Материал: Разработка конструкции и технологии изготовления регулируемого поршневого насоса для привода металлорежущих станков
Станок имеет шестипозиционную револьверную головку с вертикальной осью вращения, установленную на револьверном суппорте, перемещающемся непосредственно по направляющим станины.
Для поперечной обработки на станке имеется поперечный суппорт мостового типа.
При повороте револьверной головки с одной позиции на другую происходит автоматическое переключение чисел оборотов шпинделя и подач суппортов в соответствие с программой, заданной на штекерной панели пульта управления.
Гидропривод (рисунок 2.1) состоит из регулируемого поршневого насоса 1, радикально-поршневого мотора 2, мультипликатора 3, предохранительного клапана 4, станции подпитки 5.
Насос и электродвигатель имеют фланцевое исполнение, крепятся к кронштейну и соединяются муфтой. Гидромотор устанавливается на заднем конце шпинделя станка. Все гидроаппараты соединены стальным трубопроводом и соединениями с шаровым ниппелем 14-К1/2” ГОСТ 8734 - 75 [6].
Принцип работы объемного гидропривода основан на законе Паскаля, при котором всякое изменение давления в любой точке покоящейся жидкости, не нарушающее ее равновесия, передается и в ее остальные точки без изменения.
Через насос 1 рабочая жидкость попадает в напорную гидролиниию и далее гидронапором во всасывающую гидролиниию насоса.
На
рисунке 2.1 приведена принципиальная схема гидропривода вращательного движения
с замкнутой циркуляцией, в котором регулирование скорости движения вала
гидромотора 2 происходит за счет изменения подачи насоса 1.
Рисунок 2.1 - Принципиальная схема гидропривода
Для компенсации утечек в гидроприводе с замкнутой системой циркуляции, а также для исключения возможности кавитации на входе в насос применяется специальный подпитывающий насос 5, который осуществляет подачу paбочей жидкости в систему гидропривода.
Усилие, при таком способе регулирования скорости, которое развивается выходным звеном гидропривода, от скорости движения не зависит. В таком случае диапазон регулирования определяется объемным КПД гидропривода и максимальной подачей насоса, определяемый его рабочим объемом. Защита гидросистемы от чрезмерного повышения давления обеспечивается предохранительным клапаном 4, которые настраиваются на максимально допустимое давление. Если нагрузка на гидромотор возрастает выше установленной, то весь поток рабочей жидкости будет проходить через предохранительный клапан, минуя гидромотор.
Данный гидропривод имеет преимущество по сравнению с другими типами
приводов там, где требуется создание значительной мощности, быстродействие,
позиционная точность исполнительных механизмов, компактность, малая масса,
высокая надежность работы и разветвленность привода.
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВОГО ВАЛА
.1 Описание конструкции и детали
Одной из основных деталей насоса является вал эксцентриковый. Изготовлен из стали конструкционной легированной 40Х ГОСТ4543-88. Используется данная сталь в промышленности для изготовления следующих изделий: коленчатые и кулачковые валы, валы, вал.-.шестерни, оси, плунжеры, штоки, кольца, шпиндели, губчатые венцы, болты, полуоси, втулки и другие улучшенные детали с повышенной прочностью.
Химический
состав в % материала сталь 40Х ГОСТ 4543 <#"898020.files/image106.gif">, руб;
(3.1)
гдеM - затраты на материал для заготовки, руб.;
![]() -
технологическая стоимость операций правки прутков, резки на штучные заготовки и
сварки:
-
технологическая стоимость операций правки прутков, резки на штучные заготовки и
сварки:
 руб.;
(3.2)
руб.;
(3.2)
где![]() - приведенные затраты на рабочем месте, руб/ч;
- приведенные затраты на рабочем месте, руб/ч;
![]() -
штучное время выполнения заготовительной операции, мин.
-
штучное время выполнения заготовительной операции, мин.
Затраты
на материал определяются по массе проката, идущего на изготовление и массе
полученной стружки:
![]() руб;
(3.3)
руб;
(3.3)
гдеQ - масса заготовки, кг;
S - цена за 1 кг материала заготовки, руб.;
q - масса готовой детали, кг;
![]() - цена 1
т отходов, руб.;
- цена 1
т отходов, руб.;
S - цена за 1 кг стали 45 ГОСТ 1050 - 88; S = 38 руб.;
Q - масса заготовки; Q = 0,5 кг;
q - масса готовой детали; q = 0,3 кг;
![]() -
стоимость 1 т отходов стали 45;
-
стоимость 1 т отходов стали 45; ![]() = 6000
руб.
= 6000
руб.
Определим затраты на материал:
![]()
Приведенные затраты приходящиеся на 1 час работы абразивно - отрезного станка 200 руб./час.
Тогда технологическая себестоимость операции составит:
Определим стоимость заготовки:
![]()
Себестоимость
горячештампованной заготовки:
 руб;
(3.4)
руб;
(3.4)
где![]() - базовая стоимость 1 т заготовок, руб.;
- базовая стоимость 1 т заготовок, руб.;
![]() -
коэффициенты, зависящие от класса точности, группы сложности, массы, марки
материала и объема производства заготовок.
