Материал: Разработка технологической части проекта нефтеперерабатывающего завода
Если изомеризация может быть включена в состав любого НПЗ, то алкилирование входит в состав только тех заводов, на которых имеются установки каталитического крекинга, вырабатывающие непредельные углеводороды С3-С4. Сырьем установок алкилирования обычно является бутан-бутиленовая фракция, которая содержит и бутены и изобутан, причем в необходимом для реализации процесса соотношении. С целью расширения ресурсов сырья и увеличения выхода алкилата рекомендуется привлекать на эти установки пропан-пропиленовую фракцию (ППФ). Однако для алкилирования ППФ необходим получаемый со стороны изобутан. 10. При составлении материальных балансов следует иметь в виду, что для обеспечения требуемого давления насыщенных паров автобензинов к ним добавляют, бутаны. В летний период в бензинах содержится до 2% (масс.) бутанов, в зимний - до 5-7% (масс.). Учитывая ценность изобутана как сырья алкилирования, необходимо предусматривать разделение суммарной бутановой фракции на нормальный компонент и изокомпонент с тем, чтобы не направлять в бензин изобутан.
. Сырьем заводов синтетического каучука (СК) являются легкие углеводороды, вырабатываемые на НПЗ - бутаны и пентаны. Потребность заводов СК в сырье весьма высока, причем особенно дефицитен изопентан. При составлении схем материальных потоков НПЗ нужно предусматривать не только использование изопентана в качестве компонента высокооктановых автобензинов, но и его выработку как товарного продукта. Выработка товарного изопентана обычно оговаривается в задании на проектирование. Следует, однако, иметь в виду, что содержанием пентан-гексановых фракций определяется такой важный показатель качества бензина, как температура 10%-го отгона, и при чрезмерной выработке товарного изопентана этот предусмотренный стандартами показатель не будет обеспечен.
. В составе каждого НПЗ должно быть предусмотрено производство битума, потребность в котором в условиях растущих объемов промышленного, жилищного и дорожного строительства неуклонно увеличивается. Мощность битумных производств современного НПЗ составляет 4-7% (масс.) в расчете на нефть. На заводах топливного профиля битум получают из гудрона с добавлением вакуумного дистиллята, а на предприятиях топливно-масляного профиля в сырье битумных установок вовлекаются побочные продукты производства масел - асфальт и экстракты. На заводах с неглубокой переработкой нефти головными обычно являются установки атмосферной перегонки нефти, на которых остатком от перегонки служит мазут. Чтобы получить на этих НПЗ сырье для производства битумов, блок вакуумной перегонки мазута включается в состав битумных установок. Мощность вакуумного блока определяется потребностью в гудроне.
. Мощность комплекса по производству масел (в расчете на товарные масла) определяется заданием на проектирование и составляет обычно 3-5% (масс.) от общей мощности завода по нефти. Наиболее распространенная схема производства масел из парафинистых нефтей приведена на рис. 2.3. Сырьем комплекса являются узкие дистиллятные фракции, получаемые при вакуумной перегонке мазута, и гудрон. Узкие фракции получают на комбинированных атмосферно-вакуумных трубчатых установках (АВТ) или отдельно стоящих вакуумных установках. Как показала практика,-на отдельно стоящих вакуумных установках удается получить масляные фракции более высокого качества.
. Для повышения эксплуатационных свойств смазочных масел к ним добавляют различные присадки. Большинство сортов смазочных масел наряду с базовыми компонентами (очищенными нефтяными фракциями) содержит различные присадки. В зависимости от заданного ассортимента масел при составлении материального баланса определяют ассортимент и количество присадок, необходимых для приготовления товарной продукции. Получаемые со стороны присадки к маслам и поверхностно-активные вещества, необходимые для получения битумов, при составлении приходной части баланса, учитываются в балансе сверх 100%.
. На заводах с неглубокой переработкой нефти потребность в водороде для гидрогенизацирнных процессов удается, как правило, обеспечить за счет водородсодержащего газа риформинга. На предприятиях с глубокой переработкой нефти наблюдается нехватка водорода, поэтому следует предусматривать специальные установки по его производству.
. На каждой из установок НПЗ имеют место потери, величина которых оговорена нормами технологического проектирования. В нормах указана также величина безвозвратных потерь на НПЗ в зависимости от его мощности и профиля переработки,
Разница между общей величиной потерь по всем
установкам НПЗ и величиной безвозвратных потерь соответствует количеству
ловушечного нефтепродукта, возвращаемого с очистных сооружений для повторной переработки.
В составе завода целесообразно предусматривать установку для разделения
ловушечного продукта на светлые и темные нефтепродукты. За последнее время в
практике многих НПЗ принято направлять ловушечный продукт в мазут, что не
приводит к ухудшению качества мазута.
3. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЧАСТИ УСТАНОВОК И ЦЕХОВ
.1 ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ,
ВХОДЯЩИЕ В СОСТАВ ЗАВОДА
Переработка нефти на современных НПЗ осуществляется по различным схемам с получением комплекса топливных и химических продуктов. На НПЗ и НХЗ самостоятельные технологические объекты, вырабатывающие из сырья какой-либо один или несколько видов товарной продукции, обычно принято называть установками. Организационная структура предприятий предусматривает объединение нескольких установок в цеха или (при бесцеховой структуре) в производства. На крупных предприятиях существует несколько производств (например, газокаталитическое производство, производства масел, присадок и т. д.). Разработка проекта технологической установки представляет собой один из основных видов проектной работы при создании нефтеперерабатывающих и нефтехимических заводов.
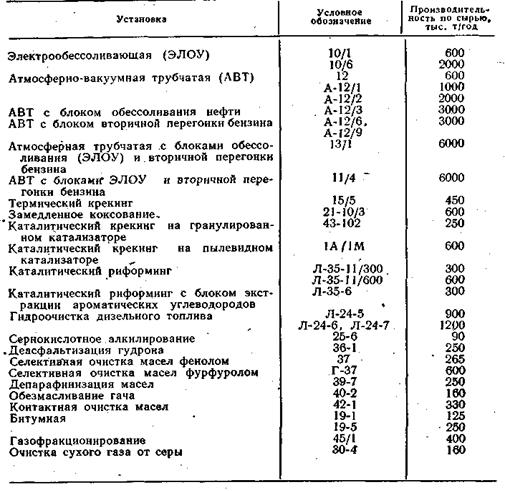
В 1950-70-х годах для отечественной нефтепереработки было характерно строительство предприятий на базе типовых проектов. Перечень наиболее распространенных типовых установок, построенных на отечественных НПЗ. Применение типовых проектов позволило сократить стоимость проектирования, ускорить и удешевить строительство. Однако, как показала практика, во многих случаях типовые установки, запроектированные на какой-либо определенный вид сырья, при его изменении значительно ухудшали работу. На этих установках не удавалось получить при заданной производительности продукцию необходимого качества.
Особенно сильно отражалось изменение качества сырья, на работе типовых установок первичной перегонки нефти и газофракционирования. Типовые установки А-12/1, А-12/2 были рассчитаны на переработку туймазинской нефти с содержанием светлых до 45% (масс.). При переработке на этих установках нефтей с более высоким содержанием светлых не обеспечивается необходимая четкость ректификации, в дистиллятных погонах содержится большое количество фракций из соседних погонов, а в мазут из-за ухудшения погоноразделительной способности колонны попадает до 10% светлых.
Неудачным был опыт освоения типовых газофракционирующих (ГФУ) и абсорбционных газофракционирующих (АГФУ) установок. Для каждого Завода характерен свой, индивидуальный набор первичных и вторичных процессов, а следовательно, индивидуальное сочетание компонентов в газах, поступающих на ГФУ. Это разнообразив не удалось учесть в типовых проектах ГФУ. На большинстве типовых ГФУ и АГФУ так и не были достигнуты проектные показатели по отбору и чистоте пропан-пропиленовой и бутан-бутиленовой фракций. Проектирование и строительство типовых ГФУ было прекращено в 1964 г. Начиная с этого периода, для каждого НПЗ создаются индивидуальные проекты установок по сбору и переработке газов.
Высокие требования к качеству сырья предъявляются установками, на которых осуществляются вторичные процессы. Так, для установок каталитического риформинга очень важно содержание в сырье нафтеновых углеводородов, поскольку при повышенном содержании нафтенов нарушается нормальная работа реакторного блока. Для сырья, в котором содержится много нафтенов, разрабатываются индивидуальные проекты установок каталитического риформинга.
Начиная с 2000 г. широкое распространение получило строительство на НПЗ установок повторного применения. Проекты этих установок первоначально разрабатываются для какого-либо определенного предприятия, являющегося заказчиком проекта и осуществляющего финансирование проектных работ. Затем проект может быть повторно применен для другого предприятия, причем при необходимости осуществляется корректировка проекта. Корректировку повторно применяемого проекта проводит институт - автор первого проекта установки, либо институт- генеральный проектировщик того завода, на котором намечается строительство повторно применяемой установки.
Таблица 3.1.1. Типовые установки по переработке нефти
Как показала практика, повторно применяемый
проект должен корректироваться и привязываться к новым условиям институтом -
автором первого проекта установки. При этом обеспечивается более полный учет
опыта эксплуатации аналогичных производств, более тщательно исправляются
недоработки первоначального проекта. Поскольку при эксплуатации согласование
технологических регламентов, рационализаторских предложений и всевозможных
изменений в схеме установок поручается институту- автору процесса,
целесообразно нормативно определить, что повторное применение прогрессивных
проектов нефтеперерабатывающих и нефтехимических установок должно, как правило,
производиться автором первоначального проекта.
