Материал: Расчет посадок и параметров зубчатого колеса
Расчет посадок и параметров зубчатого колеса
Содержание
ВВЕДЕНИЕ
. РАСЧЕТ И ВЫБОР ПОСАДОК
.1 Посадка с натягом для гладкого цилиндрического соединений 3-7
.2 Посадка переходная для сопряжения 12-6
.3 Посадка подшипника качения
. РАСЧЕТ КАЛИБРОВ
.1 Расчет исполнительных размеров гладкого калибра-скобы для детали 3
.2 Расчет исполнительных размеров гладкого калибра-пробки для детали 1
.3 Расчет рабочих калибров для резьбового соединения 12-13
. РАСЧЕТ ПАРАМЕТРОВ ЗУБЧАТОГО КОЛЕСА
ЗАКЛЮЧЕНИЕ
БИБЛИОГРАФИЧЕСКИЙ
СПИСОК
ВВЕДЕНИЕ
Задачами данной курсовой работы является выбор посадок, удовлетворяющих необходимой технологичности и удовлетворяющих качеству изделий. Исходя из условий работы и назначения детали или соединения деталей, выбираются различные посадки и назначаются различные поля допусков для сопрягаемых размеров.
Для того чтобы определить годность изделия, изготовленного по заданным размерам необходимо разработать различные методы контроля деталей. Для контроля гладких отверстий используются гладкие предельные калибры - пробки.
Для контроля допусков расположения и формы поверхности используют
различные методы контроля технических требований, которые осуществляются при
помощи приборов.
1. РАСЧЕТ И ВЫБОР ПОСАДОК
Таблица 1 Исходные данные для расчета посадок с натягом
|
Наименование величины |
Обозначение в формулах |
Численная величина |
|
Крутящий момент, Нм |
Мкр |
700 |
|
Осевая сила, Н |
Ро |
0 |
|
Номинальный диаметр соединения, мм |
dн |
48 |
|
Внутренний диаметр вала, мм |
d1 |
0 |
|
Наружный диаметр втулки, мм |
d2 |
180 |
|
Длина сопряжения, мм |
L |
41 |
|
Коэффициент трения |
f |
0,2 |
|
Модуль упругости материала втулки, Па |
ED |
2 ×1011 |
|
Модуль упругости материала вала, Па |
Ed |
2 ×1011 |
|
Коэффициент Пуассона материала втулки |
µD |
0,3 |
|
Коэффициент Пуассона материала вала |
µd |
0,3 |
|
Предел текучести материала втулки, Па |
|
26 ×107 |
|
Предел текучести материала вала, Па |
|
20 ×107 |
|
Среднее арифметическое отклонение профиля поверхности втулки, мкм |
RaD |
- |
|
Среднее арифметическое отклонение профиля поверхности вала, мкм |
Rad |
- |
|
Номер задания и варианта (первые две цифры- задание, последняя- вариант) |
|
193 |
Запрессовка механическая с нагревом щеки 3.
Материал вала: Сталь 45 ГОСТ 1050-88;
Материал втулки: Сталь 20 ГОСТ 1050-88.
При расчете определяются предельные (Nmin и Nmax) величины натягов в соединении.
Минимальный функциональный натяг, определяемый из условия обеспечения прочности соединения при нагружении крутящим моментом определяется по формуле:
 , (1.1)
, (1.1)
1.1 Посадка с натягом для гладкого цилиндрического соединений 3-7, 4-6
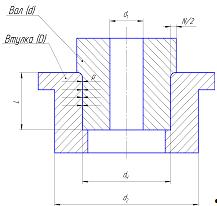
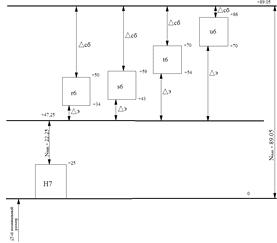
Рисунок 1 - Схема сопряжения деталей
где Мкр. - крутящий момент;
dн. - номинальный диаметр соединения;
d1 - диаметр отверстия вала;
d2 - наружный диаметр детали;
L - длина соединения; ¦ - коэффициент трения при запрессовке;
ED и Ed - модули упругости материала;
СD и Сd - коэффициенты жесткости конструкции, и определяются:
СD  ;
; ![]() Сd
Сd  ; (1.2)
; (1.2)
Здесь µD и µd - коэффициенты Пуассона
СD  ; Сd =
; Сd =
Nmin ф ![]() = 0,11
мкм;
= 0,11
мкм;
Максимальный
функциональный натяг, определяем из условия обеспечения прочности сопрягаемых
деталей;
Nmax ф  , где
(1.3)
, где
(1.3)
Рдоп
ф - наибольшее допускаемое давление на контактной поверхности, при
котором отсутствуют пластические деформации, определяется по формулам: а) для
отверстия
РD доп 
б)
для вала (1.4)
Рd доп 
![]() предел
текучести материалов деталей при растяжении
предел
текучести материалов деталей при растяжении
Nmax ф рассчитывать по наименьшему значению Рдоп.