-
коэффициенты, зависящие от класса точности, группы сложности, массы, марки
материала и объема производства заготовок.
![]() руб. -
базовая стоимость 1 т заготовок;
руб. -
базовая стоимость 1 т заготовок;
Q = 0,45 кг - масса заготовки; q = 0,3 кг - масса готовой детали;
![]() = 6000
руб. - стоимость 1 т отходов стали 45;
= 6000
руб. - стоимость 1 т отходов стали 45;
![]()

В данном случае в качестве исходной заготовки принимаем заготовку, выполненную методом горячей штамповки, которая по сравнению с заготовкой из крупного проката горячая штамповка в данном случае имеет значительно больший коэффициент использования материала заготовки за счет малых припусков на механическую обработку, большую производительность процесса изготовления заготовки и меньшую себестоимость.
Заготовка
эксцентрикового вала представлена на рисунке 3.1.
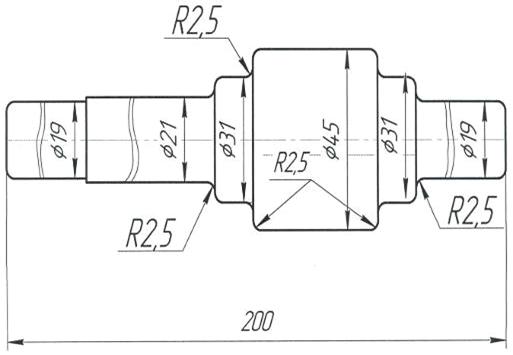
Рисунок
3.1 - Заготовка эксцентрикового вала
.5
Выбор типа производства
Количество изготавливаемых деталей 5000 штук.
Используем коэффициент загрузки оборудования для определения выбора типа
производства [9].
 (3.5)
(3.5)
где![]() - среднее время обработки (средняя норма времени),
- среднее время обработки (средняя норма времени), ![]() N - норма выпуска в год,
N - норма выпуска в год,
FД - действительный годовой фонд времени, FД = 4029 ч;
![]()
![]()
При таком коэффициенте загрузки выбираем серийное производство.
.6 Выбор маршрута обработки детали
Выбор маршрута обработки зависит от требований, предоставляемых к классу точности и классу шероховатости обработки данной детали [8].
Для заданной детали заготовка выполняется штамповкой. Термообработка проводится.
Технологический процесс изготовления детали «вал эксцентриковый» приводим
в таблице 3.2.
Таблица 3.2 - Технологический процесс изготовления детали «вал эксцентриковый»
|
№ |
Наименование и содержание операции |
Модель оборудования |
|
005 |
Фрезерно-центровальная: -фрезеровать 2 торца Ø19 |
МР-71М |
|
010 |
Токарная: - центрировать эксцентрик - точить эксцентрик Ø35 - точить канавку шириной 3 мм - точить фаску 2х450 |
16К20 |
|
015 |
Токарная с ЧПУ: - точить наружный контур - точить фаску 1х450 - точить канавку шириной 3 мм |
16К20Ф3С5 |
|
020 |
Шпоночно-фрезерная: - фрезеровать шпоночный паз |
6Д92 |
|
025 |
Термическая |
|
|
030 |
Круглошлифовальная: - шлифовать Ø15-0,011 - шлифовать Ø35-0,002 |
3Е12 |
|
035 |
Круглошлифовальная: - шлифовать эксцентрик Ø35-0,002 |
3Е12 |
|
040 |
Промывка |
Ванна УЗВ-16М |
|
045 |
Контрольная |
Стол контролера |
|
050 |
Транспортная |
АЩВ-062 |
.7 Выбор металлорежущего оборудования
Выбор металлорежущего оборудования для основных станочных операций технического процесса выполняем согласно методике [1].
Выбор оборудования зависит от:
вида обработки;
размера обрабатываемой поверхности;
формы обрабатываемых поверхностей;
формы применяемого инструмента;
точности обработки;
шероховатости поверхности;
типа производства.
Выбранное оборудование с краткой технической характеристикой приводится в
таблицах 3.3 - 3.7.
Таблица 3.3 - Полуавтомат фрезерно-сверлильный МР-71М
|
Наименование параметра |
Величина параметра |
|
|
Габариты, мм |
3140х630х1740 |
|
|
Вес, кг |
6100 |
|
|
Максимальная длина обрабатываемых деталей, мм |
200 - 500 |
|
|
Максимальный диаметр обрабатываемых деталей, мм |
25 - 125 |
20 - 300 |
|
Ход сверлильной головки |
75 |
|
|
Мощность электродвигателя привода, кВт |
7,5 |
Таблица 3.4 - Токарно-винторезный станок
|
Наименование параметра |
Величина параметра |
|
Наибольший диаметр обрабатываемой детали, мм |
400 |
|
Наибольшая длина продольного перемещения, мм |
900 |
|
Наибольшая длина поперечного перемещения, мм |
250 |
|
Диапазон частот вращения, об/мин |
12,5 - 2000 |
|
Дискретность перемещения, мм - продольная подача - поперечная подача |
0,01 0,005 |
|
Диапазон скоростей, устанавливаемых вручную, мм/мин |
12,5 - 200, 50 - 800, 125 - 200 |
|
Диапазон скоростей подачи, мм/мин - продольная подача - поперечная подача |
3 - 1200 1,5 - 600 |
|
Наибольший шаг нарезаемой резьбы, мм |
20 |
|
Мощность электродвигателя, кВт |
10 |
Таблица 3.5 - Токарно-винторезный станок с ЧПУ модели 16К20Ф3С5
|
Наименование параметра |
Величина параметра |
|
Наибольший диаметр обрабатываемых деталей, мм - над станиной - над суппортом |
400 200 |
|
Диапазон частот вращения, об/мин |
12,5 - 2000 |
|
Дискретность перемещения, мм - продольная подача |
0,01 |
|
- поперечная подача |
0,005 |
|
Диапазон скоростей подачи, мм/мин - продольная подача - поперечная подача |
3 - 1200 1,5 - 600 |
|
Наибольший шаг нарезаемой резьбы, мм |
20 |
|
Мощность электродвигателя, кВт |
22 |
|
ЧПУ |
Н22 - 1М |
|
Габаритные размеры, мм |
5545х2010х1545 |
Таблица 3.6 - Шпоночно-фрезерный станок 6Д92
|
Наименование параметра |
Величина параметра |
|
Размеры рабочей поверхности вертикального стола, мм |
250х1000 |
|
Наибольший диаметр устанавливаемой заготовки, мм |
75 |
|
Ширина обрабатываемого паза, мм |
4 - 25 |
|
Максимальная глубина паза, мм |
26 |
|
Продольное перемещение фрезерной головки, мм |
5 - 400 |
|
Продольное перемещение гильзы шпинделя, мм |
100 |
|
Наибольшее перемещение стола, мм- продольное - вертикальное |
650 350 |
|
Величина разбивки обрабатываемого паза при калибровке, мм |
0,01 - 1,0 |
|
Пределы рабочих подач фрезерной головки, мм/мин - продольной - вертикальной при однопроходном цикле - вертикальной при маятниковом цикле |
20 - 1400 16 - 140 0,05 - 0,5 |
|
Пределы частот вращения шпинделя, мин-1 |
400 - 400 |
|
Мощность электродвигателей приводов установленных на станке, кВт - шпинделя - гидропривода |
2,2 1,1 |
|
Габаритные размеры, мм |
1510х1900х2210 |
|
Продолжение таблицы 3.6 |
|
|
Наименование параметра |
Величина параметра |
|
Масса станка, кг |
2250 |
Таблица 3.7 - Круглошлифовальный станок 3Е12
|
Наименование параметра |
Величина параметра |
|
Наибольший диаметр обрабатываемой детали, мм |
200 |
|
Наибольшая длина обрабатываемой детали, мм |
500 |
|
Диапазон частот вращения, об/мин |
50 - 500 |
|
Габаритные размеры, мм |
2300х2300х1600 |
|
Мощность электродвигателя, кВт |
3 |
|
Масса станка, кг |
3500 |
.8 Выбор режущего инструмента
Выбор режущего инструмента осуществляется в зависимости от метода обработки, формы и размеров обрабатываемой поверхности, ее точности, шероховатости, от обрабатываемого материала, заданной производительности и периода стойкости. В таблице 3.8 приведены данные о режущем инструменте, применяемом при обработке детали, по справочным данным [10].
Таблица 3.8 - Режущий инструмент
|
Наименование операции |
Режущий инструмент |
|
Фрезерно-центровальная - фрезеровать 2 торца Ø19 |
Фреза торцовая 2210-0063 ГОСТ 9304-69 |
|
Токарная - центрировать эксцентрик - точить эксцентрик Ø35 - точить канавку шириной 3 мм - точить фаску 2х450 |
Сверло 2317-0018 ГОСТ 14952-75 Р6М5 Резец 2101-0009 ГОСТ 18879-73 Резец 2101-0007 ГОСТ 18879-73 Резец 2103-0067 ГОСТ 18879-73 |
|
Токарная с ЧПУ - точить наружный контур |
Резец 2101-0009 ГОСТ 18879-73 |
|
- точить фаску 1х450 - точить канавку шириной 3 мм |
Резец 2101-0007 ГОСТ 18879-73 Резец 2103-0067 ГОСТ 18879-73 |
|
Шпоночно-фрезерная: - фрезеровать шпоночный паз |
Фреза концевая 2220-005 ГОСТ 17025-71 |
|
Круглошлифовальная: - шлифовать Ø15-0,011 - шлифовать Ø35-0,002 |
Круг шлифовальный ПП150х10х32 ГОСТ 2424-83 |
|
Круглошлифовальная: - шлифовать эксцентрик Ø35-0,002 |
Круг шлифовальный ПП150х10х32 ГОСТ 2424-83 |