Материал: Расчет посадок и параметров зубчатого колеса
Кривая вероятностей натягов и зазоров посадки:
![]()
ω = σN,S= 6∙4,99 = 29,94
Диапазон рассеяния зазоров и натягов. Вероятность получения натягов в соединении: 0,7+0,2580 = 0,96 или 96%.
Вероятность получения зазоров соединении:
-0,4 = 0,4 или 4%.
Предельные значения натягов и зазоров:
Smax =3σN,S -3,5 = 14,97-3,5 = 11,47;max =3σN,S -3,5= 14,97+3,5 = 18,47
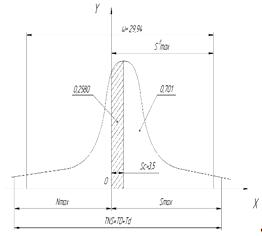
Рис.2
- Кривая вероятностей натягов и зазоров посадки ![]()
1.3 Посадка подшипника качения
Выбор посадок зависит от вида нагружения колец подшипника. Определяем виды нагружения.
По условию работы узла внутреннее кольцо подшипника имеет циркуляционное нагружение, наружное - местное.
Принимаем класс точности 0 и лёгкую серию, по которой в зависимости от диаметров d = 45 мм, D = 85 мм определяем ширину кольца В = 19 мм и r = 2 мм. (ГОСТ 8328-75, таблица 3)
Определяем виды нагружения колец подшипника. Вращается вал 7, внутренняя обойма подшипника вращается вместе с валом и воспринимает радиальную нагрузку последовательно всей окружностью дорожки качения. Следовательно, нагружение внутренней обоймы циркуляционное. Наружная обойма подшипника монтируется в неподвижный корпус и воспринимает постоянную по направлению радиальную нагрузку лишь ограниченным участком дорожки качения. Нагружение наружной обоймы местное.
) Для циркуляционного нагруженного кольца подшипника посадку
выбирают по интенсивности радиальной нагрузки на посадочной поверхности:
РR
= ![]() , где
, где
![]() -
радиальная реакция опоры на подшипник(задано по условию); R=
4000 Н;
-
радиальная реакция опоры на подшипник(задано по условию); R=
4000 Н;
![]() -рабочая
ширина посадочной поверхности кольца подшипника за вычетом фасок;
-рабочая
ширина посадочной поверхности кольца подшипника за вычетом фасок; ![]() = В-2r = 19-1∙2 = 17 мм;
= В-2r = 19-1∙2 = 17 мм;
![]() -динамический
коэффициент посадки,
-динамический
коэффициент посадки, ![]() = 1;
= 1;
![]() -коэффициент,
учитывающий степень ослабления посадочного натяга,
-коэффициент,
учитывающий степень ослабления посадочного натяга, ![]() =1;
=1;
![]() -коэффициент
неравномерности распределения радиальной нагрузки,
-коэффициент
неравномерности распределения радиальной нагрузки, ![]() =1;
=1;
РR
= ![]() Н/мм
Н/мм
Номер квалитета зависит от класса точности подшипника, при посадке на вал, если подшипник 0, 6 класса, то вал IT6, следовательно «k6»
2) Для циркулярно нагруженного кольца - отклонение «N», квалитет- IT7, следовательно «N7»
Проставляем
посадки: ø45 ![]() ; ø85
; ø85![]() .
.
3) Для построения схемы расположения полей допусков находим отклонения наружного и внутреннего колец подшипника по ГОСТ 520-71. Отклонения вала и отверстия корпуса находим из таблиц ГОСТ 25347-82, найденные отклонения наносим на схему.
Схема полей допусков для детали 14:
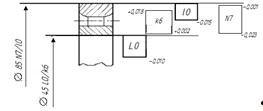
Рис.3 - Схемы расположения полей допусков подшипника, вала и корпуса.
2. РАСЧЕТ КАЛИБРОВ
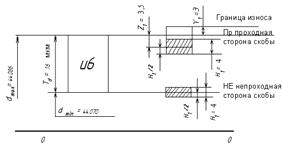
.1 Расчет исполнительных размеров гладкого калибра-скобы для детали 5
По ГОСТ 25347-82 определим верхнее и нижнее отклонение вала:
Ø44 u6 верхнее отклонение вала es=+0,086 мм;
нижнее отклонение вала ei=+0,070 мм;
Наибольший предельный размер вала dmax , мм:
![]() , (2.1)
, (2.1)
![]() мм.
мм.
