Материал: Разработка реляционной базы данных для хранения информации о сварочных роботах
.большие скорости перемещения;
.резкое выдвижение “руки” на большое расстояние, особенного для роботов, построенных в полярной и угловой системах координат, когда рабочая зона значительно больше объема, занимаемого роботом в нерабочем состоянии; существенное отличие (непривычность для рабочих) систем координат, в которых перемещаются рабочие органы роботов;
.одновременность движения по нескольким степеням подвижности; переменность конфигурации манипуляторов большинства роботов при выполнении программы;
. непредсказуемость траектории перемещения рабочего органа робота во время неполадок в системе управления.
Дополнительная опасность, которую создают перечисленные факторы, состоит в том, что человек, оказывающийся в рабочей зоне работающего робота, обычно не успевает оценить пространственные и временные характеристики грозящей ему опасности.
Иными словами, применение роботов при выполнении производственных процессов приводит к существенным изменениям в производственной среде, окружающей рабочих, прежде всего по условиям безопасности труда.
Опасность ультрафиолетового излучения при сварке не ощущается глазом человека и поэтому опасна вдвойне. Ультрафиолетового излучения прежде всего действует на глаза, вызывая повреждение роговицы, хрусталика и сетчатки. При незначительном содержании ультрафиолета (при естественном солнечном освещении, например) он поглощается хрусталиком и внутриглазной жидкостью и практически не достигает сетчатки. При сварке интенсивность ультрафиолетового излучения значительно превышает естественный уровень и поэтому часть его достигает сетчатки глаза, вызывая фотохимические повреждения. Сетчатка имеет ограниченную способность к восстановлению и поэтому длительное её облучение приводит к необратимым последствиям и потере зрения. Ультрафиолетовое излучение приводит также к ожогам роговицы глаза и раздражению кожи.
Дым и вредные вещества, выделяемые в процессе
сварки представляют опасность для органов дыхания, так как при длительном их
вдыхании возможны различные заболевания органов дыхания, в том числе
профессиональные, или отравления.
3.2 Конструкторские технологические
решения обеспечивающие безопасность процесса сварки
Общие требования безопасности к конструкции промышленных роботов, организации и эксплуатации роботизированных технологических комплексов и участков установлены ГОСТ 12.2.072-98, который применительно к роботам и РТК для сварки должен использоваться совместно с ГОСТ 12.2.007.8-99.
Характеризуя безопасность, различают три режима работы роботов: 1.повторяющееся воспроизведение программы в ходе выполнения роботизированной операции (рабочий режим);
. программирование (обучение), в том числе и проверка результатов программирования;
.техническое обслуживание и устранение неполадок.
Большинство травм связано со вторым и третьим режимом работ, когда человек находится в пределах досягаемости робота. Поэтому наиболее радикальной мерой безопасно является исключение доступа людей в рабочую зону роботов путем ограждения РТК по всему периметру и блокировкой открытия дверей, обеспечивающей возможность воспроизведения программы только при закрытых дверях. При срабатывании блокировки дверей ограждения или других блокировок система управления РТК должна автоматически переводиться на ручной режим работы.
При создании РТК дуговой сварки необходимо
позаботиться о том, чтобы свет дуги не мешал персоналу, работающему рядом с
данным РТК. Применяют непрозрачные перегородки (рис.37) с окнами со
светофильтрами, позволяющими наблюдать дугу без дополнительной защиты глаз.
Расстояние от перегородки до робота определяется исходя из того, что между
перегородкой и зоной максимальной досягаемости робота (определяемой
конструкцией манипулятора, а не программой данной операции) должно оставаться
место для прохода человека.
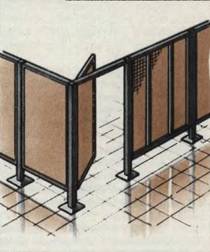
Рис.37 Ограждение РТК
При создании РТК должна быть предусмотрена возможность аварийного останова оборудования РТК, причем органы аварийного останова (кнопки с грибовидным толкателем) следует располагать в легкодоступном месте. РТК больших размеров должны оснащаться несколькими органами аварийного останова, расположенными не более 4 м один от другого. Срабатывание устройств аварийного останова должно обеспечивать прекращение движения всех звеньев манипуляционной системы и останавливать работу сварочного оборудования независимо от режима работы РТК. Безопасность работы с роботом повышается при соответствующей маркировке и предупреждающей окраске его подвижных частей. Рабочую зону робота необходимо очертить сплошными линиями шириной 50-100 мм, наносимыми на плоскость, окрашенную краской желтого цвета, стойкой к истиранию. На звеньях манипуляционной системы следует указывать обозначения координат и направления перемещения, а также величины ходов.
Целесообразно предусматривать невозможность закрытия дверей другим человеком и случайного включения робота на выполнение запрограммированной операции, если внутри ограждения находится обслуживающий персонал. Это обеспечивается специальной системой контроля с ключом или дополнительными блокировочными устройствами.
При использовании системы контроля с ключом обслуживающий персонал имеет только один ключ, которым открывается дверь ограждения с выключением при этом системы управления РТК. Зайдя внутрь ограждения, оператор должен вставить этот ключ в специальное гнездо, после чего система управления РТК может работать только в режиме программирования и отладки программы. Выходя за пределы ограждения, оператор должен взять с собой ключ, так как только этим ключом можно закрыть дверь и создать условия, позволяющие включить РТК для работы в рабочем режиме.
В качестве дополнительных блокировочных устройств используются световые и ультразвуковые барьеры, датчики инфракрасного излучения, а также защитные экраны от ультрафиолетового излучения.
Световому барьеру с одним излучателем и одним приемником можно придать форму многогранника любой формы, если использовать зеркала в вершинах этого многогранника.
Однако установка подомных устройств может быть затруднительна, так как в рабочем режиме опасная зона пересекается техническими средствами РТК в ходе выполнения операции.
Весьма эффективным средством дополнительной блокировки является использование выключающих матов, представляющих многослойный настил в рабочей зоне РТК.
Под верхним слоем такого настила находится система электрических или пневматических переключателей, часть которых, расположенная в зоне, где стоит человек, срабатывает под действием его веса. Выключающий мат заданной формы набирается из прямоугольных модулей. Преимуществом выключающего мата является то, что в рабочем режиме отдельные части РТК могут перемещаться над ним по высоте рабочей зоны.
Применение выключающих матов особенно целесообразно в РТК с двух- и многопозиционными поворотными (делительными) столами и барабанами (рис.Y) и на двухместных РТК с выполнением загрузочно-разгрузочных операций рабочим.
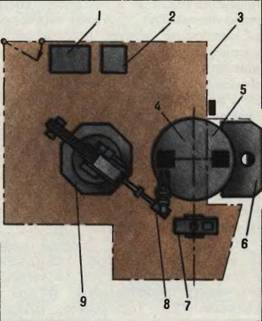
Рис.Y
Использование выключающих настилов
При применении двух- и многопозиционных столов и барабанов их очередной поворот возможен, когда окончены разгрузка и загрузка. Об этом рабочий сообщает системе управления РТК, нажимая специальную кнопку. Так как поворот стола обычно производится на достаточно большой скорости (поворот на 180 градусов за 3-5 с), то целесообразно, чтобы рабочий отошел от стола во время поворота на безопасное расстояние. Это легко обеспечивается с помощью выключающего мата.
В двуместных РТК рабочая зона манипулятора горелки делится пополам: в то время, когда на одной половине идет сварка, на второй выполняются разгрузочно-загрузочные и другие вспомогательные работы. Естественно, до окончания этих работ перемещение манипулятора горелки во вторую зону должно быть исключено. Отдельная кнопка, сигнализирующая о том, что разгрузочно-погрузочные работы выполнены, в сочетании с выключающим матом и раздельным ограждением каждой из половин рабочей зоны, т.е. каждого рабочего места, обеспечивает безопасность работ на двуместном РТК.
В режиме программирования методом обучения оператор-программист вынужден находиться в непосредственной близости от точки сварки. Травмы в этом случае, а также при выполнении работ по техническому обслуживанию возможны в результате ошибочных (непреднамеренных) действий оператора, внезапного отказа составных частей РТК, неудачного решения вопросов эргономики и техники безопасности при планировке размещения основного оборудования РТК, неудачной конструкции технологической, транспортной и вспомогательной оснастки и нарушения правил техники безопасности.
Наиболее действенным путем повышения безопасности труда при программировании роботов является переход к внешнему программированию в сочетании с САПР, т.е. системой автоматического проектирования РТК и технологического процесса сварки на РТК.
В соответствии с ГОСТ 12.2.072-98 скорость перемещения исполнительных устройств, при обучении и наладке РТК не должна превышать 0,3 м/с, если условия выполнения этих работ требуют присутствия обслуживающего персонала в рабочей зоне. На пониженной скорости целесообразно также проводить и первую проверку функционирования робота по новой программе.
Предусматривая различные блокировки, следует учитывать время срабатывания блокировок и иметь в ввиду, что, выполняя резкие движения, человек может перемещаться на 0,9 м за 0,2 с.
Для уменьшения опасности травмирования персонала, находящегося в рабочей зоне робота при обучении или техническом обслуживании, могут применяться упругие бамперы, крепящиеся к руке робота. При смещении или деформации бамперов срабатывают соответствующие аварийные переключатели. Роме того, упругий бампер смягчает удар о препятствие.
Сварочное оборудование при роботизированной сварке загружено в 2-3 раза более интенсивно, чем при полуавтоматической. В соответствующее число раз увеличивается количество выделяемых вредных газов и аэрозолей в расчете на одну горелку. Отсос вредных выделений непосредственно из зоны их возникновения, т.е. оборудование сварочных горелок роботов всасывающим соплом системы газоудаления, является наиболее эффективным с точки зрения очистки цеховой атмосферы, однако ухудшает манипуляционные возможности сварочного робота и значительно затрудняет возможность сварки в стесненных условиях.
Существуют системы общего удаления вредных газов и аэрозолей из рабочей зоны. Такие системы достаточно удобны при использовании при использовании двухпозиционных поворотных столов. Ограждение рабочей зоны в этом случае выполняют из гибких пластиковых лент, которые не препятствуют повороту стола с заготовками и сварными конструкциями, но создают вокруг рабочей зоны своего рода изолированный объем пространства, из которого газы и аэрозоли отсасываются более интенсивно и не распространяются по цеху, как это происходит при отсутствии описанного ограждения. Указанное ограждение способствует повышению безопасности персонала как в части предотвращения механических травм, так и в отношении защиты окружающих от брызг расплавленного металла и светового излучения.
Никакие средства техники безопасности не исключают несчастных случаев при работе с роботами, если персонал не будет подготовлен хорошо. К работе с роботами, согласно ГОСТ 12.2.072-98 допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и получившие удостоверение на право обслуживания роботов, РТК и участков с роботами.
Для средств робототехники, может быть, более чем для других видов технических средств, справедлив принцип: “безопасно то оборудование, которое обеспечено надлежащим уходом и качественным техническим обслуживанием”.
Необходимо обеспечить регулярную и тщательную проверку исправности всех механических соединений, передач и механизмов, целостность кабелей, правильность и надежность функционирования средств безопасности.
Особо важное значение имеет поддержание порядка на роботизированном рабочем месте. Недопустимо складирование заготовок и деталей на полу в непосредственной близости от рабочей зоны. Эти предметы могут быть косвенной причиной травмирования персонала роботом, так как отвлекают внимание персонала, мешают свободному перемещению и препятствуют выбору наиболее удобного и безопасного места при работе. По той же причине опасны свободно лежащие на полу соединительные кабели и провода, как это иногда бывает на этапе пуско-наладочных работ.
. Организационно-экономическая часть
.1 Организация разработки и
построение сетевого графика
Для оценки стоимости ПО сварочного РТК необходимо составить последовательность выполнения работ по проектированию, определить их продолжительность. Для организации процесса проектирования РТК целесообразно использовать метод сетевого планирования и управления (СПУ):
· позволяет видеть основные связи в сложных процессах проектирования;
· устанавливает рациональную последовательность и зависимость задач всего комплекса работ по проектированию;
· учитывает творческий характер труда при проектировании.
Сетевой график является графической моделью всего процесса проектирования. Такая модель изображается в виде единого сетевого графика, который состоит из безмасштабных стрелок, обозначающих те или иные работы, и кружков, характеризующих свершение событий.
