Материал: Разработка конструкторской и технологической документации на токарную операцию при изготовлении детали на станке с ЧПУ
) Назначение при помощи системы диалоговых окон требуемых для создания технологии механообработки параметров выбранного конструктивного элемента: геометрические размеры элемента, ориентация элемента в пространстве, положение точки врезания и т.д. 7) Задание параметров технологического перехода, определяющего обработку выбранного конструктивного элемента. Ввод параметров осуществляется в режиме диалога при помощи системы диалоговых окон: "Параметры", "Дополнительные параметры", "Инструмент" и "Подход/Отход". В случае затруднения при назначении параметров технологического перехода пользователь всегда может обратиться к таблицам совместимости конструктивных элементов и технологических переходов.
В диалоговом окне "Параметры" задаются основные параметры обработки, такие как: тип и направление обработки, подачи станка, обороты шпинделя и многое другое. В диалоговом окне "Дополнительные параметры" задаются дополнительные параметры обработки, обычно к ним относятся количество проходов или глубина обработки за один проход, наличие замены инструмента и т.п. В диалоговом окне "Инструмент" задаются параметры инструмента. Здесь вводятся данные, определяющие геометрию инструмента. Можно установить параметры инструмента вручную, либо выбрать нужный инструмент из базы. При этом появляется изображение выбираемого инструмента. Кроме того, можно учитывать дополнительно номера корректоров, вылет инструмента и т.п. В диалоговом окне "Подход/Отход" задаются различные траектории подхода и отхода инструмента: радиальная, прямолинейная, по нормали и касательно.
) Получение управляющей программы обработки в универсальном формате
CLDATA, который позволяет представить управляющую программу в виде набора
команд, не привязанных к конкретной модели станка с ЧПУ. 9) Перекодирование
файла CLDATA при помощи постпроцессора в управляющую программу в CNC-коде под
конкретную модель станка с ЧПУ. В штатной поставке системы ADEM содержится
более 200 постпроцессоров, созданных разработчиками системы. Если встречается
станочное оборудование, к которому не подходит ни один библиотечный постпроцессор,
или если этот постпроцессор требует доработки, то его генерация или
редактирование могут быть произведены в дополнительном модуле системы ADEM -
модуле GPP. Для токарного станка с ЧПУ модели CC-D6000E, оснащенным ПО NCCAD, в
состав штатной поставки системы ADEM для учебных предприятий включен
специальный постпроцессор № 3423 WABECO.
3.5 Токарные и фрезерные инструментальные блоки для станков с
ЧПУ
Обработка заготовки на станке с ЧПУ осуществляется в автоматическом режиме, и оператор без крайней необходимости не должен вмешиваться в рабочий процесс. Поэтому при работе на станках с ЧПУ необходимо заранее, еще на стадии разработки технологического процесса, определить и указать в управляющей программе все условия выполнения технологических операций: тип и размеры режущего и вспомогательного инструмента, конструкцию и размеры приспособления для базирования и крепления заготовки на станке, последовательность процесса обработки и т. п. В таком случае, если не применяется специфическая технология изготовления, рекомендуется использовать типовые инструмент и оснастку, принятые для станков с ЧПУ. Типовой комплект режущего инструмента для станков с ЧПУ непосредственно определяет реальную производительность станка и точность обработки. Чтобы обеспечить высокую надежность в течение продолжительного времени работы в автоматическом режиме, инструмент для станков с ЧПУ должен удовлетворять следующим требованиям:
обладать универсальными и стабильными в течение длительного срока режущими свойствами;
хорошо формировать и отводить стружку;
иметь высокую точность геометрических размеров и формы;
иметь универсальные присоединительные поверхности;
обеспечивать возможность предварительной наладки на размер вне станка.
Разнообразие типов станков с ЧПУ и выполняемых ими операций обусловило появление большого числа способов установки и смены режущего инструмента. В связи с этим для станков с ЧПУ были созданы так называемые инструментальные блоки. Каждый инструментальный блок предназначен для выполнения конкретного технологического перехода и представляет собой собранные в один узел режущий и вспомогательный инструменты.
4. Сквозное проектирование обработки детали в системе ADEM с
последующим выходом на станок с ЧПУ
Процесс сквозного проектирования позволяет, работая только с применением
различных программных обеспечений и не создавая документы на бумажных
носителях, проектировать различные изделия и технологию их изготовления, вплоть
до создания управляющей программы для станков с ЧПУ. При этом современные
CAD-CAM системы позволяют при минимальном участии человека оформлять на
разработанные изделия все необходимые комплекты конструкторской и
технологической документации в электронном виде и на бумажных носителях. В
общем случае, процесс сквозного проектирования включает в себя следующие этапы:
1) Разработка графической модели изделия. 2) Создание технологии изготовления
разработанного изделия. 3) Выбор модели станка с ЧПУ, на котором выполняется
обработка. 4) Получение управляющей программы на языке системы ЧПУ выбранного
станка. 5) Передача управляющей программы на станок с ЧПУ для обработки
заготовки.
