Материал: Проектирование участка по техническому обслуживанию и ремонту топливной аппаратуры на АТП
![]() -
годовая трудоемкость СО;
-
годовая трудоемкость СО;
![]() =20424+16084+20188+1237=57933
(чел.-ч);
=20424+16084+20188+1237=57933
(чел.-ч);
![]() (чел.-ч) (2.20)
(чел.-ч) (2.20)
![]() =0.425*0.45*106794=20424
(чел.-ч);
=0.425*0.45*106794=20424
(чел.-ч);
![]() (чел.-ч) (2.21)
(чел.-ч) (2.21)
![]() =2.465*6525=16084
(чел.-ч);
=2.465*6525=16084
(чел.-ч);
![]() (чел.-ч) (2.22)
(чел.-ч) (2.22)
![]() =9.945*2030=20188
(чел.-ч);
=9.945*2030=20188
(чел.-ч);
![]() (чел.-ч) (2.23)
(чел.-ч) (2.23)
![]() =0.2*9.945*2*311=1237
(чел.-ч);
=0.2*9.945*2*311=1237
(чел.-ч);
В
формуле (2.20) ![]() - коэффициент механизации - показывает снижение
трудоемкости за счет механизации работ ЕО.
- коэффициент механизации - показывает снижение
трудоемкости за счет механизации работ ЕО.
Величина
![]() определяется соотношением:
определяется соотношением:
![]()
![]() =1-55/100=0,45;
=1-55/100=0,45;
в котором М - доля работ ЕО, выполняемых механизированным способом и приближенно принимаемая по данным табл. 2.2 . Для данного проекта принимаю за 65. Принимаю с = 0.2 .
Годовая
трудоемкость по ТР подвижного состава определяется по формуле:
![]() (чел.-ч) (2.24)
(чел.-ч) (2.24)
![]() -
годовая трудоемкость ТР подвижного состава;
-
годовая трудоемкость ТР подвижного состава;
![]() =34803699/1000*2.65=92229
(чел.-ч);
=34803699/1000*2.65=92229
(чел.-ч);
Общий объем работ по ТО и ТР подвижного состава на АТП
определяется
суммированием величин трудоемкостей, рассчитанных по формулам (2.19) и (2.24),
т.е.:
![]() (чел.-ч) (2.25)
(чел.-ч) (2.25)
![]() =57933+92229=150162(чел.-ч);
=57933+92229=150162(чел.-ч);
2.7 Определение годовой трудоемкости работ по объекту
проектирования
![]() (чел.-ч) (2.29)
(чел.-ч) (2.29)
![]() -
годовая трудоемкость отделения по ТР;
-
годовая трудоемкость отделения по ТР;
![]() =2.3*92229/100=2121.2
(чел.-ч);
=2.3*92229/100=2121.2
(чел.-ч);
где
![]() - количество процентов, выпадающих на долю постовых
или участковых работ из общего объема работ по текущему ремонту, которое
принимается по данным Приложения 1. Принимаю за 4.
- количество процентов, выпадающих на долю постовых
или участковых работ из общего объема работ по текущему ремонту, которое
принимается по данным Приложения 1. Принимаю за 4.
2.8 Определения количества ремонтных рабочих в АТП и
объекте проектирования
Общее
технологически необходимое (явочное) количество ремонтных рабочих в АТП
определяется по формуле:
![]() (чел.) (2.30)
(чел.) (2.30)
![]() - общее
технологически необходимое (явочное) количество ремонтных рабочих в АТП;
- общее
технологически необходимое (явочное) количество ремонтных рабочих в АТП;
![]() =150162/2010=74.7
принимаю 74 чел.;
=150162/2010=74.7
принимаю 74 чел.;
Ртр=Ттр/Фрм=2121/2010=1.05 принимаю 1(чел.);
В
данной формуле под ![]() следует понимать номинальный годовой фонд рабочего
времени (рабочего места). Величину его следует принять из Приложения 2
методических указаний [1], она равна 2010 для данного проекта.