РD доп.  Па
Па
Рd доп.  Па
Па
Nmax ф.=15,08*107*48*![]() =77,8 мкм
=77,8 мкм
Из
функционального допуска посадки определяем конструкторский допуск посадки, по
которому устанавливаем квалитеты вала и отверстия:
TNф = TNк + Тэ
(1.5)
где функциональный допуск посадки:
TNф = Nmax ф - Nmin ф = 77,8 - 11=66,8
Конструкторский
допуск посадки:
TNк = ITD +
ITd ,
где (1.6)
ITD - табличный допуск отверстия;
ITd - табличный допуск вала;
Эксплуатационный
допуск посадки:
Тэ
= ∆э + ∆сб, где ( 1.7)
∆э - запас на эксплуатацию;
∆сб - запас на сборку.
Конструкторский допуск посадки TNк определяется на основании экономически приемлемой точности изготовления деталей соединения и рекомендаций по точности посадок с натягом (не точнее IT6 и не грубее IT8). Эксплуатационный допуск посадки ТNэ должен быть не менее 20% TNф
Определим квалитеты отверстия и вала.
Из ГОСТа 25346-82 найдем допуски IT6…IT8 для
dн = 48 мм ; IT7 =25 мкм, IT8 = 39 мкм, IT6 = 16 мкм.
Возможно несколько вариантов значений TNк и Тэ
при TNк = ITD +ITd = IT7 + IT8 = 25+39 =64 мкм
ТNэ = TNф - TNк = 66,8-64 = 2,8 мкм, это около 4,2% TNф
при TNк = IT7+ IT7 = 25+25 = 50 мкм.
ТNэ = 66,8-50 = 16,8 мкм, т.е. 25 % TNф
при TNк = IT6 + IT7 = 16+25 =25,8 мкм. э=66,8 - 25,8 = 41мкм, т.е. 61 % TNф
Второй и третий варианты дают удовлетворительные результаты. Учитывая предпочтительность посадок по ГОСТу 2534-82, примем для отверстия допуск IT7, для вала- IT6 или IT7.
Для учета конкретных условий эксплуатации в расчетные предельные натяги необходимо внести поправки.
а)
поправка u, учитывающая смятие неровностей контактных
поверхностей соединяемых деталей:
u =5(RaD + Rad),
где RaD, Rad - среднее арифметическое отклонение отв. и вала, если не задано, то определим по формуле зависимости шероховатости от допуска на размер.
Ra ≤ 0,05 ∙IT
RaD =0,05∙25 =1,25; принимаем RaD=1,25
Rad =0,05∙16=0,8; принимаем Rad=1,0
б)
поправка ut, учитывающая различия рабочей температуры,
температуры сборки и коэффициент линейного расширения:
![]() , где
(1.9)
, где
(1.9)
![]() и
и ![]() - коэффициенты линейного расширения;
- коэффициенты линейного расширения;
![]() и
и ![]() - рабочие температуры деталей;
- рабочие температуры деталей;
t - температура сборки деталей;
![]() -
номинальный диаметр соединения;
-
номинальный диаметр соединения;
в) поправка uц, учитывающая деформацию деталей от действия центробежных сил:
u =5(1,25+1) = 11,25 мкм,
ut
=0, так как ![]() близка t сборки;
близка t сборки;
uц =0, так как скорость вращения сопрягаемых деталей не велика.