4.1 Разработка графической модели изделия
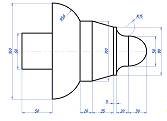
Рисунок 2 - Графическая модель детали
Графическая модель разрабатывается непосредственно в модуле CAD системы
ADEM, либо импортируется в него из другой системы компьютерного проектирования.
Для составления технологии обработки на станке с ЧПУ графическая модель не
обязательно должна иметь вид полностью оформленного чертежа, так как для
создания управляющей программы в модуле CAM системы ADEM нужен только
геометрический контур детали. При этом не требуется строить полный
геометрический контур, достаточно изобразить половину контура, расположенную
выше оси симметрии детали. При автоматизированном составлении управляющих
программ для токарной обработки в CAD-CAM системах принято считать, что
врезание радиально расположенных резцов в наружную цилиндрическую поверхность
обрабатываемой детали всегда производится в вертикальном направлении сверху
вниз. Если в реальном токарном станке с ЧПУ перемещение радиально расположенных
резцов производится в другой плоскости или в другом направлении, то это отличие
учитывается при помощи постпроцессора.
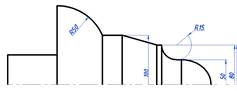
Рисунок 3 - Геометрическая модель детали
Прежде чем с геометрической моделью детали переходить в модуль CAM системы ADEM, необходимо выполнить дополнительные геометрические построения, с помощью которых назначаются контуры областей материала заготовки, удаляемые в процессе точения (рис. 4). Дополнительные геометрические построения в свою очередь определяются предполагаемым маршрутом обработки, то есть описанием того, какие части детали, как и в каком порядке будут обрабатываться. Для моей детали рекомендуется следующий маршрут обработки: 1) Обточка наружных диаметральных поверхностей заготовки за несколько проходов.
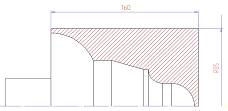
Рисунок 4 -Удаляемая область материала заготовки
В соответствии с предлагаемым маршрутом обработки требуется удалить одну область материала заготовки (рис. 4): 1) Область 2 - часть материала заготовки, ограниченная наружными диаметрами готовой детали и наружным диаметром заготовки. Обрабатывается проходным резцом со сменной ромбической пластинкой, имеющей ширину режущей кромки 8 мм. Резец установлен в 1-й позиции револьверной головки. Контура удаляемых областей отображаются средствами модуля CAD на изображении детали. Разработка графической модели завершается назначением нулевой точки детали, удобной для последующей разработки управляющей программы. При токарной обработке нулевую точку заготовки, как правило, назначают на оси вращения шпинделя по левому или правому торцу заготовки (в зависимости от относительного расположения инструмента). При этом расположение нулевой точки заготовки в процессе обработки одной заготовки может меняться, если, например, заготовка обрабатывается с двух сторон.
Нулевую точку заготовки удобнее назначить на оси вращения шпинделя по
правому торцу заготовки. Для этого необходимо при помощи опции "подвижная
система координат" переместить начало системы координат в нужную точку
![]()
4.2 Технологическая часть
.2.1 Описание детали
Деталь, на которую необходимо разработать конструкторскую документацию и технологический процесс механической обработки является телом вращения со ступенчатыми плавными переходами.
Деталь характеризуется простой конфигурацией, образована простыми геометрическими поверхностями, которые могут быть использованы в качестве установочных баз на первой механической операции.
Одной из важнейших характеристик любого конструкционного материала является обрабатываемость его резанием и определяется она коэффициентом обрабатываемости данного материала по отношению к эталонному.
В общем случае при обработке на токарных станках с ЧПУ режимы резания могут определяться так же, как и для универсальных станков с ручным управлением. Однако более высокая стоимость станков с ЧПУ делает целесообразным более интенсивное их использование по сравнению с универсальными станками. Поэтому при расчете режимов резания для токарных станков с ЧПУ обычно принимают несколько меньший период стойкости инструмента, сокращая его до 30...45 минут. Это позволяет повысить скорость резания на 15...20% и, соответственно, сократить время изготовления детали.
