Материал: Разработка целлюлозно-композиционного материала с холодносвариваемым покрытием
3. Меловальное покрытие
.1 Компонентный состав меловальной
суспензии
Меловальная суспензия содержит следующие компоненты:
каолин;
карбонат кальция;
акрилатный латекс;КМЦ;(диспергатор);
антивспениватель;
пластификатор
сшивающий агент;
вода.
Расчет состава меловальной суспензии
Исходные данные для расчета:
Концентрация меловальной суспензии - 60 %
Вес бумаги-основы для мелования - 70 г/м2.
Вес мелованной бумаги - 85 г/м2.
Вес меловального слоя - 15 г. а.с.в/м2.
Количество метров квадратных в тонне продукции:
![]()
Таблица 4. Состав меловальной суспензии для мелования
|
Компоненты |
Назначение |
Вес. ч. |
Масса а.с.в., кг |
Содержание сухого вещества, % |
|
|
Карбонат кальция |
пигмент |
65 |
114,7 |
70 |
163,9 |
|
Каолин |
пигмент |
35 |
61,8 |
70 |
88,3 |
|
Латекс |
связующее |
15 |
26,5 |
50 |
53,0 |
|
Na-КМЦ |
со-связующее |
1 |
1,8 |
10 |
17,7 |
|
Coatex |
диспергатор |
0,7 |
1,3 |
43 |
2,9 |
|
Антивспениватель |
0,02 |
0,04 |
100 |
0,04 |
|
|
Пластификатор |
5 |
8,8 |
100 |
8,8 |
|
Необходимое количество суспензии на
тонну продукции:
![]()
Количество загружаемого товарного
карбоната кальция:
![]()
Количество загружаемого товарного
каолина:
![]()
Количество товарного латекса:
![]()
Количество товарной Na-КМЦ:
![]()
Количество товарного диспергатора:
![]()
Количество товарного антивспенивателя:
![]()
Количество товарного пластификатора:
![]()
Количество воды, необходимое для приготовления суспензии концентрацией 60%:

Результаты расчета состава
меловальной суспензии представлены в таблице 4.
.2 Приготовление меловальной
суспензии
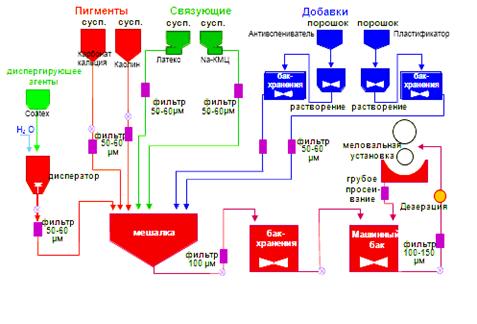
Рис. 3. Схема приготовление
меловальной суспензии
.3 Узел нанесения меловального
покрытия
Узел нанесения покрытия на бумагу обеспечивает дозирование, нанесение и разравнивание жидкой системы с последующим ее отверждением. Метод нанесения покрытия определяется особенностями получаемой продукции и реологическими свойствами используемой системы.
Концентрация меловальной суспензии составляет 60%. Масса наносимого покрытия составляет 15 г/м2.
В соответствии с рассмотренными критериями выбирается принцип нанесения покрытия и намечаются конструктивные особенности оборудования и параметры процесса. В зависимости от содержания сухих веществ в меловальной суспензии, количества наносимого пленкообразующего раствора выбирается нанесение с избытком, удаляемым впоследствии с помощью специальных устройств - шаберов.
При удалении избытка нанесенного вещества, в свою очередь, могут применяться различные решения, обеспечивающие равномерность толщины композиционного материала (гибкий шабер).
Шаберный способ нанесения покрытий основан на удалении с поверхности бумаги избытка покровной массы при помощи шабера. Перед шаберным устройством покровная масса в избытке наносится на бумажное полотно, проходящее через валиковую систему или через ванну с покровной смесью. Шаберные устройства позволяют наносить покрытия при скорости бумажного полотна до 1500 м/мин. В точке контакта шабера с бумагой бумажное полотно чаще всего находится на опорной поверхности (обычно на опорном валу), что позволяет, меняя силу прижима шабера, варьировать массу наносимого покрытия. При использовании шаберных систем осуществляются такие основные процессы, как выравнивание (разравнивание) покрытия, частичное вдавливание покровной массы в капиллярно-пористую структуру бумаги, удаление избытка покровной массы с поверхности бумаги.
Гибкий шабер (лезвие) представляет
собой тонкую (0,2…0,3 мм) гибкую пластину, изготовленную из высококачественной
стали. Гибкий шабер может сочетаться с различными видами устройств, подающих
покровную массу, и может являться одной из стенок ванны, в которой находится
покровная масса, и т. д. Так, в лотковом устройстве (рис. 4) огибающая опорный
вал бумага-основа образует одну сторону лотка, в котором находится покровная
паста, а гибкий шабер образует днище лотка, снимая с полотна, выходящего из
нижней части лотка, избыток покровной пасты. Устройство с гибким шабером
наносит очень гладкий слой на поверхность бумаги. Ввиду отсутствия вращающихся
валиков нет разбрызгивания кроющей дисперсии или раствора.[6]
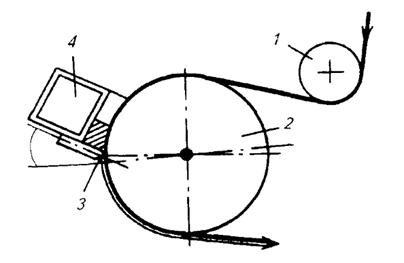
- бумаговедущий валик; 2 - опорный
вал; 3 - лезвие шабера; 4 - меловальное устройство
4. Нанесение
холодносвариваемого покрытия на оборотную сторону КМ
В отличии от нанесения меловального покрытия, холодносвариваемое покрытие наносится с помощью воздушного шабера на обратную сторону КМ. Концентрация наносимой дисперсии латексов 30%. Вес наносимого покрытия - 10 г/м2.
Воздушный шабер (рис. 5.) работает по принципу удаления избытка покровной массы с полотна бумаги под действием струи воздуха, выходящей из щелевого сопла. В настоящее время установки с воздушным шабером имеют ширину до 6500 мм и работают при скоростях нанесения до 860 м/мин, масса наносимого покрытия может варьироваться от 5 до 30 г/см2.
В зависимости от профиля воздушной струи, взаимодействующей с полотном бумаги, воздушный шабер может работать в режиме воздушного ножа или воздушной щетки. Воздушный нож работает при давлении до 100 кПа; направляемый поток воздуха, подаваемый под острым углом к поверхности полотна, снимает избыток покровной массы и одновременно разравнивает нанесенное покрытие. Воздушная щетка работает под меньшим давлением (25…35 кПа), причем воздух подается перпендикулярно поверхности бумажного полотна.
Покровная масса с избытком наносится на бумажное полотно купающимся валиком, имеющим плавную (бесступенчатую) регулировку частоты вращения. Угол охвата бумагой валика может меняться за счет вертикального перемещения валиков. Затем бумажное полотно огибает опорный вал. На поверхность бумаги, находящейся на опорном валу, подается струя воздуха из воздушного шабера, сдувающая избыток покровной суспензии в приемный лоток-инжектор. При рабочей скорости более 120 м/мин осуществляют предварительную дозировку с помощью роль-ракеля, работающего в сочетании с прижимным валиком.
К торцам воздушного шабера 1 с двух сторон от компрессора подается сжатый воздух, проходящий систему регулирования давления. В лотке-инжекторе с помощью отводящих патрубков создается разряжение. Пройдя сепаратор, отработанный воздух с помощью вентилятора выбрасывается в атмосферу. Покровная масса из лоткаинжектора вновь подается в циркуляционную систему.
Основными недостатками воздушного
шабера являются возможность использования только низкоконцентрированных
(35...40 %) покровных композиций с низкой вязкостью, малая скорость нанесения
покрытия, низкие гладкость и глянец покрытия.[6]
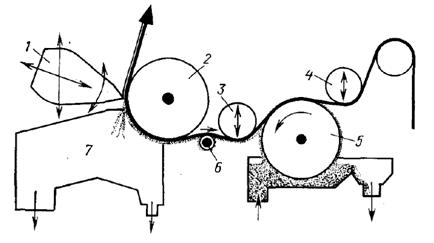
Рис. 5. Схема нанесения покрытия воздушным шабером:
- воздушный шабер; 2 - опорный вал;
3, 4 - вертикальные валики; 5 - купающийся валик; 6 - роль-ракель; 7 -
лоток-инжектор
5. Принципиальная
технологическая схема получения ЦКМ и изготовления упаковки

Рис. 6. Принципиальная
технологическая схема получения КМ и изготовления упаковки
Заключение
Рассмотрены основные этапы получения целлюлозно-композиционного материала с холодносвариваемым покрытием. Получено представление о меловальных композициях, их составах и способах нанесения. Уделено внимание холодносвариаемому покрытию.
Комплексный анализ свойств готового
ЦКМ представлен в таблице. 5.
Таблица 5.
|
Наименование показателя |
Единица измерения |
Значение |
|
Масса 1 м2 Бумага-основа Меловальное покрытие Холодносвариваемое покрытие |
г |
95 70 15 10 |
|
Толщена |
мкм |
70 |
|
Разрушающее усилие - в машинном направлении - в поперечном направлении |
кг |
7,5-8,4 3,7-4,3 |
|
Белизна |
% (ISO) |
96< |
|
Лоск |
% |
8 |
|
Гладкость (Лицевая сторона) PPS 10, ISO 8791 |
мкм |
0,5 |
|
Гладкость (Лицевая сторона) Bendtsen, ISO 8791 |
мл/мин |
10 |
|
Прочность сварного шва |
г/см |
0,26-0,34 |
|
Влажность |
% |
6,0 |
Библиографический список
1. Упаковочные материалы на бумажной основе. [Электронный ресурс] // Сайт компании ОАО «Компания Славич», 2011. Режим доступа: http://www.slavich.ru/?id=16, свободный. - Загл. с экрана. (09.12.2014)
. Технология бумаги. 3 издание. С.Н. Иванов. Москва 2006. 695 с.
. Упаковочная холодносвариваемая бумага. Патент SU 1090778 Г.Н. Абакина, Д.М. Бойко, Е.И. Бойченко, В.С. Соловьева, И.Г. Хазанович Дата опубликования 07.05.1984. 6 с.
. Упаковочная холодносвариваемая бумага. 947251 Г.Н. Абакина, Д.М. Бойко, Е.И. Бойченко, В.С. Соловьева, И.Г. Хазанович Дата опубликования 30.07.1982 4 с.
. ТЕХНОЛОГИЯ УПАКОВОЧНОГО ПРОИЗВОДСТВА. М.В. Коваленко. 2009. 195 с.
. Технология, обработка и переработка бумаги и картона. Вураско А.В., Агеев А.Я., Агеев М.А. учеб. пособие. Екатеринбург: Урал. гос. лесотехн. ун-т, 2011. 272 с.
. Фляте Д. М., Свойства бумаги, 2 изд., М., 1986.