Материал: Разработка целлюлозно-композиционного материала с холодносвариваемым покрытием
О количестве наполнителей в бумаге судят по ее зольности. Зная естественную зольность волокна и потерю при прокаливании минерального наполнителя в процессе озоления бумаги, нетрудно подсчитать количество наполнителя, содержащегося в бумаге. Для большинства наполнителей, кроме мела, истинное их содержание в бумаге мало отличается от значения ее зольности.
По содержанию наполнителей все виды бумаги условно можно разбить на четыре группы: бумага с естественной зольностью волокна (т. е. без наполнителей), малозольная, с содержанием золы до 5%, средней зольности (до 12-15% золы) и высокозольная бумага, с содержанием золы выше 15%.
Минеральные наполнители оказывают
влияние на многие свойства бумаги: толщину, объемный вес, впитывающую
способность, воздухопроницаемость, деформацию, гладкость и лоск, белизну,
непрозрачность, механическую прочность, степень проклейки и пр. Степень влияния
на эти показатели зависит от вида и количества вводимых наполнителей.[2]
.1.2 Меловальная суспензия
Для придания бумаге специальных свойств на ее поверхность наносят покровный слой, состоящий из минеральных пигментов, клеящих веществ, восковых эмульсий, смол и других органических веществ в зависимости от назначения бумаги. Такие окрашенные с поверхности виды бумаги применяются для книжной и журнальной продукции, для обоев, фотобумаги, гранитоля, клеенок, декоративных изделий и упаковки. Покровные слои наносятся на бумагу на специальных бумагокрасильных машинах с одной или с двух сторон. Обычно покровную массу наносят на поверхность бумаги валиками, щеточным или шаберным устройством, затем бумагу высушивают в потоке теплого воздуха и каландрируют.
В композицию меловалыюй суспензии входят пигменты, составляющие наибольшую часть сухого покрытия (70-90 % от веса,сухих веществ), полимеры связующие и технологические добавки такие, как диспергаторы, сшивающие агенты, пластификаторы, пеногасители, аитивспениватели и др.
Пигменты - мелкодисперсные неорганические вещества нерастворимые в воде. Они вводятся в покрытия для придания бумаге или картону гладкой поверхности, белизны, непрозрачности и хороших печатных свойств. При необходимости они могут обеспечивать такие свойства покрытия как высоколощеную или матовую отделку, цвет или оттенок, непроницаемость для тех или иных красок и лаков.
Наиболее часто применяемые белые пигменты: каолин, карбонат кальция, тальк, бланфикс, сатинвейс, диоксид титана, цинковые пигменты и др. Выбор пигмента определятся как качеством готовой продукции, так и видом наносящею устройства, которое предъявляет определенные требования к концентрации и вязкотекучим свойствам меловальных суспензий. Однако, пигмент одного вида не может обеспечить весь комплекс требуемых печатных и оптических свойств, поэтому в композиций используется смесь пигментов. Например, для повышения белизны и считывающей способности к одному пигменту каолину добавляют мел, для повышения непрозрачности диоксид титана, для повышения белизны сатинвейс или бланфикс.
Полимеры связующие являются вторым основным компонентом меловальной суспензии и составляют 5-25 % массы покрытия. Назначение связующего состоит в том, чтобы связать частицы пигмента друг с другом в сухом покровном слое и обеспечить прочное соединение с бумагой-основой. Вид связующего, количество его но отношению к пигментам и характер его распределения в покровном слое регулирует поглощение печатных красок. Кроме того, связующее служит носителем пигментов, способствует удержанию их во взвешенном состоянии, определяет вязкотекучие свойства суспензии и регулирует ее водоудерживаемость.
Связующее оказывает влияние на следующие свойства мелованной продукции: лоск, белизну, непрозрачность, эластичность, впитываемость печатной краски, сопротивляемость выщипыванию, водоустойчивость, структуру покрытия. Идеальное связующее должно иметь низкую стоимость, хорошую адгезию к частицам пигмента и волокнистой основе, низкий удельный вес и показатель преломления, хорошую диспергирующую способность в отношении пигментов. Связующее должно подвергаться процессу сшивки, быть светоустойчивым и сохранять высокую белизну после сушки, давать стабильные во времени покровные суспензии, быть устойчивым к воздействию бактерий, грибков и насекомых, не образовывать пены.
В качестве связующих наиболее часто используют казеин, крахмал (природный и модифицированный), водорастворимые эфиры целлюлозы, поливиниловый спирт, различные латексы и др.
Высокие требования, предъявляемые к связующим веществам не могут быть обеспечены при применении одно связующего. Хорошие результаты получаются при совместном применении натуральных и синтетических связующих, причем доля последних составляет от 50 % до 90 %.[2]
Основные характеристики и свойства
пигментов приведены в таблицах 1 и 2.
Таблица 1. Основные характеристики пигментов
|
Пигмент |
Химическая формула |
Средний размер частиц мк |
Форма частиц |
Твердость |
Плотность г/см3 |
Индекс преломления |
Белизна |
|||||||
|
Каолин |
Al4(Si4O10)(OH)8 |
0,3-5,0 |
пластинчатая |
1-3 |
2,7 |
1,56 |
70-90 |
|||||||
|
GCC |
CaCОЗ MgCO3(2-3 %) |
0,7-2,0 |
ромбоэдрическая |
1-3 |
2,7 |
1,56- 1,65 |
60-97 |
|||||||
|
Тальк |
Mg3(Si4O10)(OH)2 |
0,3-5,0 |
пластинчатая |
1 |
2,7 |
1,57 |
70-90 |
|||||||
|
Гипс |
CaS04 2Н20 |
0,2-2,0 |
округлая |
|
2,3 |
1,52 |
92-94 |
|||||||
|
TiO2 Анатаз Рутил |
ТiО2 |
0,2-0,5 0,2-0,5 |
столбчатая округлая |
4 |
3,9- 4,2 |
2,55- 2,70 |
98-99 97-98 |
|||||||
|
РСС |
СаСОЗ |
0,1-2,0 |
различная |
1 |
2,7 |
1,59 |
92-98 |
|||||||
|
Кальц. каолин |
Аl2ОЗ 2SiO2 |
0,7 |
Агрегированные пластины |
2 |
2,7 |
1,56 |
89-93 |
Аl(ОН)3 |
0,2-2,0 |
пластинчатая |
1 |
2,4 |
1,57 |
98-100 |
Таблица 2. Преимущества и недостатки различных пигментов
|
Пигмент |
Преимущества |
Недостатки |
|
Каолин (тонкий) |
Лоск, гладкость, быстрое высыхание краски |
Белизна, реология, цена |
|
Каолин (пластинчатый) |
Непрозрачность, гладкость, лоск краски, глубокая печать |
Белизна, реология, низкая концентрация суспензии, лоск. |
|
Кальцинированный |
Белизна, непрозрачность |
Реология, высокий расход связующего |
|
GCC обычный |
Белизна, реология, высокая концентрация суспензии, низкий расход связующего, доступность |
Непрозрачность, глубокая печать |
|
GCC (С крутой кривой распределения) |
Белизна, непрозрачность, адсорбция краски, реология |
Низкая концентрация суспензии. |
|
РСС |
Белизна, непрозрачность, адсорбция краски |
Низкая концентрация суспензии, |
|
Тальк |
Глубокая печать, гладкость, низкая абразионость |
Белизна, непрозрачность, реология, офсетная печать, лоск. |
|
Диоксид титана |
Непрозрачность, белизна |
Цене, абразионость, высокий |
|
Органические пигменты |
Лоск, пухлость, непрозрачность |
Реология, цена. |
Как уже было сказано, основной
компонент меловальной суспензии - это пигмент или их сочетание. Остальные
компоненты подбираются в зависимости от основного.
.1.3 Покрытие
Состав покрытия принимается на основе патента упаковочной холодносвариваемой бумаги (Патент SU 1090778). Она состоит из бумаги-основы и одностороннего покрытия на основе клея холодной сварки. Предназначена для склеивания упаковки под давлением без нагрева. Одностороннее покрытие представляет из себя смесь синтетических каучуков и специальных добавок.
Руководствуясь представленным патентом, принимается следующая рецептура: цис-1,4-полиизопреновый и бутадиенкарбоксилатный латексы, с целью снижения поверхностной липкости покрытия и снижения себестоимости бумаги, покрытие дополнительно содержит минеральный наполнитель.
Соотношении компонентов покрытия, мас. %:
цис-1,4-Полиизопреновый латекс 33-42
Бутадиенкарбоксилатный латекс 33-42
Минеральный наполнитель 16-34.
Бумага-основа и покрытие взяты при следующем соотношении, мас. %:
Бумага-основа 90-95
Покрытие 5-10
Латексы - коллоидные водные дисперсии полимеров с диаметром частиц 50-300 нм, стабилизированные ПАВ, содержащими гидратирующие группы.
Поверхностная липкость покрытия
является одним из основных показателей качества холодносвариваемой бумаги. Этот
показатель прогнозирует поведение бумаги в процессе её хранения в рулоне с
точки зрения возможности слипания смежных слоев, в результате чего бумага
становится непригодной для использования. Использование минерального
наполнителя практически исключает явление слипаемости бумаги в рулонах.[3,4]
.2 Используемый способ печати
Упаковка таблеток в "стрипы" бумагой с холодносвариваемым покрытием в настоящее время не имеет столь широкого распространения. Для обеспечения необходимых объемов и качества печати выбирается офсетный способ.
В офсетной печати печатающие и
пробельные элементы печатной формы лежат в одной плоскости. Печатающие элементы
обладают гидрофобными свойствами, т.е. способностью отталкивания воды, и
одновременно олеофильными свойствами, позволяющими им воспринимать краску. В то
же время пробельные (непечатающие) элементы печатной формы, наоборот, имеют
гидрофильные и в то же время олеофобные свойства, благодаря чему они
воспринимают воду и отталкивают краску. Этот процесс происходит в результате
физических явлений на поверхности раздела сред (рис.1).