Наименьший
предельный размер вала dmin, мм:
![]() , (2.2)
, (2.2)
![]() мм. По
таблице 2 ГОСТ 24853-81 определяем:
мм. По
таблице 2 ГОСТ 24853-81 определяем:
Z, Z1 = 0,0035- отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера вала;
Н, Н1 = 0,004 - допуск на изготовление калибров для вала;
Y, Y1 = 0,003- допустимый вход размера изношенного проходного калибра для вала за границу поля допуска изделия.
Определяем исполнительные размеры калибра:
Наименьший предельный размер проходной стороны калибра-скобы dminПР, мм:
dminПР = dmax- Z1 - ![]() ; (2.3)
; (2.3)
dminПР = (44,086-0,0035-0,002)+ 0,004 = 44,0805 +0,004 мм.
Наименьший предельный размер не проходной стороны калибра-скобы dminНЕ, мм:
dminНЕ = dmin-![]() ; (2.4)
; (2.4)
dminНЕ = (44,070-0,002) +0,004 = 44,068 + 0,004 мм.
Исполнительный размер проходной стороны калибра-скобы, который ставится на чертеже калибра, равен 35,060 +0,004 мм. Исполнительный размер не проходной стороны калибра-скобы равен 35,058 + 0,004 мм.
Предельный размер изношенного калибра скобы:
![]() ,
,
![]()
Строим
схему расположения полей допусков вала, ПР и НЕ калибр-скобы:
2.2 Расчет исполнительных размеров гладкого калибра-пробки для детали 4
Контроль отверстия по размеру Æ44Н7 осуществляется с помощью предельных калибров-скоб. Наибольший предельный размер отверстия Dmax , мм:
верхнее отклонение вала ES=+0,025 мм;
нижнее отклонение вала EI=0
мм;
![]() , (2.5)
, (2.5)
![]() мм.
мм.
Наименьший
предельный размер отверстия Dmin, мм:
![]() , (2.6)
, (2.6)
![]() мм.
мм.
По таблице 2 ГОСТа 24853-81: Z=3,5 мкм - отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера отверстия;
H=4 мкм - допуск на изготовление калибров для вала;
Y=3 мкм - допустимый вход размера изношенного проходного калибра для отверстия за границу поля допуска изделия.
Определяем
наименьший предельный размер проходной стороны калибра-пробки dmaxПР, мм:
![]() ; (2.7)
; (2.7)
![]() мм.
мм.
Наименьший
предельный размер не проходной стороны калибра-пробки dmaxНЕ, мм:
![]() ; (2.8)
; (2.8)
![]() мм.
мм.
Исполнительный
размер проходной стороны калибра-пробки- ![]() мм.
Исполнительный размер непроходной стороны калибра-пробки равен
мм.
Исполнительный размер непроходной стороны калибра-пробки равен ![]() .
.
Предельный
размер изношенного калибра-пробки:
![]() ,
,
![]()
Строим
схему расположения полей допусков отверстия, ПР и НЕ калибр-пробки:
2.3 Расчет рабочих калибров для резьбового соединения 7 - 16
Расчет исполнительных размеров ПР и НЕ резьбовых калибров-пробок для внутренней резьбы (деталь 7) М12-7Н.
По ГОСТ 24705-81 определяем основные размеры резьбы М12-7Н:
- наружный диаметр D = 12 мм;
- средний диаметр D2 = 10.863мм;
- внутренний диаметр D1 = 10.106 мм.
По ГОСТ 16093-81 находим предельные отклонения диаметров резьбы:
- нижнее отклонение D, D1, D2 EI = 0;
- верхнее отклонение D1 ESD1 = +425 мкм;
- верхнее отклонение D2 ESD2 = +250 мкм.
- Данные используемые в схемах и формулах взяты из ГОСТ
24997-81 «Калибры для метрической резьбы. Допуски»:
|
P=1,75 |
Шаг резьбы |
|
|
r1=0,072P=H/12=0,126 (табл.1) |
Радиус закругления впадины профиля резьбового проходного и непроходного калибров-пробки |
Расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы |
|
TD2=250 мкм |
Допуск среднего диаметра внутренней резьбы |
|
|
TPL=14мкм |
Допуск внутреннего и среднего диаметров резьбового проходного и непроходного калибров-пробок |
|
|
ZPL=16мкм |
Расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела диаметра внутренней резьбы |
|
|
WGOпробки=21мкм (табл.5) |
Величина средне допустимого износа резьбовых проходных калибров-пробок |
|
|
WNGпробки=15 мкм |
Величина средне допустимого износа резьбовых непроходных калибров-пробок |
Строим схему расположения полей допусков резьбовых калибров-пробок. По
ГОСТ 24997-81 определяем отклонения и допуски калибров и наносим их на схему.
Рисунки 7-8 - Схемы расположения полей допусков резьбовых калибров-пробок.
посадка калибр скоба допуск
Для ПР резьбового калибра-пробки:
наибольший предельный наружный диаметр:
![]()
наибольший
предельный средний диаметр:
![]()
наибольший
предельный внутренний диаметр:
![]()
В
соответствии с рисунками 10, 11 определяем допуски на изготовление калибра.
Допуск наружного диаметра ПР резьбового калибра-пробки:
![]()
Допуск
среднего диаметра ПР резьбового калибра-пробки:
![]()
Исполнительные размеры ПР резьбового калибра-пробки:
наружный
диаметр- ![]()
средний
диаметр -![]()
внутренний диаметр- 9,854 max по канавке или радиусу.
Размер
изношенного ПР резьбового калибра-пробки по среднему диаметру:
![]()
Для НЕ резьбового калибра-пробки:
наибольший
предельный наружный диаметр:
![]()
наибольший
предельный средний диаметр:
![]()
наибольший
предельный внутренний диаметр:
![]()
Определяем допуски на изготовление калибра:
Допуск
наружного диаметра НЕ резьбового калибра-пробки
![]()
Допуск
среднего диаметра НЕ резьбового калибра-пробки
![]()
Исполнительные размеры НЕ резьбового калибра-пробки:
наружный
диаметр ![]()
средний
диаметр ![]()
внутренний диаметр 10,279 max по канавке или радиусу
Размер
изношенного НЕ резьбового калибра-пробки по среднему диаметру:
![]()
3. РАСЧЕТ ПАРАМЕТРОВ ЗУБЧАТОГО КОЛЕСА
Зубчатое колесо 8-А: модуль m=4 число зубьев z=30. По ГОСТ 1643-81 для норм кинематической точности по 8-ой степени точности:
Допуск
на колебание измерительного межосевого расстояния за оборот зубчатого колеса![]() мкм;
мкм;
Допуск на колебание длины общей нормали -не нормируется
По
8-ой степени точности допуск на колебание измерительного межосевого расстояния
на одном зубе ![]() мкм. По 8-ой степени точности показатель норм контакта
зубьев в передаче: суммарное пятно контакта по длине зуба не менее 50%, по
высоте не менее 40%.
мкм. По 8-ой степени точности показатель норм контакта
зубьев в передаче: суммарное пятно контакта по длине зуба не менее 50%, по
высоте не менее 40%.
Номинальный
размер длины общей нормали:
![]() , (3.1)
, (3.1)
где
n - число зубьев, захватываемых губками нормалемера:
![]() ; (3.2)
; (3.2)
![]() ;
;
![]() мм.
мм.
По
ГОСТ 1643-81 наименьшее отклонение средней длины общей нормали (первое
слагаемое) ![]() мкм;
мкм;
наименьшее
отклонение средней длины общей нормали (второе слагаемое) ![]() мкм (радиальное биение
мкм (радиальное биение ![]() мкм).
мкм).
![]() мкм.
мкм.
По
ГОСТу 1643-81 допуск на среднюю длину общей нормали ![]() мкм.
мкм.
Наибольшее отклонение средней длины общей нормали:
![]() мкм.
мкм.
Показатель бокового зазора:
![]() .
.
![]() , (3.3)
, (3.3)
где
![]() - допуск на отклонение направления зуба, по ГОСТу
164381
- допуск на отклонение направления зуба, по ГОСТу
164381 ![]() мкм при ширине зубчатого венца b=35
мм;
мкм при ширине зубчатого венца b=35
мм;
d - делительный
диаметр:
![]() ; (3.4)
; (3.4)
![]() мм;
мм;
![]() мкм.
мкм.
ЗАКЛЮЧЕНИЕ
По завершении работы были изучены методики подбора и расчета посадок для
различного типа соединений, а также методы и средства контроля заданных
точностей.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Взаимозаменяемость, стандартизация и технические измерения: Учебное пособие для выполнения курсовой работы с применением ЭВМ серии СМ для расчета посадок с натягом/ Бойков Ф.И., Боблик Н.Л., Серадская И.В. и др. - Челябинск: ЧПИ, 1985.
. Допуски и посадки: Справочник в 2-х ч./Мягков В.Д. -Л.: Машиностроение, 1979.
. Анурьев В.И. Справочник конструктора - машиностроителя: в 3-х т. - М.: Машиностроение, 1980.