Работа - это процесс или совокупность процессв, которые требуют для своего выполнения времени, ресурсов, ожидания. Работа на графиках обозначается сплошной стрелкой (→). Продолжительность работы в единицах времени проставляется над стрелкой.
Фиктивная работа отражает логическую взаимосвязь между работами, и не требует ни затрат времени, ни ресурсов.
Событие - факт свершения работы. Событие свершается мгновенно в определенный момент времени. Свершение события означает, что открыт фронт для последующих работ. События в сети нумеруются произвольно, но без повторения. Сетевой график имеет одно начальное событие и одно конечное событие. Каждая работа ограничена двумя событиями: предшествующим и последующим. Для каждой работы номер предшествующего события всегда должен быть меньше номера последующего события.
Для того, чтобы проводить расчеты параметров сетевого графика необходимо составить перечень событий и работ, определить их последовательность и взаимосвязь, определить трудоемкость выполнения работ, задать число исполнителей и определить продолжительность выполнения работ. Исходя из принятых этапов проектирования РТК и с учетом особенностей конкретной разработки, необходимо составить перечень событий и работ. Результаты заносятся в таблицу. После заполнения таблицы перечня событий и работ следует построить сетевой график и рассчитать критический путь.
Критический путь - путь наибольшей продолжительности из начального события в конечное событие. Обозначается на сетевом графике двойными стрелками (↔). Длина критического пути определяет общую продолжительность работ по проектированию РТК. На критическом пути события и работы резервов времени не имеют. Начальное и конечное событие сетевого графика всегда лежат на критическом пути.
Таблица 1. Перечень событий и работ по проектированию
|
Шифр События |
Содержание события |
Шифр работы |
Содержание работы |
Трудоемкость работы, чел.*час |
Число исполнителей |
Продолжительность работы, час |
|
1 |
Постановка задачи |
1-2 |
Постановка задачи |
3 |
1 |
3 |
|
2 |
Задача поставлена |
2-3 |
Разработка ТЗ |
4 |
1 |
4 |
|
3 |
ТЗ разработано |
3-4 |
Выбор сварочного робота |
1 |
1 |
1 |
|
4 |
Сварочный робот выбран |
4-5 |
Выбор сварочных клещей |
1 |
1 |
1 |
|
5 |
Сварочные клещи выбраны |
5-6 |
Выбор системы управления сваркой |
1 |
1 |
1 |
|
6 |
Система управления сваркой выбрана |
6-7 |
Выбор дополнительного оборудования |
1 |
1 |
1 |
|
7 |
Дополнительное оборудование выбрано |
7-8 |
Составление сметы |
3 |
1 |
3 |
|
8 |
Смета составлена |
8-9 |
Оценка эффективности внедрения РТК |
2 |
1 |
2 |
|
|
|
8-10 |
Решение проблем безопасности |
4 |
1 |
4 |
|
9 |
Оценка эффективности внедрения сварочного РТК выполнена |
9-10 |
Фиктивная работа |
0 |
0 |
0 |
|
10 |
Проблемы безопасности решены |
10-11 |
Программирование систем управления сваркой |
5 |
1 |
5 |
|
|
|
10-12 |
Программирование систем управления роботами |
7 |
1 |
7 |
|
|
|
10-13 |
Создание сборочного чертежа |
8 |
1 |
8 |
|
11 |
Программирование систем управления роботами выполнено |
11-12 |
0 |
0 |
0 |
|
|
12 |
Программирование систем управления сваркой выполнено |
12-13 |
Фиктивная работа |
0 |
0 |
0 |
|
13 |
Сборочный чертеж выполнен |
13-14 |
Сборка РТК |
7 |
1 |
7 |
|
|
|
13-15 |
Настройка РТК |
4 |
1 |
4 |
|
|
|
13-16 |
Тестирование РТК |
8 |
1 |
8 |
|
14 |
Сборка РТК завершена |
14-15 |
Фиктивная работа |
0 |
0 |
0 |
|
15 |
Настройка РТК завершена |
15-16 |
Фиктивная работа |
0 |
0 |
0 |
|
16 |
Тестирование РТК завершено |
16-17 |
Сдача РТК |
1 |
1 |
1 |
|
17 |
РТК сдан в эксплуатацию |
|
|
|
|
|