Материал: Разработка и анализ конструкции инструмента для кольцевого сверления
Новый инструмент получает
название «двухрезцовый инструмент для кольцевого резания».[4]
3. Анализ конструкции регулируемого двухрезцового инструмента для кольцевого резания
Для выбора оптимальных решений, при построении режущего двухрезцового инструмента, нам потребуется «Методика оценки конструкторской технологичности инструмента».
В информационном поиске нашли одну статью, которая должна быть ближе к нашим задачам:
Статья к.т.н. А.Г. Холодкова «Методика оценки технологичности конструкции изделия для условий автоматической сборки». В данной статье идет речь об упрощение конструкции за счет сокращения числа деталей. Цитата из данной статьи: «Технологичность конструкции изделия в изготовлении (производственная технологичность) определяют следующие основные показатели: трудоемкость т.ч. себестоимость С, руб. Дополнительными показателями являются коэффициенты, оценивающие: уровень стандартизации (Кст) и унификации (Кун); повторяемости (Кпов) изделий; наличие сборочных единиц (Ксб); методы, обеспечивающие точность замыкающего звена (Квз); уровень механизации и автоматизации сборки (Кмех; Кавт) и т.д.»
Вывод: в данной статье не описана методика, которая нам необходима.
Информационный поиск не выдал данные по рекомендации по оценке, выбору и применению инструмента для кольцевого резания. К сожалению, не нашли «Методика оценки конструкторской технологичности инструмента».
Свою разработку и анализ мы начнем с конструкции режущих элементов.
Режущая часть, относится к наиболее сложным элементам сверла, так как от точности изготовления рабочей части будет зависеть износ инструмента.
3.1 Конструкция режущего элемента
В регулируемом двухрезцовом инструменте для кольцевого резания используется два типа назначения режущего элемента:
. Режущий элемент, выполняющий функцию бокового (основного) сверла;
. Режущий элемент, выполняющий функцию центрального сверла.
На первом этапе мы рассмотрим конструкцию бокового (основного) сверла.
Главная задача режущего инструмента - обработка главного отверстия, наружные поверхности, вырезать диски, обрабатывать канавки или другие поверхности.
Отсюда следует, что режущий элемент должен быть разных форм, расположения главной режущей кромки и материала режущей части.
По форме головки разделяются: прямые, отогнутые и отрезные (рисунок 3.1).
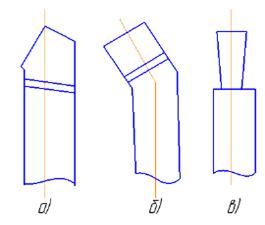
Рисунок 3.1. Классификация резцов по форме головки: а - резец с прямой
головкой; б - отогнутой головкой; в - отрезной головкой.
По многообразию обрабатываемых поверхностей:
проходных - для обтачивания наружных цилиндрических поверхностей (рисунки 3.2 а, б);
подрезных - для обработки плоских торцевых поверхностей (рисунок 3.2 г);
расточных - для растачивания сквозных и глухих отверстий, и обработки внутренних цилиндрических и плоских торцевых поверхностей (рисунки 3.2 д, е);
отрезных - для разрезания заготовок и отделения готовой детали (рисунок
3.2 в, ж);
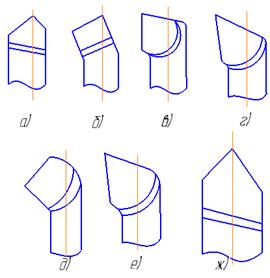
Рисунок 3.2 - Виды резцов по многообразие обрабатываемых поверхностей: а
- проходной; б - проходной; в - отрезной; г - подрезной; д -расточной; е - расточной;
ж - отрезной.
По материалу режущей части классифицируются на углеродистые, быстрорежущие, твердосплавные, минералокерамические, алмазные.
Углеродистые стали - характеризуются содержание вредных примесей, неметаллических включений.
Быстрорежущие стали это стали, которые сохраняют свою твердость до температуры 500-600°С.
Твердосплавные стали это спеченные порошковые материалы (карбиды, нитриды или карбонитриды).
Минеральные стали это природные кристаллические вещества с относительно постоянным составом и высоким уровнем свойств.
Алмазные стали это минерал, представляющий собой чистый углерод. Алмазы считаются самыми твердыми минералами, имеют высокую красностойкость и износостойкость, устойчивые до 800°С, когда наступает обугливание.[12] (см. п. 4)
Рассмотрев режущую часть резцов, начинаем разрабатывать формы стержня
резца. Форма стержня будет зависеть от того, как будем его закреплять в
каретке. Более практично и просто будет закреплять круглый стержень, так как их
не нужно центрировать. С помощью разрезной втулки выполненной конусом Морзе№2
(рисунок 3.3).


Рисунок 3.3. 3D модель разрезной
втулки
На рисунке 3.4. представлена модель стержня резца
Рисунок 3.4. 3D модель стержня
резца
Разобравшись с резцами и способом их крепления, мы плавно переходим к
основной части крепления резца - это каретка. Из более рациональных и простых
решений мы выбрали зажим с конусом, т.к. первоначально мы выбирали простой и
надежный способ крепления. Каретка тоже будет выполнять с конусом Морзе 2, так
чтобы мы смогли закрепить сам резец с зажимом так, чтобы он не выпал при
больших оборотах.
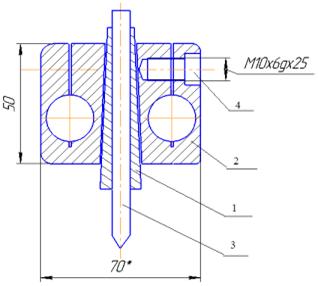
Рисунок 3.5. Закрепления режущего инструмента
3.2 Центрирующий элемент
Разработка центрирующего элемента на первоначальном этапе рассматривалась, как центрирующего, так и с возможностью обработки металла.
Форма режущей части такая же, что у режущего инструмента. Форма стержня
центрирующего элемента будет выполнена с конусом Морзе №1 (рисунок 3.6).
Рисунок 3.6. 3D центрируемого элемента с возможностью обработки
Далеко не всегда существует необходимость обрабатывать центральное отверстие. Следовательно, центрирующий элемент должен быть мобильным, иногда убираемым. Если центрирующий элемент работает, он не должен работать, как сверло, а как бы инструмент, который обеспечивает центрирование, но не выполняет иную обработку отверстия.
Разработка центрального элемента без выполнения обработки такое же, что с
обработкой. Стержень выполняется в виде конуса Морзе №1.При выполнении лезвий
делаем два лезвия, но без главного заднего и получаем не режущий инструмент
(рисунок 3.7).
На центрирующий элемент действуют значительные силы, за счет их он углубляется и создает центрирование инструмента.
Закрепляем центрирующий элемент во втулку, выполнено с отверстием конусом
Морзе №0 и с технологическим отверстием под штифт 8х65 ГОСТ 9464-79. Штифт нам
не обходим для того чтобы центрирующий элемент углублялся на определенную
глубину. На рисунке 3.8 представлена 3D модель втулки для центрирующего элемента.

Рисунок 3.8. 3D модель втулки
Центрирующий элемент установлен с помощью пружины с возможностью осевого перемещения, т.е. для компенсации усилий.
На рисунке 3.9 представлена пружина диаметром 12, с шагом 4.
Рисунок 3.9. 3D модель пружины
3.3 Конструкция корпуса с хвостовиком
При разработке хвостовика мы должны учитывать следующие факторы:
- на каком станке будет использоваться двухрезцовый инструмент для кольцевого резания,
- как он будет закрепляться в станке.
Разработанный двухрезцовый инструмент для кольцевого резания мы используем на сверлильном и расточном станке, крепящимся в сверлильный патроне.
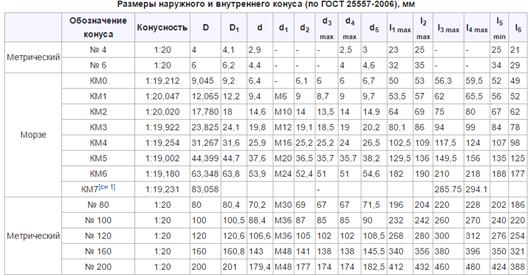
Следовательно, изготавливаем хвостовик - конус Морзе №3 без лапки.
Размеры представлены на рисунке 3.10.
Корпус двухрезцового инструмента для кольцевого резания можно изготовить из двух форм: круг и квадрат. Нам необходимо выбрать более рациональную, удобную и устойчивую к внешним и внутренним усилиям. Форма корпуса будет зависеть от траверс и от способа их крепления. Квадрат размером 45х45 очень подходит по способу крепления, но не удобен в расположении траверс и ослабевает сам корпус. Форма круга - наоборот. Отсюда следует, что заготовка первоначально цилиндрическая, затем срезаем гранями под квадрат. За счет этого получается, у корпуса предусмотрена усиленная часть для траверс.
К корпусу мы присоединяем поперечные траверсы, длина которых зависит от
диаметра сверления. Сверлить в корпусе отверстия - это не рациональное решение.
Поэтому в месте отверстий мы делаем лыски с радиусом траверс.
Таблица размеров конуса Морзе
В корпусе делаем отверстие для пружины, втулки с центрирующим элементом, паз для уплотнительной резинки (которая необходима для не попадания грязи внутрь) и технологическое отверстие в хвостовике.
Корпус двухрезцового инструмента для кольцевого резания изображен на рисунке 3.11.
Рисунок 3.11. 3D модель корпуса двухрезцового инструмента для кольцевого резания
3.4 Поперечные траверсы и каретка
Поперечная траверса - направляющая для перемещения и фиксации двух
кареток с режущими частями для кольцевого резания. Более рациональна и надежна
для поперечных траверс подходит форма круга, т.к. при возникновении крутящего
момента, траверса с сечением круга более практичная, чем квадрат (рисунок
3.12).

Рисунок 3.12. 3D
модель поперечная траверса
Траверсы разнесем на какое-то конструктивное рациональное расстояние
(рисунок 3.13). На направляющих установленны каретки с возможностью фиксации
положения. Для удобства настройки лучше на направляющих выполнить шкалу с
миллиметровым делением.
Рисунок 3.13. 3D модель начало сборки инструмента
Таким образом, до половины или можно настройку более точную выполнить по
поверхности, либо по приборам (по шаблонам). Траверсы прижимаются к основному
корпусу с помощью винтов М10-g6x18.58 ГОСТ7798-70(рисунок 3.14).
Рисунок 3.15. 3D
модель каретки
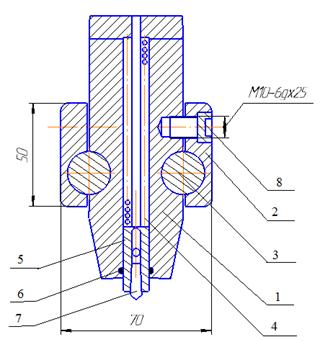
Рисунок 3.14. Эскиз крепления траверс к корпусу
На поперечной траверсе располагается каретка, в которую устанавливается инструмент (рисунок 3.15).
У каретки внутренняя сторона выполнена под конус Морзе№2, как у втулки зажимной. Закрепляется при помощи винта М10-g6x20.58 ГОСТ7798-70(рисунок 3.16).
Рисунок 3.16. 3D
модель винта
Резцы можно устанавливать для обработки наружных поверхностей, резцы для обработки внутренней поверхности, инструменты для торцевого резания, канавок, отрезной инструмент для вырезания листового материала (см. п.3.1).
Для большей жесткости добавляем к поперечным траверсам заглушки. Они
добавят жесткости для более стабильной работы этих траверс, чтобы они меньше
скручивались, чтобы они работали не поодиночке. Заглушки крепятся к траверсам
на винт М8-6gх14 ГОСТ (рисунок 3.17).
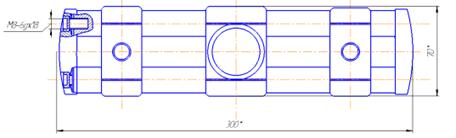
Рисунок 3.17. Эскиз поперечной траверсы и зажима
Определившись с конструкцией инструмента, начинаем проектировать его в
графическом редакторе «Компас 3D». На
рисунке 3.18.представлена 3D
модель двухрезцового инструмента для кольцевого резания.
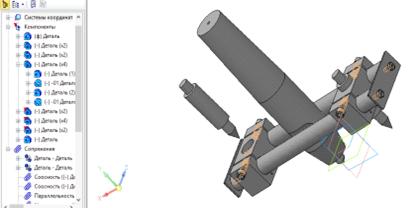
Рисунок 3.18. 3D
модели двухрезцового инструмента для кольцевого резания
4. Выбор материала
Материал для режущих инструментов должен быть: износостойким, теплостойким, обладать твердостью, прочностью при сжатии и сгибе, ударной вязкостью, красностойкостью, низкой слипаемостью, хорошей обрабатываемостью и низкой стоимостью.
Режимы обработки и обрабатываемый материал влияют на условия работы инструмента. Режущая кромка нагревается тем сильнее, чем выше скорость резания.
Твердость и теплостойкость инструмента оказывает влияние на его работоспособность при высоких скоростях обработки.[8]
Твердость является одним из наиболее важных показателей. Чем выше твердость режущей части, тем выше износостойкость. Инструментальные материалы имеют высокую твердость, они лучше шлифуются и сохраняют твердость при высоких скоростях резания.
На рисунке 4.1. изображена зависимость твердости материал для режущих
инструментов от температуры материала для режущих инструментов.
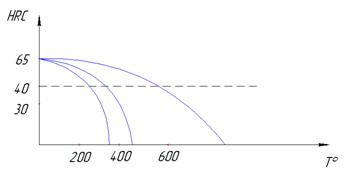
Рисунок 4.1. Зависимость твердости от температуры
Прочность материала для режущих инструментов указывает на стойкость. Недостаточная прочность приводит к преждевременному разрушению до наступления износа, особенно для инструментов работающего при больших динамических нагрузках.
Слипаемость - это свойство режущей кромки инструмента свариваться
с частицами обрабатываемого материала под действием высоких температур и удельных давлений. При этом качество обрабатываемой поверхности становится хуже, инструмент теряет свои режущие качества. [8]
По теплостойкости применяемые материалы подразделяют на следующие группы:
) углеродистые и низколегированные стали с теплостойкостью до 200°С;
) высоколегированные быстрорежущие стали с теплостойкостью до 600-640°С;
) твердые сплавы с теплостойкостью до 800-1000°С;
) сверхтвердые материалы с теплостойкостью до 200 °С.[9]
Разработанный инструмент «Балеринка» будет сборным инструментом. Учитывая все основные качества, которыми должен обладать материал для режущих инструментов, рассмотрим материалы для каждого элемента конструкции.
Основная часть в разработанном инструменте - это хвостовик конус Морзе по ГОСТ 2847-45 изготовим его из среднеуглеродистой улучшаемой стали, потому что эти стали содержат углерод в количестве 0,3-0,5% С. Они подвергаются полной закалке и высокому отпуску.
Стали с таким содержанием углерода имеют высокий запас прочности и вязкости. Их применяют для деталей, работающих при ударных нагрузках.
Чтобы получить высокую прочность надо получить одинаковую структуру по всему сечению. Поэтому основным требованием для этих сталей является хорошая прокаливаемость.
По прочности среднеуглеродистые стали разделяются на несколько категорий прочности. Категория прочности численно равна пределу текучести после закалки и высокого отпуска. [9]
Наиболее простыми и дешевыми сталями являются простые углеродистые стали 30, 40, 45 ( dкр = 15-25мм ) при охлаждении в воде. Они используются для неответственных деталей небольшого размера.
Вторая группа (dкр = 25-40мм при закалке в масло) марганцовистые
стали 40Г2, 40ХГТ, 50Г. Это, дешевые, стали. Их основной недостаток - крупнозернистость.
Третья группа - хромансили, т.е. стали содержащие хром, марганец, кремний (30ХГСА, 38ХС dкр до 70мм масло). Добавки легирующих элементов устраняют крупнозернистость. Эти стали имеют наилучший запас ударной вязкости, хорошую свариваемость, но недостаточно твердые.