Определяем
функциональные натяги с учетом поправок:
Nmin ф расч = Nmin ф + u = 11 + 11,25 ≈ 22,25
Nmax ф расч = Nmax ф + u = 77,8 +11,25 ≈89
Для
обеспечения работоспособности стандартной посадки необходимо выполнить условия:
а) Nmax табл ≤ Nmax ф расч ;Nmax ф расч - Nmax табл = ∆сб ;
б) Nmin табл ≥ Nmin ф расч ; Nmin табл - Nmin ф расч = ∆э ;
в)
∆э > ∆сб .
Условия пп. а) и б) являются обязательными. Условие п. в) необязательно, если при допусках деталей по IT8 остаётся Тэ » 20% TNф.
При
ручном выборе посадок проверяем:
а) Посадки с натягом из числа рекомендуемых ГОСТом:
По
ГОСТу 25347-82 в системе отв. проанализируем эти посадки
Таблица 2.
|
|
Nmax табл |
Nmin табл |
∆сб |
∆э |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Из
рассмотренных посадок условиям п.п. а), б) и в) удовлетворяют посадки Æ48![]() . Запас
на эксплуатацию ∆э учитывает возможность повторной запрессовки
при ремонте, наличие динамических нагрузок при работе и другие условия. Чем
больше запас на эксплуатацию, тем выше надёжность и долговечность прессового
соединения.
. Запас
на эксплуатацию ∆э учитывает возможность повторной запрессовки
при ремонте, наличие динамических нагрузок при работе и другие условия. Чем
больше запас на эксплуатацию, тем выше надёжность и долговечность прессового
соединения.
Запас на сборку ∆сб учитывает перекосы при запрессовке и другие, не учтённые в формулах условия сборки. Чем больше ∆сб, тем меньше усилия запрессовки, напряжения в материале деталей, приводящие их к разрушению.
1.2 Посадка переходная для сопряжения 12 - 6
Для сопряжения 12-6 подобрать стандартную посадку. Шестерня 12 (степень точности 8) имеет с валом 6 неподвижное разъемное соединение Fr=40 мкм с дополнительным креплением при помощи шпонки.
Для такого типа соединения применяют переходные посадки, которые обеспечивают высокую точность центрирования и легкость сборки.
Точность центрирования определяется величиной Smax, которая в процессе эксплуатации
увеличивается:
![]() , где
(1.11)
, где
(1.11)
Fr - радиальное биение, которое определяем по ГОСТ 1643-81; (таблица 6; 8 степень точности); Fr=40 мкм. КТ - коэффициент запаса точности, берется КТ 2…5. Определяем предельные значения зазора:
![]() мкм,
мкм,
В
системе основного отверстия из рекомендуемых стандартных полей допусков
составляем посадки, определяем ![]() , по
которому и подбираем оптимальную посадку так, чтобы
, по
которому и подбираем оптимальную посадку так, чтобы ![]() был равен или меньше на 20%
был равен или меньше на 20% ![]() .
.
Такими
посадками по ГОСТ 25347-82 будут:
;
![]() = 0,033 ;
= 0,033 ; ![]() ;
; ![]() = 0,017
= 0,017
![]() ;
; ![]() = 0,023 ;
= 0,023 ; ![]() ;
; ![]() = 0,010
= 0,010
Для
данного соединения наиболее подходит посадка ![]() .
.
Сравним
посадки ![]() и
и ![]()
![]() поэтому
посадка
поэтому
посадка ![]() обеспечит лучшее центрирование.
обеспечит лучшее центрирование.
![]() = 0,017,
= 0,017,
![]() = 0,024.
= 0,024.
Средний
размер отверстия ![]()
Средний
размер вала ![]()
Легкость
сборки определяют вероятностью получения натягов в посадке. Принимаем, что
рассеяния размеров отверстия и вала, а также зазора и натяга подчиняются закону
нормального распределения и допуск равен величине поля рассеяния:
Т=
ω
= 6 σ
Тогда
σD = ![]() σd =
σd = ![]()
Среднеквадратическое
отклонение для распределения зазоров и натягов в соединении:
![]()
При
средних размерах отверстия и вала получается:
Sс = Dс - dс = -3,5 мкм
Определяем
вероятность натягов от 0 до 3,5 мкм, т.е х =3,5:
![]()
По значению функции Ø (Z) находим вероятность натягов пределах от 0 до 3,5 : Ø (0,7) = 0,2580.