Материал: Разработка и анализ конструкции инструмента для кольцевого сверления
Разработка и анализ конструкции инструмента для кольцевого сверления
Содержание
Введение
. Информационный обзор
.1 Общие сведения о кольцевом сверлении
.2 Инструменты для кольцевого сверления
.2.1 Спиральные сверла
.2.2 Перовые сверла
.2.3 Центральное сверло
.2.4 Сверло для кольцевого сверления
.2.5 Кольцевые (трепанирующие) головки
.2.6 Сверло-балеринка
. Анализ состояния вопроса
. Анализ конструкции регулируемого двухрезцового инструмента для кольцевого резания
.1 Конструкция режущего элемента
.2 Центрирующий элемент
.3 Конструкция корпуса с хвостовиком
.4 Поперечные траверсы и каретка
. Выбор материала
. Разработка конструкций инструментальной многофункциональной системы
.1 Проектирование корпуса для инструментальной многофункциональной системы
.2 Проектирование крепления траверс к корпусу
.3 Проектирование сборки инструментальной многофункциональной системы
. Автоматизированное исследование напряженно-деформированного состояния
. Технология изготовления инструмента инструментальной многофункциональной системы
.1 Разработка маршрута обработки изготовления детали
.2 Определение штучно-калькуляционного времени
.3 Описание оборудования для изготовления корпуса
Заключение
Апробация работы
Список использованных источников
Введение
Режущий инструмент появился, когда человек начал улучшать собственную работу. При формировании ремесленного производства появляются простые токарные и сверлильные инструменты. В конце XIX века появляются червячные фрезы, для нарезания зубчатых колес, протяжка и многие другие виды режущих инструментов. Высоко эффективность режущего инструмента находится зависимости от материала режущей части. Для возникновения новых инструментальных материалов потребовалось создать новые конструкции режущих инструментов. В России работал А.К. Нартов - современник Петра I, первым во всем мире изобрел суппорт, заменяющий руку токари. А.К.Нартов создал пять токарных станков с приводом при помощи колеса, для токарных и сверлильных работ, нарезания резьбы и т.д.[1]
Первые инструментальные заводы появились в СССР -1919 г. в Беларуси: Минский инструментальный завод, Кобринский инструментальный завод. Развитие современного оборудование в направление повышения качества и снижения металлоёмкости изделий, расширило состав и количество деталей машин сложной геометрической формы, изготовление которых осуществляется на дорогостоящих станках с дорогостоящими режущими инструментами.
В производстве и в способе изготовления инструмента, воздействуют не только на его стоимость и на качество, то есть на производительность и срок службы, так как на характеристики, от которых зависит уровень приведенных расходов в работе инструмента. Как показывает практика, конструкция инструмента и методы его изготовления и работы определяют степень расхода на выполнения данной операций по производству элемента собственного, социального и производственного назначения.
Сверление является одним из наиболее распространенных и изученных видов обработки. Сверление относится к сложным видам обработки, т.к. осуществляется несколькими лезвиями в замкнутом пространстве (т.е. является «несвободным резанием»). [2]
«Существует сложный, сборный инструмент, в состав которого входят большое количество деталей со сложной пространственной ориентацией. Появляется большое количество конструкционных составляющих, которые являются факторами, влияющими на эксплуатационные характеристики и конструкторско-технологическую эффективность» - пишет Москвина Т.В. в сборнике «Молодые исследователи - регионам». [3]
В данной работе перед нами поставленная задача: разработать и провести
анализ инструмент для кольцевой обработки, причем диаметр обработки должен быть
достаточно большим.
1. Информационный обзор
1.1 Общие сведения о кольцевом сверлении
Сверлением называется процесс образования отверстий в сплошном материале
режущим инструментом - сверлом. Сверление применяется: для получения не
ответственных отверстий, невысокой степени точности и невысокого класса
шероховатости, например под крепежные болты, заклепки, шпильки и т. д.
Рисунок 1.1. Кольцевое сверление: 1 - сердцевина детали (стержень), 2 - деталь,
3 - кольцевое сверло (резец)
Кольцевое сверление позволяет на станках получить отверстия диаметром 50 мм и более, не прибегая к рассверливанию. Кольцевое сверление осуществляют при помощи резцовых головок, имеющих полый корпус с закрепленными на нем резцами, расположенными диаметрально и равномерно по окружности. Число резцов четное - от 6 до 12 для головок диаметром 30 - 150 мм. При кольцевом сверлении в детали 2 (рисунок 1.1) вырезают резцами три канавки, а внутреннюю часть (сердцевину), оставшуюся в отверстии в виде стержня, выламывают. Стержень выламывают обычно не по всей длине отверстия сразу, а частями, по мере углубления головки. Глубина кольцевой выточки, необходимая для выламывания, зависит от диаметра отверстия.
Кольцевое сверление осуществляют при помощи резцовых головок, имеющих
полый корпус с закрепленными на нем резцами, расположенными диаметрально и
равномерно по окружности. Число резцов четное - от 6 до 12 для головок
диаметром 30 - 150 мм (рисунок 1.2) .
Рисунок 1.2. Вырезание отверстий в листовом металле: 1 - оправка, 2 - направляющие стержень, 3 - резцы, 4 - хвостовик, 5 деталь.
1.2 Инструменты для кольцевого сверления
Наиболее распространенным способом образования отверстий является сверление с помощью специального инструмента - сверла.
Сверло представляет собой режущий инструмент, который работает благодаря вращательным движениям резания и осевым движениям своей подачи. Назначение сверл известно практически всем, они предназначены для выполнения отверстий различного диаметра в сплошном слое разных материалов. [4]
1.2.1 Спиральные сверла
Они могут быть цельными, составными и сборными. Спиральное сверло
наиболее устойчивый инструмент, имеет пять режущих кромок и спиральную канавку
для эффективного отвода стружки из отверстий (рисунок 1.3). Угол завивки от 18
до 35°, элементы геометрии обычные. Изготавливают в разных размеров:
удлиненные, укороченные и нормальные. Рабочая часть прикрепляется к хвостовику
с помощью контактной сварки.

Рисунок 1.3. Спиральное сверло
1.2.2 Перовые сверла
Применяются для обработки хрупких материалов. Часто применяются на
станках ЧПУ. Закрепляется в патрон, шпиндель или используется как ручной
(рисунок 1.4).

Рисунок 1.4. Перовые сверла
1.2.3 Центральное сверло
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий (рисунок 1.5). Они бывают простые (рисунок 1.5, а), комбинированные (рисунок 1.5, б), комбинированные с предохранительным конусом (рисунок 1.5, в).
Простые спиральные сверла отличаются от обычных спиральных сверл только
меньшей длиной их рабочей части, так как ими производится сверление отверстий
небольшой длины. Они применяются при обработке высокопрочных материалов, в то
время как комбинированные сверла часто ломаются.
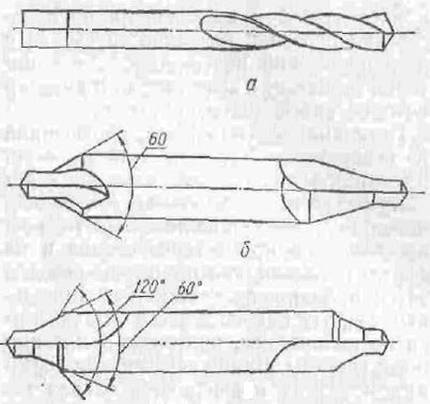
Рисунок 1.5. Сверла центровочные: а - простые; б - комбинированные; в -
комбинированные с предохранительным конусом.
Комбинированные сверла изготовляются двухсторонними и предназначены для
одновременной обработки как цилиндрической, а также и конической поверхностей
центрового отверстия. Это приводит к повышению производительности обработки.
Комбинированные сверла с предохранительным конусом позволяют обрабатывать не
только цилиндрическую и коническую поверхность центрового отверстия, но и
поверхность предохранительного конуса с углом при вершине, равным 120°. [5]
1.2.4 Сверло для кольцевого сверления
При обработке глубоких отверстий сравнительно больших диаметров
применяются сверла для кольцевого сверления (рисунок 1.6). Кольцевое сверло
представляет собой полый цилиндр, на торце которого закреплены режущие зубья,
число которых колеблется от трех до двенадцати.
Рисунок 1.6. Сверло для кольцевого сверления
На наружной поверхности кольцевого сверла прорезаны стружечные канавки, расширяющиеся к нерабочему торцу для облегчения удаления стружки.
При проектировании кольцевых сверл можно применять различные схемы резания: схему резания, обеспечивающую деление ширины резания; схему, обеспечивающую деление подачи и комбинированную схему. По схеме, обеспечивающей деление ширины резания, подача, приходящаяся на каждый зуб, равна подаче в целом на инструмент. Каждый зуб срезает стружку небольшой ширины, в совокупности же все зубья инструмента снимают полную ширину резания. Схема деления подачи обеспечивает срезание полной ширины резания каждым зубом инструмента. Благодаря этому значительно увеличивается подача на оборот инструмента в целом, которая равна произведению подачи на зуб на число зубьев. Однако условия работы инструмента, сконструированного по схеме деления подачи, затруднительны, так как при полной ширине резания стружка своими торцами соприкасается с боковыми поверхностями отверстия, что затрудняет ее отвод. Поэтому чаще всего используется комбинированная схема резания, когда происходит разделение и ширины реза и подачи между отдельными зубьями.
На работу инструмента влияют стружколомы или выкружки на передней поверхности зубьев, которые обеспечивают получение дробленной стружки с эффективным отводом ее из зоны резания. Отвод стружки при кольцевом сверлении происходит во взвешенном состоянии в потоке охлаждающей жидкости, подаваемой под давлением в зону резания.
Для глубокого кольцевого сверления рекомендуются следующие размеры выкружек: радиус выкружки берется в пределах (20 -:- 25),Sz высота (12-:-16)Sz, и длина (22-:-28)Sz, где Sz - величина подачи на зуб.
Надежным методом дробления стружки является кинематический, когда обработка ведется с принудительными вибрациями и обеспечивается прерывистое резание, что особенно оказывается эффективным при кольцевом сверлении легированных сталей и других материалов. Величины задних углов на режущих кромках выбираются небольшие порядка 3 - 5°, так как большие задние углы дают неплавное резание вначале работы инструмента. По мере затупления инструмента вибрации постепенно прекращаются.
Применение кольцевых сверл обеспечивает по сравнению со сплошным сверлением значительное повышение производительности труда. [6]
1.2.5 Кольцевые (трепанирующие) головки
Отверстия диаметром свыше 75 до 100мм целесообразно сверлить кольцевыми (трепанирующими) головками с оставлением центрального стержня, который удаляется после окончания сверления.
Кольцевые головки изготовляются с одним, тремя, четырьмя или шестью
отдельными ножами 1, вставляемыми в пустотелый корпус 2. Направление головки в
отверстии осуществляется с помощью направляющих планок 3. Головка с пустотелым
стеблем соединяется посредством прямоугольной резьбы. Охлаждающая жидкость
подводится в зазор, образуемый между стенками головки и стержнем детали,
получаемым в результате сверления.
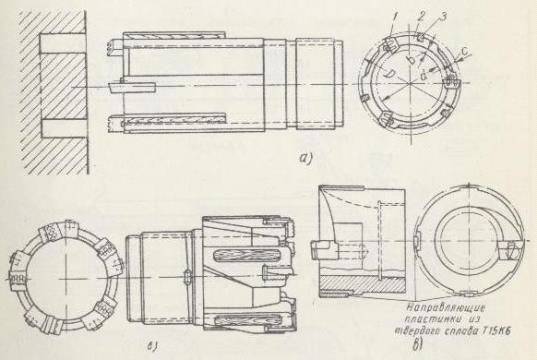
Рисунок 1.7. Сверла для глубокого кольцевого сверления: а - кольцевая головка; б - головка для глубокого кольцевого сверления со вставными ножами; в - головка, оснащенная твердым сплавом.
Качество материала у сверла - специальная высокопроизводительная быстрорежущая сталь с кобальтом [6].
1.2.6 Сверло-балеринка
В общем виде балеринка состоит из трех основных частей (рисунок 1.8). Это
цилиндрическое или копьевидное сверло, конец которого выполнен из
твердосплавного металла. Это сверло соединено с кронштейном и имеет возможность
двигаться в горизонтальной плоскости. Винт крепко фиксирует эти два элемента.
Для центровки в качестве главной оси использовано также сверло. Благодаря
подвижности наконечника сверлом - балеринкой можно делать отверстия разных
диаметров. Минус - одна режущая кромка, т.е. низкая производительность, данную
конструкцию сверла применяют только в деревообработке.

Рисунок 1.8 - Сверло-балеринка
2. Анализ состояния вопроса
Кольцевое сверление является сложным процессом несвободного резания. Лезвия инструмента с трех сторон (в осевом направлении и с двух боковых направлений) взаимодействуют с поверхностями резания. Возникает сложная динамическая система, в которой действуют три силы резания со стороны поверхностей резания, силы динамической природы (центробежные силы, силы трения).[3]
Для обработки материалов используются сложные сборные инструменты, состоящей из большого количества деталей со сложной пространственной ориентацией. Появляются большое количество конструкционных элементов, которые считаются причинами, влияющими на эксплуатационные свойства и конструкторско-технологическую эффективность.[7]
Например, лабиринтного уплотнения (рисунок 2.1).
Рисунок 2.1. Лабиринтное уплотнение
Обычно такие операции выполняются на токарном станке, за счет привода подачи, т.е. заготовку зажимают в патроне, а в резцедержателе необходимый резец. Вращая заготовку, подводим к ней инструмент и выполняем необходимую операцию (рисунок 2.2).
Недостатком данного способа, является, что резец создает неуравновешенную силу, за счет этого увеличивается погрешность.
На сверлильном станке - есть конечно расточные патроны с такой
регулировкой, но патрон более сложная конструкция, каждый резец работает в не
уравновешенном режиме, нагруженными посторонними силами, увеличивает
погрешность.
Рисунок 2.2. Обработка на токарном станке
При анализе состояния вопроса, в информационных источниках не было найдено такого инструмента, который выполнял данные операции без смены режущего инструмента за один установ инструмента.
Перед нами поставленная задача: создать универсальный переналаживаемый инструмент для кольцевой обработки с унифицированными элементами конструкции, причем диаметр обработки должен быть достаточно большим. Мы взяли диаметр обработки от ста до четырехсот миллиметров. Также инструмент должен обрабатывать отверстия, наружные поверхности, вырезать диски, обрабатывать канавки или другие поверхности.[3]
В качестве прототипа использовался инструмент «Балеринка» (рисунок 1.8). Применяется такое сверло для выполнения отверстий диаметром от 30 до 90 мм в кафельном покрытии. Сверло типа «Балеринка» имеет свое посадочное место, хвостовик цилиндрический, прямоугольный. Имеет боковую траверсу (скобу) с режущим элементом, не подвижный центрирующий элемент.
Существующая конструкция инструмента типа «балеринка» имеет серьезные недостатки:
ограничения в диаметре отрезаемого круга,
имеет сложную конструкцию с пониженной жесткостью, с плохими условиями теплоотвода,
обладает повышенной виброактивностью,
непереналаживаемые кольцевые сверла неудобны в эксплуатации, затруднена переточка их режущей части.
Приняли решение использовать инструмент типа «Балеринка», но оснащенными двумя режущими элементами (резцами), работающими по симметричной схеме.
В конструкции нового спроектированного инструмента следует отметить следующие решения:. Машинный хвостовик с конусом Морзе№3;. Сменный центрирующий режущий элемент;. Стабилизация осевой силы, действующей на центрирующий элемент, с помощью пружины.. Поперечная траверса (в виде двух стержней круглого сечения), которая является направляющей для перемещения и фиксации двух кареток с режущими частями для кольцевого резания.. Сменные режущие элементы для кольцевого резания, которые выполнены в виде резцов с цилиндрическим хвостовиком и лезвиями разной формы.