.2.2 Расчет параметров и режимов резания
Подача назначается максимально допустимой по условиям выполняемой обработки, исходя из того что чем быстрее подача, тем меньше времени занимает изготовление детали на станке. Подача обозначается строчной буквой s латинского алфавита и при токарной обработке измеряется как величина перемещения режущего инструмента либо в миллиметрах в минуту, либо в миллиметрах на один оборот обрабатываемой детали.
При черновом (предварительном) точении подача принимается максимально допустимой по мощности станка, жесткости системы СПИД, а также прочности режущей части и державки резца. Для типовых случаев в справочной литературе приводятся таблицы с рекомендуемыми значениями подачи при черновом точении. Эти значения корректируются с помощью различных коэффициентов в зависимости от конкретных условий обработки. В частности, при работе на токарных станках с ЧПУ для первого чернового прохода на участке врезания резца рекомендуется назначать значение подачи на 20...30% меньше, чем указанное в таблицах. Эта мера позволяет предотвратить сколы режущих кромок резца, возможные вследствие повышенного биения диаметральных и торцевых поверхностей заготовки, не прошедшей предварительной обработки.
При чистовом точении подача выбирается по таблицам справочной литературы в зависимости от требуемой чистоты обработанной поверхности, размера обрабатываемой детали, радиуса при вершине резца и принятой глубины резания.
Под скоростью резания понимается величина перемещения режущей кромки
резца в единицу времени относительно обрабатываемой поверхности заготовки. Она
измеряется в метрах в минуту (м/мин) и обозначается буквой V. Для расчета
скорости резания при фрезеровании обычно используется формула
![]() (1)
(1)
При отрезании, прорезании и фасонном точении расчет скорости резания
выполняется по формуле.
![]() (2)
(2)
В формулах (1) и (2):
СV - коэффициент, зависящий от материала заготовки и вида токарной обработки;
Т - период стойкости инструмента;- глубина резания;- подача;- общий поправочный коэффициент.
Коэффициент KV представляет собой произведение нескольких дополнительных
коэффициентов, которые подбираются из справочника СТМ 2
![]() , где (3)
, где (3)
КMV - коэффициент, учитывающий материал заготовки;ПV - коэффициент, учитывающий состояние поверхности слоя заготовки;ИV - коэффициент, учитывающий состояние материала режущей части инструмента и материала и твердости обрабатываемой поверхности.
Исходя из полученного значения скорости резания можно определить
необходимую частоту вращения шпинделя в оборотах в минуту.
![]() , где (4)
, где (4)
- частота вращения шпинделя (число оборотов), об/мин (мин -1) - скорость резания, м/мин;- диаметр обрабатываемой поверхности, мм.
Полученное значение частоты вращения шпинделя корректируется по паспортным данным станка. Обычно оно округляется в меньшую сторону до ближайшего паспортного значения числа оборотов шпинделя. Округление в большую сторону допускается только в том случае, если скорость резания при этом возрастает не более чем на 3…5%.
Новое значение числа оборотов шпинделя обычно обозначается как n СТ. По
принятому значению n СТ определяется фактическая скорость резания VФ:
![]() , где (5)
, где (5)
В дальнейших расчетах параметров режимов резания используют только
значения n СТ и VФ. Находим скорость резания
Таблица 2 - Расчет скорости резания
|
|
|
Литер. |
Табл. |
Стр. |
|
СV |
328 |
СТМ 2 |
17 |
270 |
|
Т |
30 мин |
СТМ 2 |
|
268 |
|
t |
5,000 м |
|
|
266 |
|
s |
1,2 м/мин |
СТМ 2 |
11 |
270 |
|
m |
0,28 |
СТМ 2 |
17 |
270 |
|
x |
0,12 |
СТМ 2 |
17 |
270 |
|
y |
0,5 |
СТМ 2 |
17 |
270 |
= 68,6 м/мин
Таблица 3 - Расчет общего поправочного коэффициента
|
Kmv |
0,8 |
СТМ 2 |
4 |
263 |
|
Knv |
0,9 |
СТМ 2 |
5 |
|
|
Kиv |
1 |
СТМ 2 |
6 |
263 |
= 0,72;= 160 мм;
Находим частоту вращения шпинделя:= 136,49 об/мин
принимаем n= 130 об/мин
При токарной обработке готовая деталь получается из заготовки путем удаления припуска в виде стружки, которая представляет собой пластически деформированный обрабатываемый материал. Деформирование срезаемого слоя (припуска) происходит под действием создаваемой резцом силы резания, превосходящей сопротивление обрабатываемого материала его деформации и разрушению.
Данная сила резания в общем случае является произвольно направленной в пространстве равнодействующей системы сил, проявляющихся в процессе точения. В эту систему входят следующие основные силы:
сила давления, с которой образующаяся стружка воздействует на переднюю поверхность резца;