Материал: Разработка кондуктора для обработки (сверления) отверстий
НИЖЕ ИЗЛОЖЕННЫЙ ДОКУМЕНТ С ПРИМЕРОМ ВЫПОЛНЕНИЯ КУРСОВОГО ПРОЕКТА МОЖЕТ СОДЕРЖАТЬ ЗНАЧИТЕЛЬНОЕ КОЛИЧЕСТВО ОШИБОК И НЕТОЧНОСТЕЙ. ОН ПРИВЕДЕН В КАЧЕСТВЕ ОБРАЗЦА ДЛЯ ОФОРМЛЕНИЯ РАБОТЫ. ЛЮБУЮ ИНФОРМАЦИЮ ИЗ РАСЧЕТОВ НИЖЕ ИСПОЛЬЗУЙТЕ НА СВОЙ СТРАХ, РИСК И ВНИМАТЕЛЬНОСТЬ РУКОВОДИТЕЛЯ ПРОЕКТА!
1. Техническое задание и расчет массы детали
Спроектировать кондуктор для обработки 4 отверстий диаметром 18 мм (Ø18) (рис. 1). Имеется отверстие диаметром 93 мм (Ø93±0,02) и межосевое расстояние между требуемыми отверстиями 161 мм (Ø161±0,02). Диаметр всей цилиндрической детали составляет 194 мм (Ø194±0,02). Материал детали - сталь 45. Годовая программа: 10000 штук. Число смен - 2.
Для упрощения расчета массы детали воспользуемся системой автоматизированного проектирования «Компас». Путем создания в программе 3D-модели детали и выставлением необходимого материала, добиваемся результата ─ масса детали: 2,996 кг.
2. Разработка содержания технологической операции
2.1 Выбор метода обработки
Последовательность обработки 4 отверстий Ø 18 сводится, непосредственно, к поочередному сверлению каждого отверстия диаметром 18 мм.
2.2 Выбор оборудования, режущего и вспомогательного инструмента
Согласно техническому заданию, необходимо обработать 4 отверстия Ø18. В данном случае появляется необходимость в перемещении либо кондуктора с деталью под шпинделем станка, либо шпинделя над кондуктором. Поэтому обработка будет вестись на радиально-сверлильном станке, модель 2Л53У. Выбор данной модели станка обусловлен тем, что сверлильная головка имеет возможность перемещаться по горизонтальным направляющим рукава и вместе с рукавом поворачиваться вокруг колонны, а так же, что максимальный диаметр обработки по стали на станке равен 35 мм.
Для обработки отверстий Ø18 в сплошном материале воспользуемся следующим инструментом: Сверло 2301-0061 ГОСТ 10903-77.
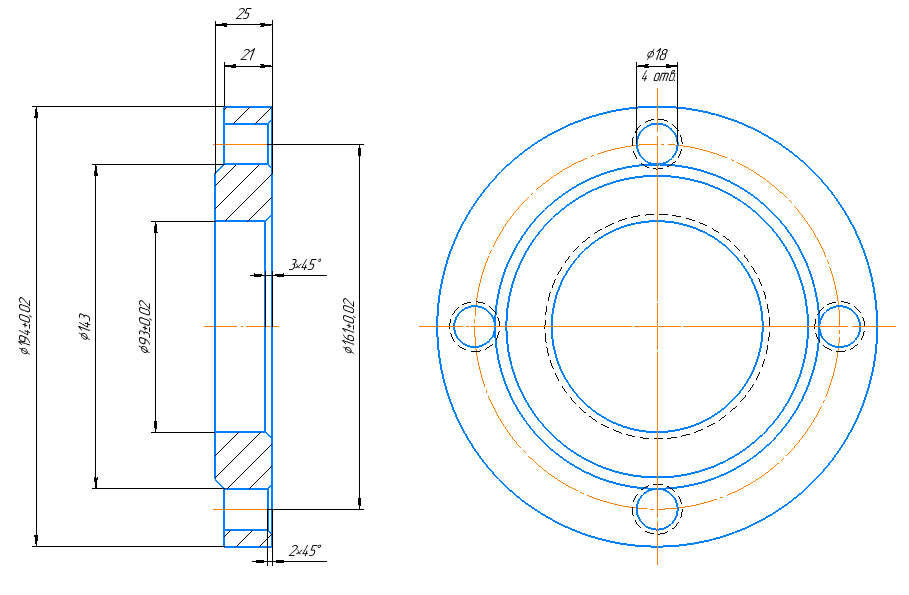
Рис. 1. Чертеж детали
Так как обработка будет производиться одним режущим инструментом, то необходимости в использовании быстросменного патрона и комплекте втулок не имеется.
2.3 Назначение режимов резания
Рассчитаем режимы резания по обработке отверстий детали.
Предварительно определим характеристику рядов подач и чисел частот вращения шпинделя радиально-сверлильного станка.
Для
станка 2Л53У пределы подач 0,1 ...1,1 мм/об,
число подач – 6. Теперь находим
 ,
что соответствует знаменателю подач
после его округления до стандартного
значения φ = 1,58.
,
что соответствует знаменателю подач
после его округления до стандартного
значения φ = 1,58.
Пользуясь этим знаменателем, получаем ряд чисел значений подач: 0,1; 0,16; 0,25; 0,4; 0,63; 1.
Пределы
частоты вращения шпинделя 35,5...1400 мин-1,
число ступеней частоты вращения – 9.
Тогда
 .
В
данном случае знаменатель ряда после
округления до стандартного значения
составляет φ = 1,58.
.
В
данном случае знаменатель ряда после
округления до стандартного значения
составляет φ = 1,58.
Пользуясь этим знаменателем, получаем ряд чисел частот вращения шпинделя: 35,5; 56,09; 88,62; 140,02; 221,23; 349,54; 552,27; 872,59; 1378,69.
Перейдем к расчету режимов резания для сверления отверстия диаметром 18 мм.
Для нашего случая стойкость сверла Тн =50 мин, а длина рабочего хода будет определяться по формуле:

где Lрез. – длина резания, мм; у – длина врезания, мм; y1 – длина перебега, мм. Длина рабочего хода при сверлении с условием y= y1=4 мм составит Lр.х.=21+4+4=29 мм.
Параметр функции
где
 –
минимальное значение подач, мм/об;
–
минимальное значение подач, мм/об;
 – нормативная подача на оборот при
сверлении, мм/об.
– нормативная подача на оборот при
сверлении, мм/об.
Принятое значение подачи

где
 – ближайшее меньшее значение знаменателя.
– ближайшее меньшее значение знаменателя.
Скорость резания для сверления определяется по формуле

где
 - нормативное значение скорости резания,
м/мин;
- нормативное значение скорости резания,
м/мин;
 –
соответствующие коэффициенты.
–
соответствующие коэффициенты.
Частота вращения

Согласно ряду чисел частот вращения ближайшее меньшее значение частоты вращения шпинделя nпр.=221,23 мин-1.
Основное время

Проверим правильность выбора станка по мощности резания и по осевой силе.
Осевая сила

где
 – табличное значение силы для подачи
– табличное значение силы для подачи
 ,
,
 – коэффициент по силе.
– коэффициент по силе.
Мощность резания

где
 –
табличное значение мощности, Н;
–
табличное значение мощности, Н;
 – коэффициент по мощности; частота
вращения, мин-1.
– коэффициент по мощности; частота
вращения, мин-1.
Полученные значения меньше допустимых значений осевой силы и мощности станка, следовательно, выбранный станок подходит для данной операции.
2.4 Нормирование технологической операции
Нормирование вспомогательных технологических переходов оформляем в виде таблицы 1.
Таблица 1. Нормирование вспомогательных переходов
Содержание технологических переходов |
Тв, мин |
1. Взять деталь (масса до 3 кг), установить в кондукторе, снять деталь и отложить |
0,063 |
2. Закрепить и открепить деталь с помощью рукоятки с винтовым зажимом |
0,042 |
3. Установить сверло Ø18 в патрон и снять |
0,04 |
4. Поставить кондукторную втулку Ø18 и снять |
0,05 |
5. Подвести сверло в вертикальном направлении (ввести в кондукторную втулку) |
0,01 |
6. Перемещение сверла между кондукторными втулками |
0,07 |
7. Установить частоту вращения шпинделя рукояткой |
0,02 |
8. Установить подачу рукояткой |
0,02 |
9. Включить станок кнопкой |
0,01 |
10. Включить подачу рукояткой |
0,02 |
11. Сверлить отверстие Ø18 на длину 29 мм |
– |
12. Выключить подачу рукояткой |
0,02 |
13. Вывести сверло из отверстия на 50 мм |
0,015 |
14…20. Повторить переходы 4, 5, 10, 11, 12, 13 для трех других отверстий |
0,345 |
21. Выключить станок кнопкой |
0,01 |
22. Очистить приспособление от стружки щеткой |
0,05 |
Итого: |
0,785 |
В таблице не учтено время на измерение детали, входящее в состав вспомогательного времени. В данном случае время на измерение, учитывая периодичность (2% при измерении отверстий, размер которых определяется конструктивными размерами режущих инструментов, какими являются сверла, зенкеры, развертки) перекрывается основным машинным временем.
Время на техническое обслуживание рабочего места - смену режущих инструментов не учитываем, т.к. работа осуществляется с применением только одного режущего инструмента – сверла. Рабочее место при правильной организации должно быть оснащено двумя или более комплектами режущих инструментов: один находится в работе, другой в заточке, третий подготовлен к работе. Регулировка и подналадка инструмента в процессе работы не требуется, так как работа ведется заранее установленным на заданную длину инструментом.
Время на организационное обслуживание (на раскладку инструмента в начале смены и уборку в конце работы, на чистку и смазку станка, на осмотр и опробование станка, уборку станка в конце работы) должно быть учтено. Это время определяется в процентах от оперативного времени

Время перерывов на отдых и личные надобности устанавливается также в процентах от оперативного времени. В данном случае

Таким образом, штучное время:

Принятый порядок последовательности обработки отверстия на радиально-сверлильном станке определяет условия серийного производства с концентрацией обработки на одном рабочем месте.
Для
уточнения типа производства, а
следовательно, и выбора конструкции
кондуктора необходимо сравнить штучное
время
 с тактом выпуска
с тактом выпуска
 .
.
Определим такт выпуска:

где
 – годовой фонд времени, при 2-х сменной
работе, ч; N
– программа выпуска, шт.
– годовой фонд времени, при 2-х сменной
работе, ч; N
– программа выпуска, шт.
Такт выпуска превышает штучное время – для обеспечения заданной годовой программы достаточно одного станка.
Размер партии

где
 – периодичность запуска детали, равное
6 дням.
– периодичность запуска детали, равное
6 дням.
Определим штучно-калькуляционное время

где
 – подготовительно-заключительное
время, 5 минут.
– подготовительно-заключительное
время, 5 минут.
Расчетное количество станков для выполнения операции составит
Количество станков не изменилось и составляет одну единицу.
Тогда фактический коэффициент загрузки оборудования
Следовательно,
станок должен быть дозагружен до значения
нормативного коэффициента загрузки
оборудования
 =
0,75...0,8. Принимаем его равным 0,8.
=
0,75...0,8. Принимаем его равным 0,8.
Число операций на этих рабочих метах определится как
Коэффициент закрепления операций
что
соответствует значению
 для крупносерийного производства (1 ≤
≤
10).
для крупносерийного производства (1 ≤
≤
10).
2.5 Разработка теоритической схемы базирования
Из рассмотрения чертежа детали следует, что точность диаметрального размера Ø18 обеспечивается режущим инструментом, а точность положения оси отверстия Ø18 относительно оси отверстия Б (размер 80,5 мм) и торца детали В (размер 177,5 мм) – базированием заготовки и точностью положения направляющих элементов для режущего инструмента относительно установочных элементов приспособления (кондукторные втулки).
Для установки детали в приспособление за базы следует принять поверхности А, Б, В (рис. 2), в качестве установочных элементов для базирования заготовки целесообразно использовать: а) шайбу пальца и подвижную призму – базирование по плоскости, б) цилиндрический палец – базирование по отверстию.
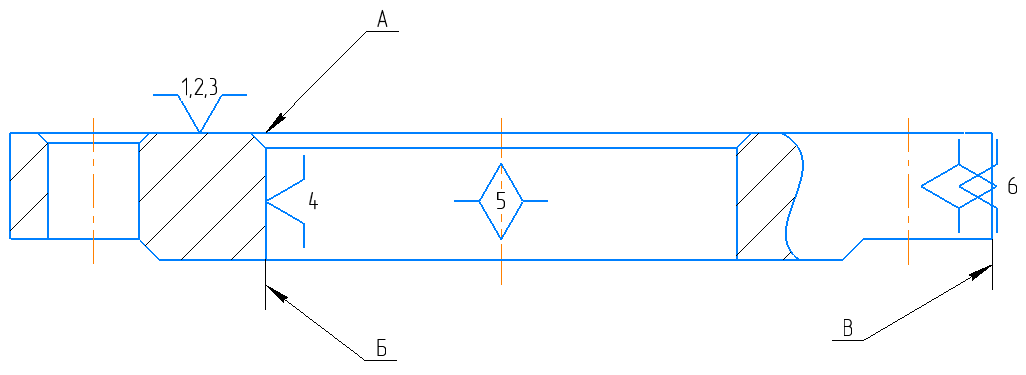
Рис. 2. Схема базирования
3. Разработка конструкции станочного приспособления
На основе ранее составленной схемы базирования в точках, которыми деталь должна опираться на установочные элементы, вычерчиваем выбранные по ГОСТ установочные или опорные элементы - в данном случае шайбу пальца, подвижную призму и цилиндрический палец.
В качестве зажимного устройства используется винтовой зажим с подвижной призмой. Для удобства замены деталей в конструкции имеется быстросъемная шайба. Данный элемент, после его извлечения и отжима призмы, позволяет свободно проходить детали при ее снятии между шпилькой с контргайкой. Деталь зажимается вручную. При проектировании зажимного и фиксирующего устройства по возможности использовались стандартные изделия (шпилька, гайки, винты, ножки), кроме планки и пальца.
Далее были подобраны постоянные кондукторные втулки в количестве четырех штук, которые затем устанавливаются в кондукторную плиту. Закрепленное положение кондукторной плиты относительно станка обеспечивается четырьмя ножками. Роль корпуса приспособления выполняет основание - плита, к которой при помощи винтов и болтов крепились планка для винтового зажима и колодка, используемая в качестве направляющей для подвижной призмы. Резьбовая втулка, установленная в планке, служит для удобства замены резьбы, после ее износа.
Важным условие работоспособности приспособления является возможность легкого удаления из зоны установки детали. Особенно тщательно следует очищать поверхности установочных элементов, поэтому к ним должен быть обеспечен свободный доступ. В разработанном приспособлении такая возможность предусмотрена.
На основании вышеизложенного принимаем предложенную конструкцию одноместного кондуктора (рис.3), жестко закрепленного на столе радиально-сверлильного станка с четырьмя кондукторными втулками с ручным закреплением детали.
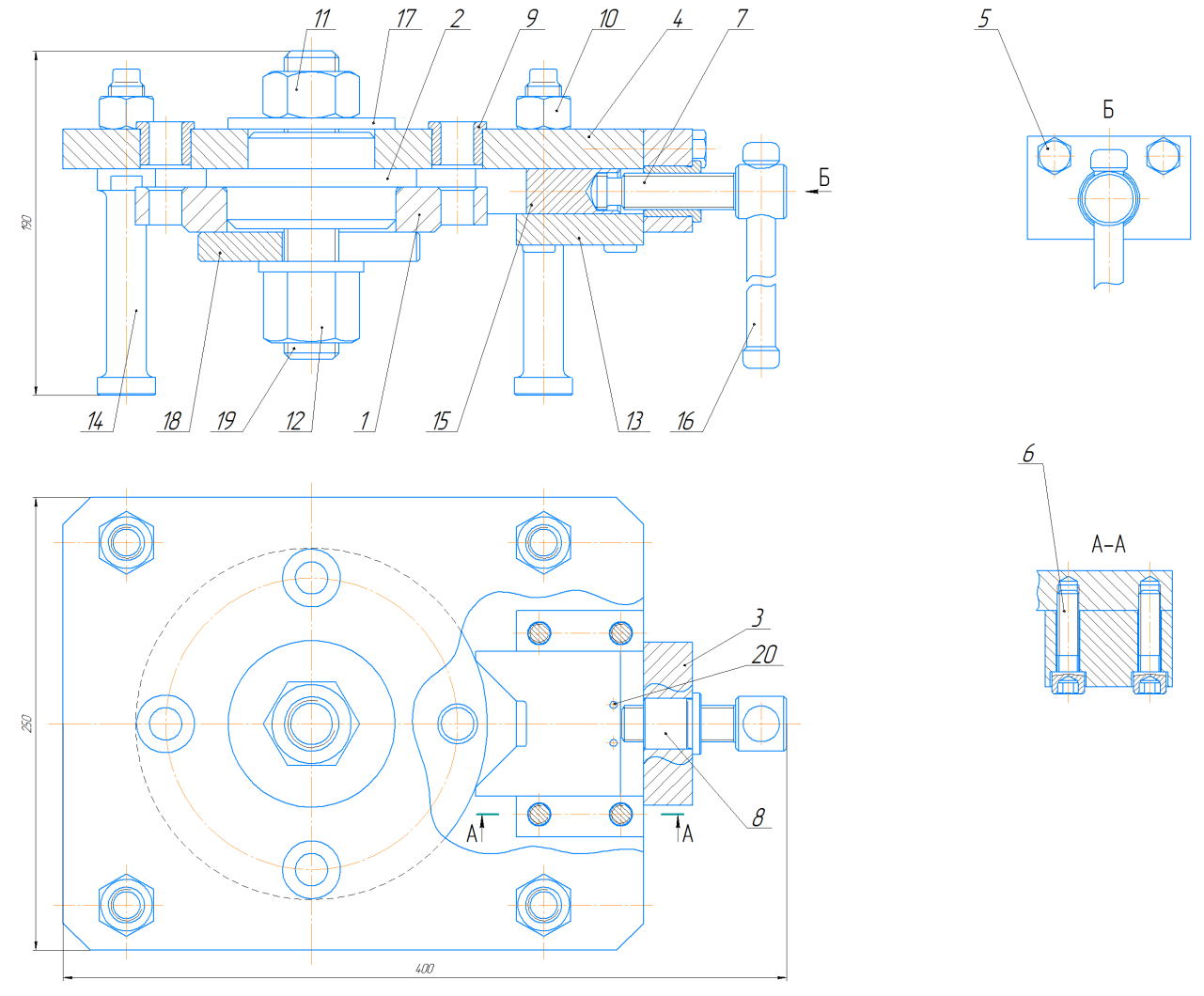
Рис. 3. Чертеж кондуктора
4. Расчет приспособления на точность
При расчете точности необходимо определить погрешности изготовления и сборки элементов приспособления в зависимости от параметров, заданных в чертеже детали, а именно:
допуск на размер 80,5 мм от оси отверстия Ø93 до оси обрабатываемого отверстия Ø18 составляет ±0,015 мм;
допуск на размер 177,5 мм от торца детали до оси отверстия Ø18 составляет ±0,02 мм.
Определим допустимую погрешность изготовления кондуктора, обеспечивающую получение размера 80,5±0,015 по формуле:

где
 –
допуск на размер заданный в детали, мм;
–
допуск на размер заданный в детали, мм;
 –
сумма зазоров, мм;
–
сумма зазоров, мм;
 –
сумма эксцентриситетов, мм.
–
сумма эксцентриситетов, мм.