Материал: Разработка и изготовление устройства инфракрасного управления
Задачи и методы их решения на этапе проектирования схемы электрической структурной:
достигнуть хорошего качества выходных характеристик разрабатываемого устройства. Для этого в первую очередь в устройстве применены высокостабильные электрорадиоэлементы с наименьшими показателями паразитных емкостей и индуктивностей, которые приводят к искажению характеристик;
- добиться максимальной простоты изготовления приемника портативного, получить высокие качественные показатели и устойчивость работы. Для этого в устройстве применена типовая схема. Плата устройства должна иметь как можно меньшие габаритные размеры.
Принципы конструирования и проектирования, заложенные в схеме электрической принципиальной:
в качестве всех активных элементов применять в устройстве интегральные микросхемы;
коэффициенты усиления подбираются при регулировке с помощью подбора некоторых резисторов и конденсаторов, регулировки подстроечных элементов;
применение интегральных микросхем позволяет значительно сократить элементную базу разрабатываемого устройства, уменьшить габариты устройства, а также повысить ремонтопригодность генератора звуковых частот.
Выбор элементов схемы выполняется по следующим параметрам:
резисторы и конденсаторы должны быть подобранны не хуже ±20%;
уменьшение наводок со стороны внешних возбудителей - правильная «раскладка» топологии печатной платы и земляного провода;
обеспечение минимальных размеров печатной платы приводит к повышению технологичности изделия. При изготовлении изделия могут возникнуть некоторые технологические трудности, поэтому можно допустить изменения некоторых параметров, если это не повлияет на характеристики и работоспособность изделия.
Все элементы имеют обозначение, что облегчает доступ к ним.
.3 Выбор и обоснование материалов
Выбор материалов производится на основании технологических показателей и условий эксплуатации изделия.
Материалами для печатных плат могут служить фольгированные текстолиты, стеклотекстолиты и гетинаксы. Выбор материала для печатной платы производится по ГОСТ 21931-76 «Материалы электроизоляционные, фольгированные для печатных плат». В качестве материала для печатной платы используется односторонний фольгированный стеклотекстолит марки СФ-1-35-1,5, имеющий следующие параметры:
а) удельное объёмное сопротивление р = 5×1012 Ом×см;
б) тангенс угла диэлектрических потерь tg S ≤ 0,03;
в) прочность сцепления фольги с основанием 10 Н/см².
Для выполнения монтажных работ выбираем припой ПОС-61 ГОСТ 2.62460-89, содержащий 61% олова, 39% - свинец, имеющий температуру плавления 190ºC и предназначенный для пайки деталей, когда недопустим или нежелателен высокий нагрев в зоне пайки, а также, когда требуется повышенная механическая прочность.
Для очистки поверхности платы от окислов при пайке используются вспомогательные материалы - флюсы. Они должны:
а) растворять и удалять окислы и загрязнения с поверхности спаиваемых материалов;
б) защищать в процессе пайки расплавленный припой от окисления;
в) уменьшать поверхностное напряжение расплавленного припоя.
Для очистки поверхности платы при пайки применяется флюс спиртоканифольный КЭ, содержащий 20% канифоли, остальное - этиловый спирт.
При производстве устройства ИК управления используем материалы, указанные в таблице 13.
Таблица 13 - Выбранные материалы
|
Наименование материала |
ГОСТ, ТУ |
|
Стеклотекстолит СФ-1М-35-1,5 |
ГОСТ 21931-76 |
|
Канифоль |
ГОСТ 797-64 |
|
Припой ПОС-61 |
ГОСТ 2.62460-89 |
|
Спиртонефрасовая смесь |
ТУ 3-66-65 |
. Технологическая часть
.1 Формирование технологического кода обозначения изделия
Обозначение проектируемому изделию присваивают индивидуально каждому и
только одному изделию (документу) в соответствие с классификатором ЕСКД по ГОСТ
2.1103-82.
