Материал: Разработка реляционной базы данных для хранения информации о сварочных роботах
2.1 Выбор робота
Постановка задачи выбора робота по критериям.
При выборе сварочного робота нужно опираться на критерии:
точность;
грузоподъемность;
скорость сварки;
применение;
зона обслуживания;
наличие технического обслуживания;
возможность подготовки персонала;
цена;
При использовании базы данных, возможно, учесть только те критерии, которые есть в базе данных.
Для выбора из базы данных строится запрос на выборку по критериям: применение, абсолютная точность, грузоподъемность, движение руки по Y.
Структура запроса представлена на рис. 2.
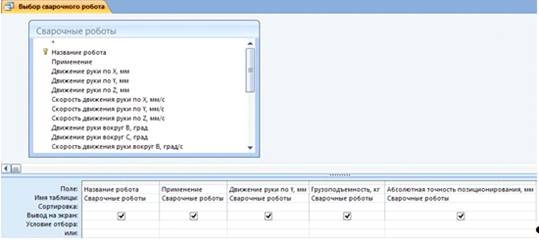
Рис. 2 Структура запроса на выборку
Для сварки кузовов автомобиля требуется робот для контактной точечной сварки с грузоподъемностью от 30 кг, абсолютной точностью от 0.2 мм и радиусом действия от 4000 мм. Такая грузоподъемность необходима, чтобы удерживать сварочные клещи. Точность необходима для повышения качества сварки. Радиус действия обусловлен тем, что длина кузова автомобиля около 4 метров.
Структура запроса на выборку сварочного робота
представлена на рис.3.
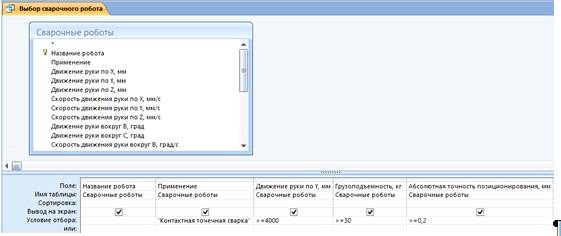
Рис.3 Структура запроса на выборку сварочного
робота
После выполнения запроса, получаем роботов,
которые подойдут для сварки кузова автомобиля. Результат выполнения запроса
представлен на рис.4.

Рис.4 Результат выполнения запроса на выборку
сварочного робота
В результате запроса получаем 4 роботов. Из них выбираем наиболее подходящего.
Нам наиболее подходит робот KR
210 R3100 ultra,
так как обладает максимальным движением руки по осям X,
Y и Z,
а это необходимо, чтобы обрабатывать разные кузова автомобилей. Его
характеристики показаны в форме на рис.5.
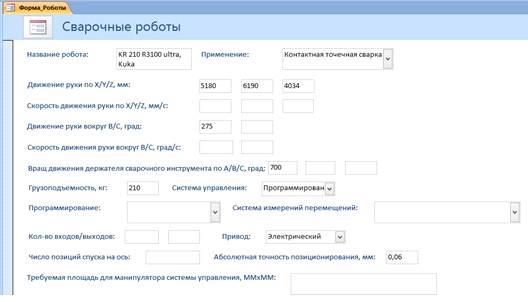
Рис.5 Характеристики робота KR
210 R3100 ultra,
Kuka
Для РТК по сварке кузов понадобятся 2 таких
робота.

Рис.6 Робот KR
210 R3100 ultra
2.2 Система управления
Робот KR
210 R3100 ultra
управляется системой Kuka
KR C4.

Рис.7 Система управления KR
C4
Основные характеристики:
· Простота планирования, управления и обслуживания.
· Продолжение развития зарекомендовавших себя технологий управления на базе ПК.
· Быстрое и легкое обслуживание за счет совершенствования апробированных стандартов.
· Расширение набора команд для более комфортного программирования траекторий движения.
· Высокая совместимость с существующими программами для KR C2.
· Системы RobotControl, MotionControl, LogicControl и SafetyControl, объединенные в единой системе управления.
· Взаимодействие и обмен данными между специализированными системами управления в режиме реального времени.
· Максимальная целостность и согласованность данных благодаря центральным базовым сетевым службам.
· Органично интегрированная техника безопасности для совершенно новых областей применения.
· Интегрированный программный брандмауэр для повышения безопасности работы в сети.
· Инновационные программные функции для оптимизированной энергоэффективности.
· Технологическая платформа, соответствующая требованиям завтрашнего дня, без использования запатентованного оборудования.
· Поддержка многоядерного процессора для масштабируемой мощности
· Быстрый обмен данными по сети Gigabit Ethernet.