Рис. 1. Офсетная печать (способ плоской печати):
а) принцип нанесения краски на форму;
б) компоненты печатного аппарата
Перед печатью пробельные участки печатной формы покрываются тонким слоем увлажняющей жидкости. Этот раствор (состоящий из воды и вспомогательных добавок) равномерно распределяется увлажняющими валиками. Для хорошего смачивания пробельных элементов формы требуется уменьшение сил поверхностного натяжения путем добавления в увлажняющий раствор специальных веществ. Слишком сильное уменьшение поверхностного натяжения может в пределе приводить к образованию эмульсии печатной краски и увлажняющего раствора. Точного их разделения при нанесении краски на печатную форму в этом случае не произойдет.
Правильное осуществление офсетного печатного процесса зависит от многих физико-химических явлений, связанных с материалами и компонентами, принимающими участие в нем.
Влияние запечатываемого материала
определяется свойствами запечатываемого материала (гладкость, впитывающая
способность, смачиваемость), величиной рН запечатываемого материала, печатными
свойства (деформация при натяжении, выщипывание, прочность на разрыв).[5]
.3 Схема материала
Данный материал в настоящее время используется для упаковки таблетированных форм, такая упаковка называется "стрип". В основном так упаковывают дешевые препараты и, соответственно, упаковка не должна быть дорогой. Материал состоит из трех слоев:
. Бумага-основа. К ней не предъявляется строгих требований по прочностным показателям. Она должна быть подходящей для нанесения меловального покрытия и печати с одной стороны и для нанесения клея холодной сварки с другой.
. Меловальный слой для обеспечения качества печати и товарного вида.
. Слой холодносвариваемого покрытия
обеспечивает соединение двух листов материала с упакованными между ними
таблетками. Так же этот слой обеспечивает механические и барьерные свойства.
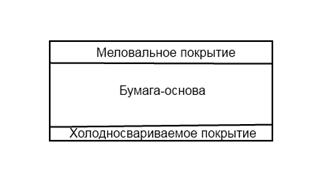
Рис. 2. Схема ЦКМ
2. Составление композиции
бумаги-основы
.1 Показатели качества бумаги-основы для нанесения покрытий
Свойства бумаги оценивают рядом показателей: масса 1 м2, толщина, влажность, впитывающая способность, разрушающие усилие, белизна, гладкость.
Требуемые для каждого вида бумаги
свойства обеспечиваются выбором соответствующих полуфабрикатов, их обработкой и
введением в состав бумаги проклеивающих, связывающих, наполняющих, красящих
веществ, наклеиванием на поверхность бумаги полимерных пленок.
.2 Составление композиции
Бумага-основа содержит хвойную сульфатную беленую целлюлозу и хвойную сульфитную беленую целлюлозу, что обеспечивает высокие прочностные показатели, например, разрывная длина 5500 м, а также достаточную белизну. [4]
Минеральный наполнитель каолин вводится в небольших количествах в основном для увеличения светонепроницаемости и гладкости.
Проклеивающие компоненты: канифольный клей, квасцы, поливиниловый спирт.
Цель проклейки бумаги канифольным клеем (смоляной проклейки) заключается в том, чтобы снизить ее впитывающую способность по отношению к воде и водным растворам и сделать пригодной для печати офсетным способом.
Для осаждения смоляного клея и закрепления его на волокне применяются алюминиево-калиевые или алюминиево-аммонийные квасцы.
Поливиниловый спирт добавляется в качестве связующего, он также улучшает газо-, жиро-, водонепроницаемость.
Содержание компонентов, мас. %:
Беленая хвойная сульфатная целлюлоза 67-70
Беленая хвойная сульфитная целлюлоза 10-15
Каолин 3-5
Канифольный клей 2-3
Квасцы 4-6
Поливиниловый спирт 2-4
Размол волокнистых полуфабрикатов производят в размалывающей аппаратуре до 30-40º ШР. В размолотую волокнистую массу вводят минеральные вещества в количестве, обеспечивающем достижение зольности бумаги 4%, степени проклейки 1,75-2 мм.
Отлив бумажного полотна осуществляют
на бумагоделательной машине, в сушильной части которой смонтирован клеильный
пресс. Бумажное полотно влажностью 12-15% поступает на клеильный пресс, где его
подвергают пропитке водным раствором поливинилового спирта концентрацией 5%.
Готовую бумагу-основу каландрируют до гладкости 130 с. Основные показатели
бумаги-основы представлены в таблице 3.
Таблица 3. Основные показатели качества бумаги-основы для нанесения латексных покрытий
|
Наименование показателя |
Единица измерения |
Значение |
|
Масса 1 м2 |
г |
70±3 |
|
Разрушающее усилие - в машинном направлении - в поперечном направлении |
Н |
не менее 50 не менее 25 |
|
Белизна |
% (ISO) |
80 |
|
Зольность |
% |
4 |
|
Плотность |
г/см3 |
0,9 |
|
Впитываемость по Кобб60 |
г/м2 |
25 |
|
Гладкость |
с |
130 |
|
Влажность |
% |
6,0 |