3.2 ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКИ
В состав исходных материалов, необходимых для проектирования технологической установки, входят: исходные данные по процессу; утвержденное задание на проектирование; технические условия проектирования.
Исходные данные по процессу. Основным документом для разработки проекта нового производственного процесса является технологический регламент, состав и объем которого определены эталоном, утвержденным в 1996 г. Ответственным за составление и выдачу технологического регламента является ведущий научно-исследовательский институт по данному процессу, который при необходимости привлекает к составлению регламента другие организации. В составлении регламента на договорных началах с НИИ может участвовать проектная организация, которая ставит и уточняет требования к регламенту в соответствии с эталоном, прорабатывает инженерные решения, подлежащие отражению в регламенте.
Технологический регламент, составленный научно-исследовательским институтом, согласовывается проектной организацией и утверждается министерством или ведомством, ответственным за внедрение процесса.
Регламент для проектирования производственных процессов содержит следующие сведения:
) литературные данные о процессе и сведения об аналогичных производствах за рубежом; обзор научно-исследовательских работ по отдельным стадиям процесса; описание технологических схем опытных и полузаводских установок, на которых отрабатывался процесс, а также изложение результатов, полученных на этих установках;
) техническую характеристику исходного сырья, основных продуктов и вспомогательных материалов (включая воду, сжатый воздух и азот для технологических целей); области применения основных продуктов;
) физико-химические константы и свойства исходных, промежуточных и конечных продуктов;
) химизм процесса по стадиям, физико-химические основы процесса; принципиальная технологическая схема производства, приводимая в графическом виде с кратким описанием;
) рабочие технологические параметры (давление, температура, объемная или линейная скорость, степень насыщения и т.п.) по каждому узлу; условия приготовления и регенерации реагентов и катализаторов;
) материальной баланс производства, который представляется в виде таблиц по стадиям процесса;
) техническая характеристика побочных продуктов и отходов; направление их утилизации;
) математическое описание технологических процессов и аппаратов;
) рекомендации по конструированию основного технологического оборудования и защите строительных конструкций от разрушающего воздействия новых продуктов;
) рекомендации для проектирования системы автоматизации процесса; 11) рекомендации по осуществлению аналитического контроля;
) методы и технологические параметры очистки химически и механически загрязненных сточных вод, обезвреживания газовых выбросов и ликвидации вредных отходов;
) мероприятия по технике безопасности, промышленной санитарии и противопожарной профилактике;
) патентный формуляр, определяющий патентную чистоту процесса в РФ и в промышленно развитых странах;
) экономическое обоснование процесса, включающее прогнозы потребности в товарном продукте и обеспеченности производства сырьем на перспективу.
При выполнении обосновывающих материалов к
генеральной схеме развития целесообразно иметь технологический регламент,
который в этом случае можно представлять в сокращенном объеме. Вопрос о том,
какие разделы регламента могут быть исключены или сокращены должен решаться
совместно научно-исследовательским и проектным институтами.
Заключение
Список
использованной литературы
1. Барсуков А.Н. Федоров А.А. Справочник по электроснабжению и электрооборудованию. М.: Энергоатомиздат, 1987.
. Большман Я.М., Крупович В.И., Самовер М.Л. Справочник по проектированию электроснабжения, линий электропередач и сетей. - 2-е изд., перераб. и доп. - М.: Энергия, 1975. - 696 с.
. Голубев М.Л. Расчёт токов короткого замыкания в электросетях 0,4-35 кВ. - 2-е изд., перераб. и доп. - М.: Энергия, 1980. - 88 с.
. Князевский Б.А., Липкин Б.Ю. Электроснабжение промышленных предприятий: Учебник для вузов. - 3-е изд., перераб. и доп. - М.: Высш. шк., 1986. - 400 с.
. Неклепаев Б.Н., Крючков И.П. Электрическая часть электростанций и подстанций: Справочные материалы для курсового и дипломного проектирования: Учеб. пособие для вузов. - 4-е изд., перераб. и доп. - М.: Энергоатомиздат, 1989. - 608 с.
. Томилев Ю.Ф., Никулин Л.Г., Селедков М.С. Электроснабжение промышленных предприятий: Методические указания к курсовому проектированию. - Архангельск; РИО АЛТИ, 1986. - 36 с.
. Фёдоров А.А. Каменева В.В. Основы электроснабжения промышленных предприятий. М.: Энергия, 1979.
. Фёдоров А.А., Старкова Л.Е. Учебное пособие для курсового и дипломного проектирования по электроснабжению промышленных предприятий. Учеб. пособие для вузов. - М.: Энергоатомиздат, 1987. - 368 с.
. Электротехнический справочник. В 3 т./ Под общ. ред. И.Н. Орлова и др. - 7-е изд., испр. и доп. - М.:Энергоатомиздат, 1985
10. www.nglib.ru <http://www.nglib.ru>
. www. en-prom.ru
12. www.allfuel.ru <http://www.allfuel.ru>