· Интегрированные карты памяти для сохранения важных системных данных
· Рассчитана на напряжение 380-480 В переменного тока.
· Новая концепция вентилятора для максимальной энергоэффективности.
· Не требующая техобслуживания система охлаждения без фильтрующих матов.
· Максимальная мощность в минимальном пространстве.
· Максимальная эксплуатационная готовность.
Форма с характеристиками этой системы управления
изображена на рис.8.
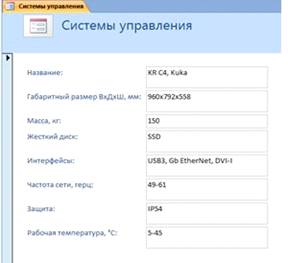
Рис.8 Характеристики системы управления Kuka
KR C4
Система управления KR
C4 включает в себя SmartPad.

Рис.9 SmartPad
Основные характеристики:
· Простое, интуитивно понятное управление с помощью сенсорной панели с контекстно-зависимыми перемещаемыми окнами.
· Прямое управление восемью осями/дополнительными осями (без необходимости переключения) с помощью специальных навигационных клавиш.
· Эффективное программирование с помощью 6D-мыши и эргономичной клавиатуры сенсорной панели.
· Последовательное совершенствование хорошо зарекомендовавшей себя концепции KUKA по управлению и программированию.
· Не требуется никаких затрат на обучение.
· Непосредственное сохранение и считывание конфигураций через USB-порт на планшете smartPAD.
· Поддержка «горячего» подключения. Если планшет smartPAD не используется, его можно просто отсоединить.
· Комфорт для глаз при работе с планшетом благодаря высокому разрешению экрана и качественному антибликовому покрытию дисплея.
.3 Выбор сварочных клещей
При выборе сварочных клещей нужно опираться на критерии:
тип клещей;
длина плеч;
расстояние между плечами;
масса клещей;
сжатие электродов;
сварочный ток;
При использовании базы данных, возможно, учесть только те критерии, которые есть в базе данных.
Для выбора из базы данных строится запрос на выборку по критериям: тип клещей, минимальное расстояние между плечами, максимальное расстояние между плечами, минимальная длина плеч, максимальная длина плеч, максимальная масса.
Структура запроса представлена на рис. 10
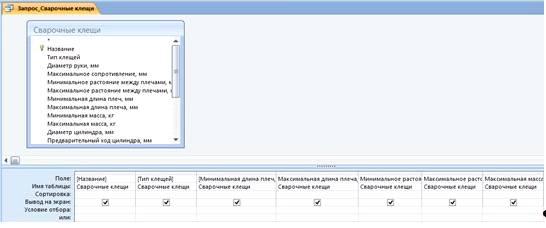
Рис.10 Структура запроса на выборку
Для проектируемого РТК необходимы клещи с радиальным ходом электрода (X типа). Чтобы обеспечить сварку в труднодоступных местах будем использовать клещи с возможностью установки плеч длиной не менее 600 мм и расстоянием между ними 400 мм. Максимальная масса должна быть 210 кг, так как выбранный робот не способен использовать оборудование массой выше этой отметки.
Структура запроса на сварочных клещей
представлена на рис.11.
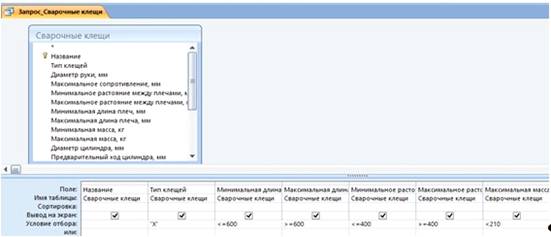
Рис.11 Структура запроса на выборку сварочных
клещей
После выполнения запроса, получаем клещи,
которые соответствуют заданным параметрам. Результат выполнения запроса
представлен на рис.12.

Рис.12 Результат выполнения запроса на выборку
сварочных клещей
Как видно из запроса, заданным параметрам соответствуют только клещи Serra X-120. Их и будем использовать в нашем РТК.
Основные характеристики клещей Serra
X-120 отображены на
форме на рис.13.
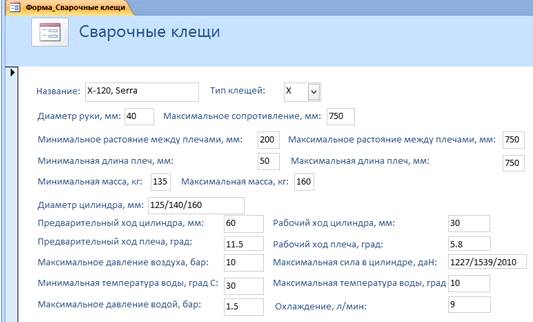
Рис.13 Форма с основными характеристиками клещей
X-120, Serra
Клещи X-120
обладают встроенным трансформатором. Клещи Serra
X-120 изображены на
рис.14.