Код технологического документа, например, маршрутной карты (МК) выбирается по ГОСТ 3.1201-85 и проставляется в блоке Б1 основной надписи по ГОСТ 3.1103-82.
Первая цифра - назначение технологического документа:
код «1» - для основных документов;
код «2» - для вспомогательных документов;
код «З» - для произвольных документов.
Вторая цифра - носитель информации:
код «1» - бумажный носитель;
код «2» - магнитный диск;
код «З» - магнитная лента.
Третья цифра - вид вносимой информации:
код «1» - текстовые документы;
код «2» - документы с текстом, разбитым на графы;
код «З» - графические документы.
Четвертая цифра - принцип построения формы документа:
код «1» - блочно-модульный;
код «2» - блочный.
Пятая и шестая цифры - вид документа (11 - сводный документ).
Седьмая и восьмая цифры - вид метода изготовления по ГОСТ 3.1201-85, для маршрутной карты код состоит из двух цифр: 10.
Девятая и десятая цифры - порядковый регистрационный номер технологического документа.
Таким образом, код технологического документа (маршрутной карты) будет
иметь вид: «БГПК.11211.11049».
.2 Выбор и обоснование способов установки и крепления ЭРЭ
Способы установки и крепления ЭРЭ определяются ГОСТ 29137-91.
Выбор способов установки и крепления ЭРЭ производится для обеспечения прочности, устойчивости и надежности конструкции печатных узлов. Правильный выбор способов установки также дает возможность правильно выполнить компоновку и удобно расположить печатные узлы в корпусе изделия.
В некоторых случаях тот или иной способ установки ЭРЭ обеспечивает его
правильное охлаждение, что является необходимым для поддержания рассчитанной
надежности. Некоторые позиции установки обеспечивают хорошую ремонтопригодность
всего печатного узла.
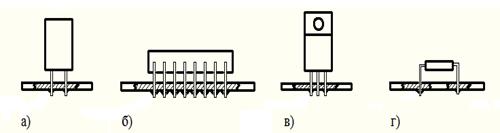
Рисунок 5 - Варианты установки ЭРЭ на печатную плату
На рисунке 5а) вариант установки электролитических конденсаторов и кварца. Данный метод установки позволяет минимизировать площадь занимаемую ЭРЭ, и повысить механическую прочность.
На рисунке 5б) вариант установки микроконтроллера, оптопары и других ИМС на печатной плате.
На рисунке 5в) вариант установки стабилизатора и тиристоров на печатной плате.
На рисунке 5г) вариант установки резисторов, стабилитронов и диодов на
печатную плату. Данный метод установки обеспечивает максимальную прочность и
устойчивость детали к механическим нагрузкам.
.3 Выбор и обоснование оснастки и оборудования
При подготовке к сборке и монтажу узлов РЭС навесные электрорадиоэлементы перед установкой и закреплением на печатной плате должны быть соответствующим образом подготовлены: выводы выпрямлены, подрезаны, загнуты и облужены. Эти трудоемкие процессы осуществляются на специальных автоматических или полуавтоматических установках.
Все, что предусматривается на рабочем месте для выполнения работы, называется оснасткой.
Она бывает нескольких видов:
а) приспособление - это составная часть оснастки, предназначенная для более быстрого выполнения операции;
б) инструмент - дополнительная оснастка, с помощью которой непосредственно выполняется операция.
Оснастка может быть двух видов:
а) нормальная или универсальная;
б) специальная.
Для успешной работы участка сборки проектируемого изделия применим следующее оборудование и инструменты:
полуавтомат для подготовки к лужению выводов ЭРЭ с осевыми проволочными выводами и цилиндрической формой корпуса;
автомат для П - образной формовки выводов ЭРЭ;
устройство для обрезки и образования «зига» на ленточных радиальных выводах ЭРЭ.
установка для укладки ЭРЭ на плату;
установка групповой пайки погружением;
установка пайки «волной припоя»;
сверлильный станок с набором сверл;
термостат для расплавления сплава Розе;
паяльник 36 В, 25 Вт, пинцет, кусачки;
шкаф сушильный, при формировании печатных проводников.
Применение вышеперечисленного оборудования, инструмента и оснастки
обеспечивает достаточный уровень автоматизации производства.
.4 Разработка техпроцесса, сборки и монтажа изделия, маршрутных карт (МК)
Проектирование технологического процесса сборки и монтажа радиоэлектронной аппаратуры делят на следующие этапы:
- изучение прибора и технологическая доработка его конструкции и схемы;
сборка и монтаж эталонного образца шасси прибора;
расчленение процесса сборки и монтажа на операции.
При производстве радиоэлектронной аппаратуры широко применяется эскизно-операционная технология сборки и монтажа.
Эскизно-операционная технология предполагает расчленение всего процесса сборки и монтажа радиоэлектронной аппаратуры на отдельные простые операции, на которых используются исполнители более низкой квалификации, чем исполнители всего процесса. Она способствует повышению производительности труда, улучшению качества выпускаемой продукции, а также снижению разрядности работ.
При разработке эскизно-операционной технологии на каждую операцию составляется технологическая карта, которая содержит эскиз, краткое описание работы, перечень деталей и используемых материалов.
Блочно-модульный принцип построения формуляров-абзацев заключается в том, что при построении форм документов используются только типовые блоки информации. Их состав может быть различен и в каждом случае определяется разработчиком, исходя из назначения документа. Отдельные типовые блоки информации (2 и более) объединяются по своему информационному назначению и образуют информационный модуль информации, который по аналогии с типовым блоком информации может повторяться неограниченное количество раз в привязке к каждой операции.
Нумерация строк выполняется арабскими цифрами от 01. Состав и назначение
служебных символов в формах маршрутной карты применительно к формату A4 дается в буквах русского алфавита
от «А» до «Я».
Таблица 14 - Построение информационного модуля, применяемого в маршрутных картах
|
А |
Цех |
Уч. |
РМ |
ОПЕР. |
Код, наименование операции |
|
Б |
Код, наименование оборудования |
||||
«А» - наименование операции;
«Б» - наименование оборудования;
«К» - комплектовочная;
«М» - материалы;
«Т» - технологическая оснастка;
«О» - операционный текст;
«Р» - режим техпроцесса.
Карта эскиза (КЭ) должна показывать ту часть сборки или монтажа, которая выполняется на данной операции. Она исключает необходимость пользования сборочными чертежами, монтажными схемами, а также описанием работы.
Краткое описание работы, приводимое в технологической карте, должно указывать объем и последовательность ее выполнения. Кроме того, описание работы поясняет и уточняет некоторые подробности сборочно-монтажного процесса, которые трудно показать на эскизе.
При разработке эскизно-операционной технологии операции процесса делают равными или кратными по длительности, что способствует быстрому переходу на серийный или массовый поточный метод производства.
Технологическая ведомость позволяет быстро формировать технологические операции необходимой трудоемкости, определять номенклатуру необходимого оборудования, инструмента, вспомогательных материалов, а также облегчает определение общей трудоемкости сборочно-монтажных работ.
Технологический процесс сборки и монтажа устройства ИК управления записывается в стандартных маршрутных картах формы №1 и №2 по ГОСТ 3.1118-82. Маршрутная карта помещена в «ПРИЛОЖЕНИИ В» данного дипломного проекта.
Маршрутная карта изготовлена блочно-модульным методом.
5. Экономическая часть
.1 Формирование исходных данных
Таблица № 15 - Сводная таблица исходных данных
|
Наименование показателя |
Код Показателя |
Единицы измерения |
Числовое значение |
|
Месячная программа: выпуска, запуска. |
Nвып Nзап. |
шт. шт. |
650 663 |
|
Трудоемкость работ: сборки, монтажа, регулировки. |
Q q сб qм qрег |
норма-час норма-час норма-час норма-час |
2,6 0,7 0,6 1,3 |
|
Разряд выполняемых работ: сборка, монтаж, регулировка. |
Рсб Рм Рр |
разряд разряд разряд |
4 5 6 |
|
Тарифные коэффициенты: 4 разряда, 5 разряда, 6 разряда. |
Тк4хКк Тк5хКк Тк6хКк |
- - - |
1,57×2,66 1,73×2,15 1,90×2,15 |
|
Часовые тарифные ставки: сборщика, монтажника, регулировщика |
Сб См Ср |
тыс. руб. тыс. руб. тыс. руб. |
4,77 4,25 4,66 |
|
Процент выполнения норм одним рабочим |
ПВК |
% |
105 |
|
Стоимость комплектующих элементов на 1 изделие |
Ск |
тыс. руб. |
42,3 |
|
Стоимость материалов на 1-о изделия |
См |
тыс. руб. |
0,66 |
|
Количество руководителей, специалистов цеха. |
N |
чел. |
8 |
|
Месячный фонд оплаты труда ИТР |
Зитр |
тыс. руб. |
3817,7 |
|
Норматив рентабельности. |
Р |
% |
9,7 |
|
Норма амортизации: активной части ОПФ, пассивной части ОПФ. |
nа nа |
% % |
1 1 |
.2 Характеристика типов производств
По признаку широты номенклатуры, стабильности объема выпуска различных изделий, производство бывает:
единичное производство - когда процесс изготовления одного или нескольких изделий либо вовсе не повторяется, либо повторяется через неопределенные промежутки времени;
серийное производство - выпуск значительной, но вполне определенной номенклатуры изделий;
массовое производство - это непрерывное изготовление продукции с соблюдением равномерного выпуска.
На основании характеристик типов производства изготовление устройства
демонстрационного можно отнести к серийному производству.
.3 Расчет параметров поточной линии
Если одна и та же деталь используется в одном или нескольких изделиях, то производство этой детали целесообразно организовать поточным методом.
Поточное производство - это такая форма организации производства, при которой все операции согласованы во времени, все рабочие места специализированы и расположены, согласно технологического процесса. В поточном производстве время выполнения каждой операции равно или кратно друг другу. Обработка деталей идет непосредственно, при синхронности передачи предметов труда по рабочим местам. Поточный метод и поточные линии имеют следующие характерные параметры:
а) программа выпуска и программа запуска Nвып дана в задании:
Nзап = 1.02 · Nвып = 1,02·650 = 663 шт, (46)
б) Такт поточной линии:
= (Т - tп)·60/Nзап, (47)
где Т - норма времени одного рабочего в месяц (182-186 ч.),
tп - время регламентированных перерывов (2 часа в месяц.),
Nвып - месячная норма выпуска, шт.= (184 - 2)·60/663 = 16,47 мин.
в) определяем количество рабочих мест на конвейере:
РМ = tоп · 60 · К/ Z, (48)
где tоп (Q= qсб+ qм+ qрег) - трудоемкость выполнения изделия,- такт поточной линии, мин,
К - коэффициент перевыполнения нормы.
РМ=2.6·60·1,05/16,47=10 мест.
г) рассчитываем рабочую длину конвейера:
Lраб = L(РМ/2 + 1) +3, (49)
где L - шаг конвейера,
метр и 3 метра - страховые запасы,
РМ - количество рабочих мест на конвейере.б = 1,2 · (10/2 + 1) + 3 = 10,2 м.
д) скорость конвейера:
V = Lраб/Z, (50)
где Z - такт поточной линии, мин,б - рабочая/ длина конвейера.= 10,2/16,47 = 0,62 м/мин.
е) ритм конвейера:
R = (Tсм - tп) · 60/Z, (51)
где Тсм - фонд рабочего времени в смену (8 ч.),п - время
регламентированных перерывов (2 часа в месяц.),- такт поточной линии, мин.= (8
- 2)·60/16,47= 22 раз в смену.
.4 Расчет стоимости комплектующих изделий и материалов на единицу изделия
Расчет производим в табличной форме:
а) расчет стоимости комплектующих изделий на единицу изделия;