Материал: Разработка технологической части проекта нефтеперерабатывающего завода
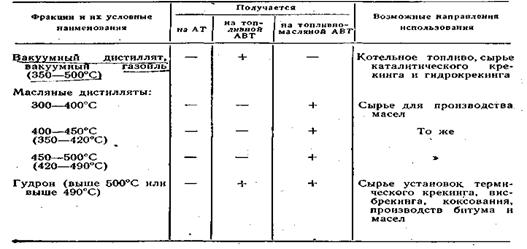
Первичная перегонка предназначена для получения нефтяных фракций, которые используются как сырье для последующей переработки или в качестве компонентов товарной продукции. Первичная перегонка осуществляется на атмосферных трубчатых (AT) и атмосферно-вакуумных трубчатых (АВТ) установках. Первичная перегонка на современных НПЗ комбинируется с обессоливанием нефти и вторичной перегонкой бензинов, целью которой является, получение узких бензиновых фракций для производства ароматических углеводородов и высокооктанового бензина. В табл, 2.2.1 приводится перечень получаемых на установках первичной перегонки различного типа фракций и направления их дальнейшего использования. Исследовательские данные для проектирования установок первичной перегонки выдаются БашНИИНП и содержат рекомендации по выбору технологической схемы, ассортименту получаемых фракций, расходу водяного пара в атмосферную и вакуумные колонны, рекомендации по защите оборудования от коррозии.
· характеристику сырья и катализатора,
· выход и состав газообразных продуктов, рекомендуемые режимы работы в цикле реакции (температура, давление, кратность циркуляции водородсодержащего газа, объемная скорость подачи сырья, температурный перепад по реакторам)
Таблица 2.2.1. Перечень получаемых при первичной перегонке фракций и направления их использования.
Для установок риформинга, имеющих в своем составе блок экстракции ароматических углеводородов, выдаются, кроме того, рекомендации по выбору типа экстрагента, температура и давление процесса, массовое соотношение растворитель: сырье, количество рисайкла в % к сырью, данные по регенерации растворителя и вторичной ректификации ароматических углеводородов.
Гидроочистка предназначена для снижения содержания серы в дистиллятах. На НПЗ строятся установки гидроочистки прямогонных бензиновых фракций (обычно комбинируются с установками риформинга), керосиновых и дизельных фракций, вакуумных дистиллятов, масел, вторичных бензинов. Одновременно с удалением серы уменьшается содержание в продуктах непредельных и смолистых соединений. Процесс гидроочистки разработан во ВНИИНП. Для проектирования установок выдаются следующие данные: характеристика сырья и продуктов очистки, тип катализатора, рекомендуемые режимы работы в циклах реакции (температура, давление, объемная скорость подачи сырья, кратность циркуляции водородсодержащего газа, содержание водорода в циркулирующем газе, продолжительность цикла реакции, срок службы катализатора, тепловой эффект реакции) и регенерации.
Замедленное коксование служит для получения нефтяного кокса, дополнительных количеств светлых нефтепродуктов из тяжелых остатков. Детальное исследование процесса проводится БашНИИНП, а разработка проектов новых и реконструкции старых установок ведется Башгипронефтехимом.
Каталитический крекинг получил широкое распространение в связи с намечаемым осуществлением мероприятий по углублению переработки нефти. С помощью каталитического крекинга из тяжелых газойлевых фракций получают высокооктановый компонент бензина, сырье для производства технического углерода, ценные олефинсодержащие газовые фракции. Исследования в области каталитического крекинга проводятся во ВНИИНП, ГрозНИИ, Институте нефтехимического синтеза АН Азербайджанской ССР.
Гидрокрекинг предназначен для получения дополнительных количеств светлых нефтепродуктов каталитическим разложением тяжелого сырья в присутствии водорода. В зависимости от сырья и продуктов, которые необходимо получить, используются одноступенчатые и двухступенчатые схемы, системы с неподвижным, движущимся и суспендированным катализатором. Процесс изучается во ВНИИНП.
Газофракционирование. В состав НПЗ включаются установки Цля получения легких углеводородных фракций высокой чистоты из нефтезаводских газов. По типу перерабатываемого сырья газофракционирующие установки (ГФУ) подразделяются на ГФУ предельных и ГФУ непредельных газов, по технологической схеме на установки абсорбционного и конденсационно-компрессионного типов. Рекомендации по составу сырья, схемам очистки газов, фракционирования выдаются проектным организациям Всроссийским научно-исследовательским институтом углеводородного сырья (ВНИИУС).
Алкилирование изобутана олефинами позволяет получить из легких углеводородных фракций (бутан-бутиленовой, пропан-пропиленовой, изобутановой) высокооктановые компоненты автомобильных и авиационных бензинов. Исследования в области алкилирования олефинов изобутаном сосредоточены в ГрозНИИ. На отечественных НПЗ в качестве катализатора применяется концентрированная серная кислота, а за рубежом - серная кислота и фтористый водород.
Изомеризация низших парафиновых углеводородов (бутана, пентана, гексана, легкокипящих бензиновых фракций) применяется для выработки высокооктановых компонентов автомобильного бензина и получения сырья для производства синтетического каучука. Существуют различные модификации процесса, которые различаются по типу применяемого катализатора, требованиям к СБФЬЮ, условиям проведения процесса. В РФ эксплуатируются установки высокотемпературного типа, намечается внедрение получившей распространение за рубежом низкотемпературной изомеризации. Научно-исследовательские данные, необходимые для проектирования, выдаются в том же объеме, как при проектировании установок каталитического риформинга, НПО «Леннефтехим».
Производство масел. Современная схема производства масел из восточных парафинистых нефтей включает очистку с применением избирательных растворителей (деасфальтизацию гудрона, селективную очистку деасфальтизата и вакуумных дистиллятных фракций, депарафинизацию рафинатов селективной очистки) и гидрогенизационную или контактную доочистку депарафинированных масел. Для проектирования установок очистки с применением избирательных растворителей необходимы следующие данные: выход продуктов в расчете на сырье, состав растворителя, температура и давление процесса, соотношение между растворителем и сырьем на различных ступенях извлечения и т.д. Эти данные выдаются ВНИИНП, а по отдельным процесеам - ГрозНИИ и Институтом нефтехимического синтеза АН Азербайджане.
Производство парафинов. Производство жидких и твердых парафинов включает две стадии: выделение и очистку. Жидкие парафины выделяют из дизельных фракций карбамидной депарафинизацией и адсорбцией на молекулярных ситах. Твердые парафины получают, обезмасливанием гача - побочного продукта установок депарафинизации масел, а также из дистиллятов высоко-парафинистых нефтей методом фильтрпрессования и потения. Доочистка парафинов проводится сернокислотным, адсорбционным или гидрогенизационн.ым методом. Изучение проблем, связанных с производством парафинов, выдача необходимых научно-исследовательских данных для проектирования установок возложена на ГрозНИИ.
Производство битумов. Для производства битумов применяются глубокая вакуумная перегонка мазута и окисление нефтепродуктов воздухом при высокой температуре. В зависимости от типа перерабатываемой на НПЗ нефти, наличия различных видов сырья (гудрона; асфальтов и экстрактов, получаемых при производстве масел) головной институт по проблеме производства битумов - БашНИИНП - выдает рекомендации по схеме получения битумов на предприятии, ассорти-менту вырабатываемой продукции, а при необходимости проектирования специальной установки - по схеме и технологическому режиму этой установки.
Получение низших олефинов. Головными производствами нефтехимических комплексов и заводов являются установки получения низших олефинов, состоящие из отделений пиролиза углеводородного сырья, газоразделения, переработки жидких продуктов пиролиза. Исследования в области пиролиза и газоразделения ведутся Всероссийским научно-исследовательским институтом органического синтеза (ВНИИОС), а в области переработки жидких продуктов пиролиза - ВНИИОС, Институтом горючих ископаемых, ВНИИОлефин, а также НИИ сланцев. Для проектирования процесса пиролиза выдаются следующие данные: характеристика сырья и состав продуктов пиролиза, температура процесса, время пребывания сырья в зоне реакции (время контакта), расход водяного пара, парциальные давления углеводородов в зоне реакции. При разработке проекта отделения газоразделения используют рекомендации по очистке пирогаза от сероводорода, двуокиси углерода, ацетилена и диеновых углеводородов, осушке газа, последовательности выделения легких углеводородов.
Оксосинтез. Процессы оксосинтеза включаются в
схемы НХЗ для получения различных кислородсодержащих соединений - спиртов,
альдегидов, кислот. В этих процессах используются реакции гидроформилирования -
взаимодействия ненасыщенных соединений с окисью углерода и водородом в
присутствии катализаторов, из которых в настоящее время наиболее широко
используются, карбонилы кобальта. Методом оксосинтеза в РФ получают бутиловые
спирты (через масляные альдегиды), спирты С7-С9.
Намечается организовать производство высших спиртов, пропионовой кислоты и
других продуктов. Современные установки производства бутиловых, спиртов методом
оксосинтеза состоят из отделений приготовления катализатора (кобальти-аации),
гидроформилирования, разложения и регенерации катализатора (декобальтизации),
гидрирования альдегидов в спирты, ректификации. В состав установки включают
также производство синтез-газа: (смеси окиси углерода и водорода) на базе
природного или нефтезаводского газа. Новыми направлениями развития оксосинтеза
являются процессы гидрокарбоксилирова-ния олефинов (взаимодействия с окисью
углерода и водой) с получением кислот, гидрокарбалкоксилирования олефинов
(взаимодействия с окисью углерода и спиртами) с получением эфиров и др.
Исследования в области оксосинтеза проводятся в НПО «Лен-нефтехим».
2.3 СОСТАВЛЕНИЕ МАТЕРИАЛЬНЫХ
БАЛАНСОВ ПРОИЗВОДСТВА И СХЕМ МАТЕРИАЛЬНЫХ ПОТОКОВ ЗАВОДА
Руководствуясь данными научно-исследовательских институтов и материалами типовых, повторно применяемых и индивидуальных проектов- технологических установок, составляют схему материальных потоков предприятия, в которой увязываются между собой (по сырью и товарной продукции) все установки и производства. В результате составления схемы материальных потоков определяется количество и качество отдельных компонентов товарной продукции, рассчитывается качество товарных продуктов с учетом имеющихся в наличии компонентов, и, наконец, составляется сводный материальный баланс предприятия в целом.
При составлении технологических схем и материальных балансов НПЗ, следует учитывать ряд соображений, некоторые из которых приводятся ниже.
. Производительность установок или секций обессоливания должна обеспечивать обессоливание и обезвоживание всей нефти, поступающей на завод. Расчет материального баланса НПЗ ведется на обессоленную нефть, и в плановых и проектных документах всегда указывается мощность завода по подготовленной нефти.
. При составлении баланса по прямогонным бензинам следует предусматривать полное использование бензиновых фракций (кроме легкого бензина н. к. - 62° С) для каталитического риформирования. При этом фракции 62-85°С и 85-105°C направляются на установку риформинга с блоком экстракции ароматических углеводородов и применяются для получения, соответственно, бензола и толуола. Поскольку потребность народного хозяйства в бензоле значительно выше, чем в толуоле, при составлении балансов следует предусматривать первоочередное использование фракции 62-85°С. Остаток фракции 85-105°С, а также фракции 105-140°С, 140- 180°С направляются на установки риформинга для получения высокооктанового компонента автобензина. Использование на установках риформинга, работающих в режиме облагораживания, фракции 62-85°С нецелесообразно, так как при ее вовлечении в сырье не удается получить катализатор с октановым числом выше 90 пунктов (по исследовательскому методу).
. Мощность завода по гидроочистке должна обеспечивать получение дизельного топлива с содержанием серы ниже 0,2% (масс.). Рациональная схема материальных потоков НПЗ предусматривает получение дизельного топлива смешением неочи-Ценной легкой дизельной фракции 180-230°С, в которой обычно содержится не выше 0,3% (масс.) серы, и гидроочищенной фракции 230-350°С. Следует иметь в виду, что такое решение не только позволяет более рационально использовать мощности гидроочистки, но и улучшает защитные свойства дизельных топлив за счет вовлечения неочищенного компонента.
. Выработка авиакеросина на НПЗ обычно оговаривается в задании. Исходя из заданного объема, на производство этого продукта частично отвлекаются бензиновые и дизельные фракции.
. Дизельное топливо зимнее получают депарафинизацией прямогонных фракций. Целесообразно на установки депарафинизации направлять гидроочищенные продукты.
. При разработке схем глубокой переработки нефти и составлении материальных балансов НПЗ определяющими факторами являются потребность в том или ином светлом нефтепродукте и состояние разработки тех или иных технологических процессов, включая возможности по выпуску аппаратуры, оборудования, катализаторов и реагентов. В общем случае считается, что если НПЗ должен производить максимальное количество автобензина, то в его состав включают установку каталитического крекинга, а если задачей углубления является увеличение выработки средних дистиллятов (керосина, дизельного топлива), то следует предусматривать строительство установок гидрокрекинга. На схеме (рис. 2.2) и в материальных балансах (табл. 2.2 и 2.4) НПЗ с глубокой переработкой нефти предусмотрено включение в состав завода установок как каталитического крекинга, так и гидрокрекинга, что позволяет значительно увеличить отбор светлых нефтепродуктов.
. Одним из наиболее важных и ценных продуктов переработки нефти является нефтяной кокс. В состав многих НПЗ в настоящее время включается производство кокса методом замедленного коксования Повторно применяемые установки замедленного коксования имеют мощность 600 и 1500 тыс. т/год по сырью. При составлении балансов следует иметь в виду, что для получения кокса, удовлетворяющего требованиям стандартов по содержанию серы и металлов (ванадия, никеля и др.), из сернистых нефтей, может потребоваться сооружение комплекса, включающего не только установку замедленного коксования, но и несколько установок подготовки сырья (гидроочистка вакуумного газойля, термический крекинг гидроочищенного вакуумного газойля). Получить стандартный нефтяной кокс непосредственно замедленным коксованием гудрона, как это показано на рис. 2.2, можно только из нефтей с относительно невысоким содержанием серы и ванадия. 8. Полученная при замедленном коксовании, висбрекинте и термическом крекинге бензиновая фракция характеризуется низким октановым числом и химической нестабильностью. В настоящее время она, как правило, используется в качестве компонента бензинов А-72 и А-76 (после добавления соответствующих ингибиторов окисления и антидетонаторов). В перспективе следует предусматривать гидрогенизационное облагораживание этой фракции.
Разработаны две схемы гидрирования вторичных бензинов - в смеси с легким газойлем (метод БашНИИНП) и в смеси с пря-могонными бензинами (метод ВНИИНП). Гидрированные бензины направляют затем на установки каталитического риформинга.
. Для получения высокооктановых легкокипящих компонентов автобензина в состав завода включаются установки изомеризации и алкилирования. Сырьем процесса изомеризации может служить либо пентан-изогексановая фракция н. к. - 62° С, либо пентан-гексановая фракция н. к.-70°С. Во втором случае значительно расширяется выработка изокомпонента за счет вовлечения в процесс изомеризации нормального гексана, однако при этом существует опасность потери некоторого количества бензола из-за попадания во фракцию н. к.-70°С бензолообразующих фракций. Составляя схему и баланс НПЗ, следует также оценить, обеспечат ли действующие установки первичной перегонки получение фракции н. к.-70°С, поскольку традиционно они рассчитаны только на выработку фракции н. к.-62°С.