Рис.14 Сварочные клещи Serra
X-120
Существуют электроды и консоли различной формы. Самые распространенные типы изображены на рис.14. Электроды должны располагаться по возможности перпендикулярно к поверхности листа для обеспечения запрограммированного положения точки после их механической обработки, проводимой для восстановления формы и размеров изношенной рабочей части. Если электроды наклонены по отношению к поверхности листа, то после их заточки действительное положение сварочной точки может отличаться от запрограммированного. Смещение точки при угле наклона электрода 30 градусов и их допустимом износе 8 мм может достигать 4 мм.
Выбор типа электродов зависит от типа
установленного плеча. В нашем случае используются электроды криволинейного типа.
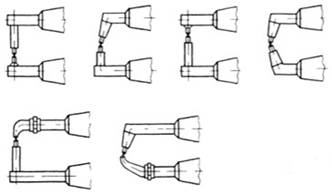
Рис.14 Распространенные типы электродов и консолей
.4 Система защиты от столкновений
Чтобы обезопасить оборудование и обрабатываемые детали от случайных столкновений, необходимо использовать систему защиты от столкновений.
Устройство для защиты от столкновений предотвращает разрушения сварочного инструмента, заготовок и приспособлений при сбоях в системе управления роботом, когда последний начинает двигаться не по запрограммированной траектории и совершает непредусмотренные перемещения. Это устройство располагается между сварочным инструментом и рукой робота, представляет собой упругое промежуточное звено. Устройство изображено на рис.15. Сварочный инструмент монтируется на фланце 1. Пружинная мембрана 2 удерживает фланец в нейтральном положении. С фланцем соединен контакт 3. При воздействии непредвиденных внешних сил и отклонений фланца контакт 3 касается контакта 4 и выдается сигнал на немедленную остановку робота.
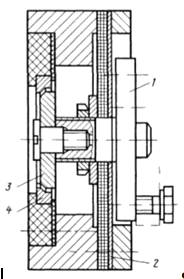
Рис.15 Устройство для защиты от столкновений
2.5 Магистрали питания
В сварочном РТК используются магистрали тока, охлаждающей воды, сжатого воздуха.
Длина магистралей должна быть достаточной для закрепления на манипуляторе робота и подводки к системе управления сваркой. В нашем случае будем использовать длину 10000 мм, так как длина манипулятора 3195 мм, а сварочных клещей 1320 мм, следовательно системы управления сможем расположить в радиусе до 5,485 метров. Толщины шлангов должны быть достаточными для пропускания через себя необходимого количества воды и воздуха. Нам необходимо, чтобы к клещам поступало 9 литров воды в минуту. Выбираем шланги с внутренним диаметром 15 мм.
.6 Система управления сваркой
При выборе системы управления сваркой нужно опираться на критерии:
система охлаждения;
минимальная масса;
В таблице с системами управления сваркой присутствуют оба параметра.
Для выбора из базы данных строится запрос на выборку по критериям: система охлаждения, масса.
Структура запроса представлена на рис. 16
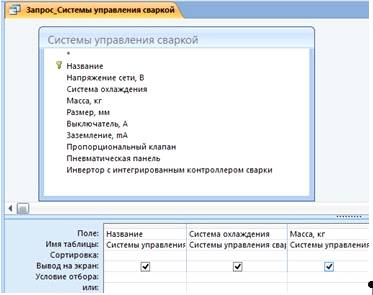
Рис.16 Структура запроса на выборку
Проектируемый РТК мы снабдили клещами с водяным охлаждением. Следовательно система управления должна работать с охлаждением водой. Масса системы управления должна быть минимальной из всех возможных.
Структура запроса на выборку системы управления
сваркой представлена на рис.17.
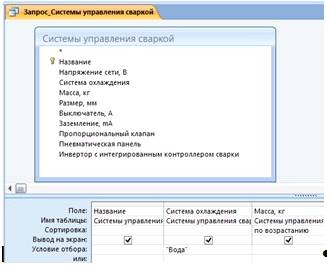
Рис.17 Структура запроса на выборку системы
управления сваркой
После выполнения запроса, получаем системы
управления, которые соответствуют заданным параметрам. Результат выполнения
запроса представлен на рис.18.