следует понимать номинальный годовой фонд рабочего
времени (рабочего места). Величину его следует принять из Приложения 2
методических указаний [1], она равна 2010 для данного проекта.
3.
ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
3.1 Выбор метода организации ТО и ТР на АТП
_________ Административное подчинение
Оперативное подчинение
Деловая связь
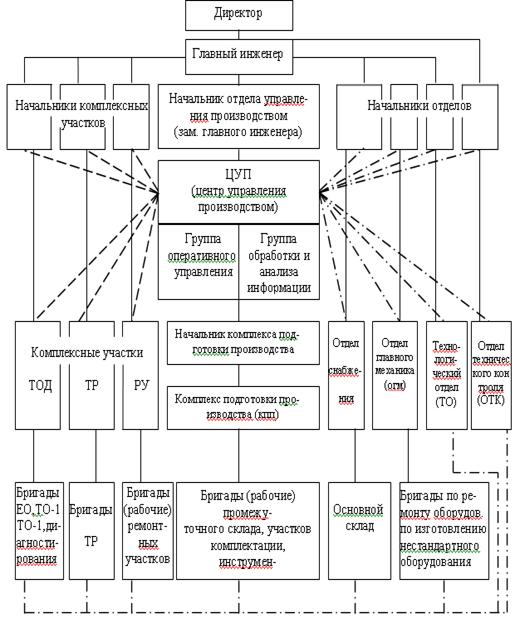
Методы организации производства ТО и ТР и его управления определяются быстрорастущими масштабами и сложностью современного производства. Технические службы предприятий, обеспечивающие выполнение ТО и ремонта, морально устаревают. Исследования показывают, что происходят большие потери рабочего времени из-за отсутствия производственных подразделений и отдельных исполнителей. Поэтому нужно внедрять новые методы управления на АТП. В настоящее время наиболее прогрессивным является метод, основанный на формировании производственных подразделений по технологическому признаку (метод технологических комплексов) с внедрением централизованного управления производством ЦУПа.
Основными организационными признаками этого метода являются:
) Чёткое разделение административных и оперативных функций между руководством и персоналом.
) Сбор, обработка и анализ информационных ресурсов и объёмов работ, подлежащих выполнению и осуществлению в целях производства и его деятельности.
) Организация производства ТО и ремонта автомобилей, основанная на технологическом принципе формирования производственных подразделений. При этом каждый вид из технических воздействий осуществляется специальной бригадой или участками.
)Объединение производственных подразделений, выполняющих однородные работы в производственные комплексы.
Оперативное подчинение
Административное подчинение
Управление карбюраторным отделением проходит через начальника комплекса
РУ, который отдает приказы мастеру участка ТР, имеющему оперативное подчинение
ЦУП.
3.2 Схема технологического процесса в
карбюраторном участке
3.3 Выбор режима работы производственных
подразделений
Под режимом работы производства понимается продолжительность и время работы различных подразделений АТП. Он определяется режимом работы подвижного состава на линии, величиной производственной программы, численностью постов ТО и ТР, обеспеченностью технологическим оборудованием и производственными помещениями.
Режимы работы ЕО и ТО-1, поскольку они, как правило, приводятся в межсменное время, устанавливаются по результатам анализа графика работы подвижного состава на линии и времени их пребывания на АТП. ТО-2 также целесообразно проводить в межсменное время, так как это позволяет значительно повысить коэффициент технической готовности автомобилей. При работе производства в одну первую смену достигается наилучшее использование рабочего времени специалистов, однако в это время также требуется и наибольшее количество автомобилей на линии.
Ремонтные участки при наличии оборотного склада практически не зависимы
от работы автомобилей на линии, поэтому наиболее эффективно они могут работать
в первую смену.
|
Производственные подразделения |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
2 4 6 8 10 12 14 16 18 20 22 |
|||||||||||||||||||
|
|
Ч А С Ы |
|||||||||||||||||||
|
Рабочие смены |
III |
I |
II |
|||||||||||||||||
|
Пром. склад |
|
|
|
|
|
|
|
|
|
|||||||||||
|
Ремонтный цех |
|
|
|
|
||||||||||||||||
|
Зона ТР |
|
|
|
|
|
|
|
|
|
|||||||||||
|
Зона ТО-2 |
|
|
|
|
||||||||||||||||
|
Зона ТО-1 |
|
|
|
|
||||||||||||||||
|
Посты Д-1, Д-2 |
|
|
|
|
||||||||||||||||
|
Зона ЕО |
|
|
|
|
|
|
|
|
|
|||||||||||
|
Авто на линии |
|
|
|
|
|
|
|
|
|
|||||||||||
Рис. 1. Совмещенный график работы производства АТП
Карбюраторный участок работает по шестидневной рабочей неделе. Рабочих
дней в 2010 году - 365. Участок работает в три смены. Начало рабочей смены в
800. Рабочий день в карбюраторном отделении заканчивается в1700 с учетом
времени на уборку отделения. Длительность рабочей смены - 8 часов.
.4 Подбор технологического оборудования
Подбор технологического оборудования, технологической и организационной
оснастки для карбюраторного участка осуществляется с учетом рекомендаций
типовых проектов рабочих мест на АТП, Руководства по диагностике технического
состояния подвижного состава и табеля гаражного технологического оборудования.
Таблица 3.3 Технологическое оборудование карбюраторного участка
|
Наименование |
Тип или модель |
Размеры в плане, мм |
Количество |
Общая площадь, м2 |
|
Стенд для регулировки карбюраторов |
КС-120 |
450х450 |
1 |
0,16 |
|
Ванна для мойки деталей |
- |
640х510 |
1 |
0,3 |
|
Электрический наждак |
ОШ-1 |
500х560 |
1 |
0,25 |
|
Сверлильный станок |
Р 175 |
710х390 |
1 |
0.21 |
|
Всего |
- |
- |
- |
0.92 |
Таблица 3.4 Организационная оснастка
|
Наименование |
Тип или модель |
Размеры в плане, мм |
Количество |
Общая площадь, м2 |
|
Верстак |
|
1500х640 |
3 |
0.9 |
|
Умывальник |
- |
1 |
0.2 |
|
|
Секционный стеллаж |
- |
840х495 |
1 |
0,32 |
|
Конторский стол |
- |
840х550 |
1 |
0,4 |
|
Стол для приборов |
|
1500х790 |
1 |
2.1 |
|
Ящик для отходов |
- |
500х500 |
1 |
0,25 |
|
Ларь для обтирочных матерьялов |
Собств.изгот |
500х500 |
1 |
0,25 |
|
Шкаф |
24.4 |
1000х500 |
1 |
0,5 |
|
Урна для отходов |
Собств.изг |
500х500 |
1 |
0.25 |
|
Всего |
|
|
11 |
5.17 |
Таблица 3.5 Технологическая оснастка
|
Наименование |
Модель, тип, марка или ГОСТ |
Количество |
|
Прибор для проверки топливных насосов. |
ИД-У |
1 |
|
Прибор для проверки карбюраторов. |
Карат-4 |
1 |
|
Огнетушитель. |
ОУ-3 |
|
|
Часы настенные. |
- |
|
|
Настольный телефон. |
- |
|
|
Пневматическое зажимное приспособление |
- |
|
3.5 Расчет производственной площади
карбюраторного участка
Производственная площадь карбюраторного участка рассчитывается по
формуле:
![]() , (3.8)
, (3.8)
где Fцех - площадь цеха, м2;
fоб - площадь горизонтальной проекции технологического оборудования и организационной оснастки, м2. Принимается по данным таблицы …
Kn - коэффициент плотности расстановки оборудования, принимается из табл. 3.4.
![]() м2
м2
Коэффициент плотности расстановки оборудования (расположения постов)
4. ТЕХНИКА БