Материал: Разработка и анализ конструкции инструмента для кольцевого сверления
Четвертая группа хромо никелевые и хромо молибденовые стали (30ХМ, 38ХМА, 40ХМ, 40ХН dкр до 100мм) Это очень прочные и хладностойкие стали. Чем больше содержание в них никеля, тем ниже порог снижения вязкости и хладноломкость.
Пятая группа - хромоникельмолибденовые или хромоникель вольфрамовые стали (40ХНМА, 38ХН3МФА 40ХГНМА dкр> 100мм при охлаждении в масле). Они применяются для особо ответственных деталей (валы, турбин самолетов). [9]
Характеристика Сталь 40: Закалка доэвтектоидной стали заключается в нагреве стали до температуры выше критической (Ас3), в выдержке и последующем охлаждении со скоростью, превышающей критическую.
Температура точки Ас3длястали 40 составляет 790°С.
Если доэвтектоидную сталь нагреть выше Ас1, но ниже Ас3, то в ее структуре после закалки наряду с мартенситом будут участки феррита. Присутствие феррита как мягкой составляющей снижает твердость стали после закалки. При нагреве до температуры 760°С (ниже точки Ас3) структура стали 40 - аустенит + феррит, после охлаждения со скоростью выше критической структура стали - мартенсит + феррит.
Аустенит неоднороден по химическому составу. В тех местах, где были пластинки цементита, аустенит богаче углеродом, а где пластинки феррита - беднее. Поэтому при термической обработке для выравнивания химического состава зерен аустенита сталь нагревают немного выше критической точки Ас3(на 30-50°С) и выдерживают некоторое время при этой температуре. Процесс аустенизации идет тем быстрее, чем выше превышение фактической температуры нагрева под закалку относительно температуры Ас3. Доэвтектоидные стали для полной закалки следует нагревать до температуры на 30-50ºС выше Ас3. Температура нагрева стали 40 под полную закалку, таким образом, составляет 820-840°С. Структура стали 40 при температуре нагрева под закалку - аустенит, после охлаждения со скоростью выше критической - мартенсит.
Если нагреть выше этой температуры мелкие зерна аустенита начинают соединяться между собой и чем выше температура нагрева, тем интенсивнее увеличиваются размеры. Крупнозернистая структура ухудшает механические свойства стали.
Поэтому следует отдать предпочтение закалке от температуры 840ºС. [10]
Поперечные траверсы, каретка, корпус и заглушки будут изготавливаться, так же из стали 40.
Сменный центрирующий элемент будем изготавливать из быстрорежущей инструментальной стали, потому что красностойкость сплавов сталей Р6М5 достигает 600…650°С и инструменты, изготовленные из этой стали, могут работать с повышенными скоростями около 30 м/мин
Твердость быстрорежущей стали составляет 56-58 HRC, при теплостойкости до 600-630°С. Твердость поверхности инструмента зависит от содержания углерода, поэтому для уменьшения выгорания углерода с поверхности нагрев заготовок при отжиге и особенно при закалке ведут в печах с защитной атмосферой или в расплавах солей. Для повышения стойкости режущей кромки инструмента его желательно подвергать азотированию или цианированию или вакуумно - плазменному напылению карбидов или карбонитридов.[11]
Для сменного центрирующего элемента выбираем быстрорежущую инструментальную сталь Р6М5, которая подходит для резания на высоких скоростях и не требует охлаждения СОЖ.
Сменные режущие элементы - твердый сплав Т15К6. Твердые сплавы являются спеченными порошковыми материалами. Эти материалы нельзя подвергать пластической деформации, т. к. они очень твердые и хрупкие. Они подвергаются лишь окончательной заточке.
Твердые сплавы имеют значительно более высокую красностойкость (выше 800-1000 0С) твердость и износостойкость, чем Р6М5. Однако их вязкость меньше и они чувствительны к ударным нагрузкам.[1]
Пружина будет изготавливаться из 60Г, т.к. должна соответствовать высоким требованиям по износостойкости и упругости.