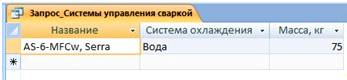
Рис.18 Результат выполнения запроса на выборку
системы управления сваркой
Как видно из запроса, заданным параметрам соответствует только AS-6-MFCw, Serra. Ее и будем использовать в нашем РТК.
Основные характеристики системы управления AS-6-MFCw,
Serra отображены на
форме на рис.19.
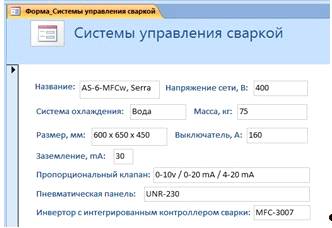
Рис.19 Форма с основными характеристиками
системы управления AS-6-MFCw,
Serra
В проектируемом РТК будем использовать систему
управления сваркой AS-6-MFCw,
Serra.
2.7 Дополнительное оборудование
В зависимости от цеха и конкретной модели кузова автомобиля выбирается дополнительное оборудование: аппаратура для систем охлаждения электродов и трансформаторов (фильтры; насосы; датчики расхода и т.д.); позиционные цилиндры; линия транспортировки, расположенную над разрабатываемом комплексом и т.п.
.8 Компоновка РТК
Роботов необходимо расположить зеркально на расстоянии 6000 мм друг от друга, т.к. ширина кузова автомобиля 1500-2000 мм. Следовательно, расстояние между каждым центром робота и центром свариваемого изделия будет 3000 мм. А расстояние между центром робота и ближайшей точкой на свариваемом изделии будет 1000-1500 мм.
Системы управления роботами и сваркой нужно располагать вне досягаемости действия робота с установленными на него сварочными клещами. Радиус действия робота 3095 мм, а длина клещей 1320 мм.
Системы управления первым роботом и сваркой на нем нужно расположить на расстоянии более 4415 мм от центра первого робота.
Системы управления вторым роботом и сваркой на нем нужно расположить на расстоянии более 4415 мм от центра второго робота.
Согласно разделу 3.2. необходимо использовать выключающие маты. Они должны быть установлены по всей зоне досягаемости робота с установленными сварочными клещами с небольшим запасом.
Согласно разделу 3.2. необходимо использовать защитные перегородки. Их необходимо установить на расстоянии 1000 мм от максимальных точек досягаемости робота с установленными сварочными клещами. Расстояния 1000 мм будет достаточно для свободного прохода человека между зоной досягаемости роботом и перегородками.
Согласно разделу 3.2. необходимо установить кнопки аварийной остановки, их необходимо расположить на расстоянии не более 4000 мм друг от друга. Закрепить их нужно на защитных перегородках.
Схема компоновки изображена на рис.1234
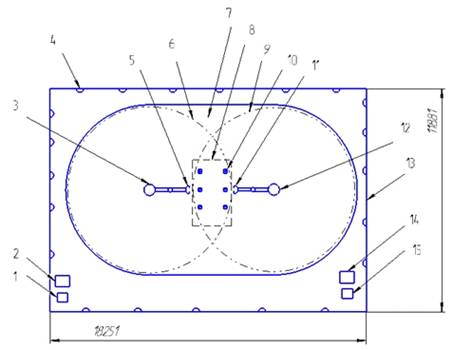
Рис. 1234 Схема компоновки РТК
- Система управлении сваркой первого робота
- Система управления первым роботом
- Первый робот
- Кнопка аварийного выключения
- Сварочные клещи первого робота
- Отмеченный на полу краской радиус действия первого робота с установленными на него сварочными клещами
- Выключающий мат
- Свариваемое изделие
- Отмеченный на полу краской радиус действия первого робота с установленными на него сварочными клещами
- Держатель свариваемого изделия
- Сварочные клещи второго робота
- Второй робот
- Защитная перегородка
- Система управления вторым роботом
- Система управления сваркой второго
робота
Общая занимаемая площадь РТК - 18251х11881 мм.
. Безопасность труда
.1 Опасные и вредные
производственные факторы при сварке
С применением сварочных роботов уменьшается воздействие на рабочих токсичных аэрозолей, брызг расплавленного металла, светового и теплового излучения, а также веса сварочного инструмента. Рабочие освобождаются от физического и психического напряжения, связанного с необходимостью с необходимостью удерживать сварочный инструмент в заданном положении относительно изделия и перемещать точку сварки вдоль шва с заданной скоростью. Это, в свою очередь, способствует меньшей утомляемости рабочих, что делает их более внимательными в течение всей смены к качеству выполняемой работы и безопасности своего труда.
Вместе с этим роботы, как и многие другие средства механизации и автоматизации сами являются источником травматизма. В этом смысле наиболее опасными свойствами роботов являются: