,01 мм. Изношенные стержни клапанов восстанавливают осталиванием с последующим шлифованием до номинального диаметра: выпускного клапана - 12 мм (минус 70-95 мкм) и впускного - 12 мм (минус 30-55 мкм). Стержни клапанов, имеющие износ по диаметру менее 11,45 мм бракуют.
Изношенный торец стержня клапана шлифуют и полируют до шероховатости 0,32 мкм, с последующим снятием фаски 0,45х45". Если расстояние от кольцевой канавки до торца стержня клапана менее 7,2 мм, торец наваривают электродом марки Т-590 или высокоуглеродистой проволокой марки У8. Затем торец шлифуют, калят до твердости HRC 50-57 и полируют. При этом необходимо выдержать размер 7,4-0,1 мм и обеспечить перпендикулярность торца относительно образующей стержня клапана; допускается отклонение не более 0,1 мм на длине 100 мм (см. рис. 163).
Процессы хромирования, осталивания и электронатирання применяются для
компенсации износа рабочих поверхностей деталей.
3.1 Хромирование
Хромированием целесообразно восстанавливать детали с износом не более 0,3 мм. При большей толщине покрытия из хрома имеют пониженные механические свойства. Кроме того, повышается стоимость восстановления детали. Поэтому наращивания толстого покрытия надо избегать.
Электролиты для хромирования. В качестве электролита при хромировании применяется водный раствор хромового ангидрида и серной кислоты. Наибольшее применение находят стандартные электролиты, содержащие 200250 г/л хромового ангидрида и 2,02,5 г/л серной кислоты. Соотношение 100:1 важно выдерживать. Для нормальной работы электролита площадь анодов должна быть в полтора-два раза.
В авторемонтном производстве находят также применение так называемые саморегулирующиеся электролиты, которые за счет введения в них специальных добавок не требуют корректирования концентрации. В них кроме хромового ангидрида (225300 г/л) входят сернокислый стронций (5,56,0 г/л) и кремнефтористый калий
Технология хромирования. Она включает в себя три группы операций подготовку детали, нанесение слоя хрома, обработку покрытия.
Перед поступлением в гальванический цех участок деталь должна быть тщательно вымыта и очищена от всех загрязнений. Если восстанавливаемая поверхность имеет конусообразность, овальность, риски или задиры, то деталь должна пройти механическую обработку до устранения этих дефектов.
Участки детали, не подлежащие хромированию, должны быть надежно закрыты. Для изоляции этих мест применяют защитные экраны из фторопласта, винипласта полихлорвинилового пластиката, а также трубки из фарфора и других кислотостойких материалов.
При монтаже деталей на подвески необходимо обеспечить надежный и электрический контакт с токоподводящей штангой благоприятные условия для равномерного распределения покрытия по поверхности детали и для удаления пузырьков водорода, выделяющихся при электролизе.
Непосредственно перед хромированием детали несколько раз обезжиривают и
проводят анодную обработку, цель которой удалить с поверхности детали тончайшие
окисные пленки. Анодную обработку производят в той же ванне, что и
хромирование. Деталь сначала выдерживают без тока, затем в течение 3045 с пpи плотности тока 25 35 А/дм2,
после чего переключают на катод. С этого момента на поверхности детали начинает
осаждаться слой хрома.