Характеристика стали 60Г: сталь рессорно-пружинная, малочувствительна к флокенообразованию, склонна к отпускной хрупкости при содержании Mn≥1%, не применяется для сварных конструкций. Плотность при 20°С - 7,81х10³кг/м³. Модуль нормальной упругости при 20°С - 215 Гпа. Удельная теплоёмкость при 20 - 100°С - 490 Дж/(кг·°С)
Они работают в области упругой деформации металла под воздействием циклических нагрузок. Поэтому они должны иметь высокое значение предела упругости, текучести, выносливости при необходимости пластичности и высоком сопротивлении хрупкому разрушению.
Пружинные стали содержат С = 0,5 - 0,75% , Si до 2,8%, Mn до 1,2%, Cr до 1,2%, V до 0,25%, Bе до 1,2%, Ni до 1,7%. При этом происходит измельчение зерна, способствующее возрастанию сопротивления стали малым пластическим деформациям, а следовательно, ее релаксационной стойкости. Широкое применение на транспорте нашли кремнистые стали 55С2, 60С2А, 70С3А. Однако они могут подвергаться обезуглероживанию, графитизации, резко снижающим характеристики упругости и выносливости материала. Устранение указанных дефектов, а также повышение прокаливаемости и торможение роста зерна при нагреве достигается дополнительным введением в кремнистые стали хрома, ванадия, вольфрама и никеля. Для изготовления пружин также используют холоднотянутую проволоку (или ленту) из высокоуглеродистых сталей 65, 65Г, 70, У8, У10 и др.
Для повышения усталостной прочности деталей, работающих при высоких колебательных нагрузках, необходимо обеспечить в поверхностном слое создание остаточных сжимающих напряжений. С этой целью применяют заневоливание пружин, заневоливание и чеканку торсионных валов, обкатку роликами, пластическую осадку и дробеструйную обработку листовых рессор. Легированная рессорно-пружинная сталь, термообработанная до твердости HRC 45 - 50, имеет предел усталости при кручении 190 МПа. После дробеструйной обработки предел усталости увеличивается до 350 МПа (3500 кгс/см2) [11].
двухрезцовый кольцевой резание крепление
5. Разработка конструкций инструментальной многофункциональной системы
Существующие системы инструментов для кольцевого резания имеют невысокие технологические способности, в частности производительность, из-за больших сил резания и невозможность использования в производственных условиях.
Процесс кольцевого резания включает себя обработку внутренней и внешней цилиндрических поверхностей, торец и разновидности точения и сверления, поэтому, в работе был использован научно-технический опыт, который накоплен по данной теме за весь период. Конечно, производительность резания материалов и качество обработанных поверхностей и их эксплуатационные свойства существенно зависят от действующих сил при работе инструмента.
Уменьшение динамических нагрузок и изменение режимов обработки ведет к улучшению качества обрабатываемой поверхности, снижается износ инструмента, уменьшается количество внеплановых простоев, связанных с поломкой инструмента и увеличению стабильности и устойчивости кольцевого резания в целом.[12]
При проектировании инструментальной многофункциональной системы для обработки металла, во-первых мы должны учитывать требование на износостойкость.
Чтобы инструмент был оптимально работоспособным, материал его режущей части должен обладать высокой твердостью, прочностью, износостойкостью, теплостойкостью (красностойкостью), ударной вязкостью и другие параметры (см.п.4).
С учетом выше приведенных решений поставленных задач нами сконструировано четыре оптимальных конструкции для инструментальной многофункциональной системы кольцевого сверления. Каждая конструкция по-своему уникальна. При проектировании мы использовали знакомые элементы конструкций, например такие, как хвостовик, втулка, резец.
5.1 Проектирование корпуса для инструментальной многофункциональной системы
При проектировании корпуса мы должны учитывать действующие силы при работе, так же вибрацию, тепловое расширение, колебание и другие параметры, которые мы учитывали при решении поставленных вопросов (см.п.3). Самый главный фактор при проектировании мы должны учитывать прочность и устойчивость. Поэтому в чертежах устанавливаем допустимое радиальное биение 0,02мм.
Данная инструментальная многофункциональная система будет устанавливаться станок со стандартным шпинделем, чтобы не использовать переходные втулки, патрон. Используя ГОСТ 25557-82 «Конусы инструментальные. Основные размеры», выберем конус Морзе под номером 3, 4 и 5, так как наш инструмент будет работать в станках: вертикальном-сверлильном, горизонтально-расточном и вертикально-фрезерном. В своих расчетах я выбрала хвостовик с лапкой конус Морзе №3. Лапка необходима для выбивания инструмента и не позволяет самому инструменту проворачиваться в станке (шпинделе).
Материал для корпуса выбрали Сталь 40.(см.п.4).
Корпус для инструментальной многофункциональной системы представлен цельный на рисунке 5.1.
В нем просверлим одно сквозное отверстие Ø4 мм, для доставания пружины и СОЖ, если это будет не обходимо. На данном этапе СОЖ не нужна, так как подача будет через специальные трубки у станка. СОЖ необходима для увеличения износостойкости инструмента, чтобы уберечь от перенагревания как сам инструмент, так и обрабатываемую деталь. Обеспечить наилучшее качество обработки, используя жидкость, имеющую высокие смазочные свойства.
Просверлим отверстия относительно базы А, диаметром 12 с допуском H7/g6, глубиной 110±0,02 мм. Это будет посадочное место под пружину l=85мм, запрессовываться будет с помощью конической втулкой для центрального элемента.
Так же на глубину 5 мм делаем отверстие диаметром 16мм и с фаской
0,7х45°, для уплотнительной резинки. Она необходима для того, чтобы при работе
в инструмент не попадала грязь.
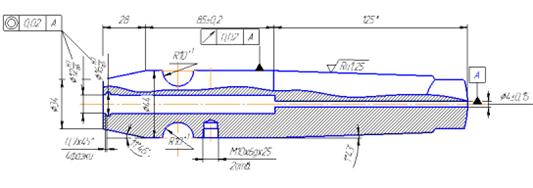
Рисунок 5.1. Корпус для инструментальной многофункциональной системы
Диаметры 34, 12 и 16 должны быть соосны относительно базы А и между собой.
Для снижения массы корпуса снизу сделаем не большой конус под углом
11°46' и две лыски на длину l=85мм
по 5мм с двух сторон, параллельно относительно самих собой с допуском 0,02мм
(рисунок 5.2).
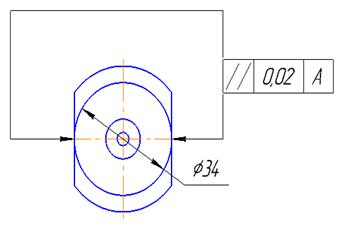
Рисунок 5.2. Вид корпуса снизу
При проектировании корпуса разрабатывали чертежи при помощи программы
КОМПАС-3D V16, выполнили как в 2D так
и в 3D. При помощи 3D модели мы предварительно знаем массу нашего корпуса
(рисунок 5.3).
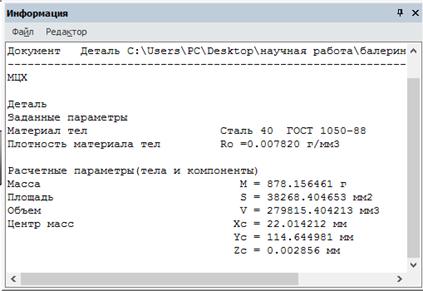
Рисунок 5.3. Информация о корпусе
5.2 Проектирование крепления траверс к корпусу
Немаловажным является способ крепления траверс к корпусу, так как от
выбранного способа и расположения поперечных траверс буде зависит работа нашего
инструмента. Траверсы будут крепиться к корпусу с помощью крепления скобы.
Выполнена из материала Сталь 40. В скобе сделано одно сквозное отверстие под
винт М 10х6gх1 ГОСТ 17473-80. Общую шероховатость
заложим Ra 1,6 и немаловажным, является радиус
10мм, там шероховатость будет Ra
1,25. Скоба была выполнена в 2D и3D чертежах, смотри рисунок 5.4 и 5.5.
Так же при помощи программы подсчитаем массу скобы (рисунок 5.6).
Рисунок 5.4. 3D Модель скобы
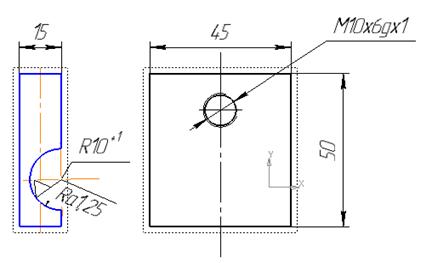
Рисунок 5.5. Скоба
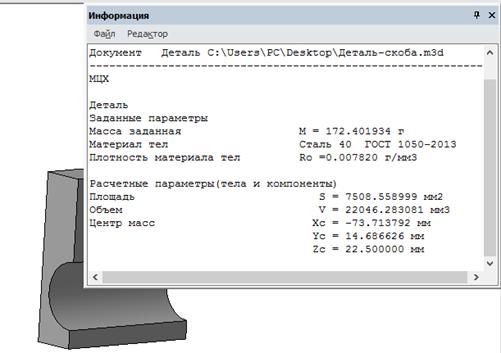
Рисунок 5.6. Информация о скобе
5.3 Проектирование сборки инструментальной многофункциональной системы
Выше написано, что при решении поставленных задач были приведены 3D модели деталей входящие в состав
инструментальной многофункциональной системы. Поэтому перейдём к самой сборной
конструкции. Сборка так же будет выполняться с помощью программы КОМПАС-3D V16. Для выполнения данной операции
мы начертили все нужные детали в 3D. На рисунке 5.7 представлена разнесенная сборка. На рисунке 5.8 -
представлена цельная сборка в трех видах: 1 - вид спереди; 2 - вид снизу; 3 -
вид сверху.
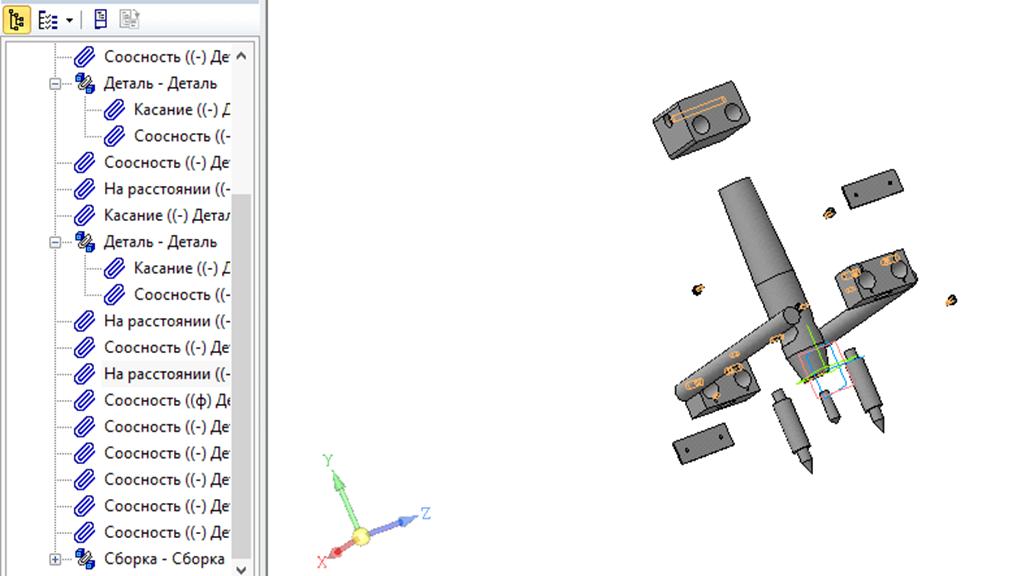
Рисунок 5.7. Разнесенная сборка
Если посмотреть внимательно на рисунки 5.7 и 5.8, то увидим, что модели
представлены разные. Так как в процессе работы было выполнено несколько моделей
и в процессе всей работы модели улучшались, и в конце выбрали более прочную,
качественную модель.
а)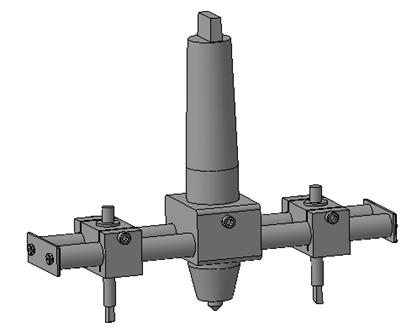
б)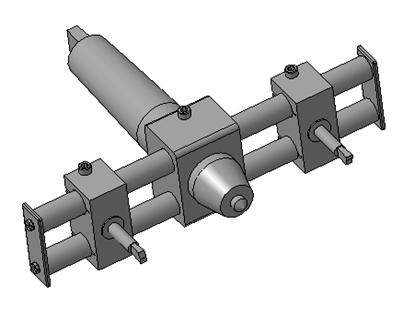
в)
Рисунок 5.8. Модель цельной сборки: а - вид спереди; б - вид снизу; в - вид сверху
6. Автоматизированное исследование напряженно-деформированного состояния
В анализе состояния вопроса мы описывали, что при взаимодействии с поверхностью резания на лезвие инструмента действуют силы. Основная сила, это динамическая, потом центробежная и сила трения.
Рассчитаем режим резания при токарной обработке на проход вала из стали 45 НВ 207; диаметр заготовки 80 мм, диаметр детали 72 мм, длина обработки 60 мм, обработка червовая, станок 16КЗОФЗ.
Выбираем для обработки резец, оснащенный квадратной неперетачиваемой пластиной из твердого сплава Т15К6 с углом в плане φ = 45°, радиусом вершины rв=1,2 мм.
Глубина резания t=(80 - 72)/2=4 мм.
Выбираем подачу для черновой обработки:
S= Sтабл∙Ks1∙Ks2∙Ks3∙Ks4= 0,60∙0,8∙1,0∙1,0∙1,0
= 0,48 мм/об (6.1)
где Sтабл- табличное значение подачи;
Ks1∙Ks2∙Ks3∙Ks4 - поправочные коэффициенты, учитывающие соответственно габариты станка, твердость обрабатываемого материала, вид обработки и радиус вершины.
Подачу S= 0,48 мм/об можно реализовать на станке, поскольку его привод подач бесступенчатый.
Определяем скорость:
V=VТабл∙Kv1∙Kv2∙Kv3∙Kv4∙Kv5∙Kv6=166∙1,0∙1,0∙1,0∙1,15∙1,0∙1,0
= 191 м/мин (6.2)
где VТабл- табличное значение скорости резания, м/мин;
Kv1... Kv6- поправочные коэффициенты, учитывающие соответственно влияние инструментального материала, свойств и твердости обрабатываемого материала, формы пластины, вида обработки и периода стойкости резца (в нашем случае принято Т=30 мин).
Тогда частота вращения шпинделя станка:
n=1000-191/(80π) = 760 об/мин (6.3)
Определяем мощность:
N=NТабл∙KN∙Kv1∙Kv2∙Kv3∙Kv4∙Kv5∙Kv6=9,8∙1,0∙1,0∙1,0∙1,0∙1,15∙1,0∙1,0=11,27кВт (6.4)
где NТабл- табличное значение мощности резания;
KN- поправочный коэф., учитывающий твердость стали.
В нашем случае Np =11,27 < 1,3∙22∙0,8 = 22,9 кВт.
Основное время при обработке вала
T0 = (5 + 60 + 2)/(760∙0,48) = 0,18 мин. (6.5)
Для расчета НДС нам нужно рассчитать предварительные силы резания Pz, Px, Py .
Pz=Cpz∙tx1∙Sy1∙HBn1∙Kp, H (6.6)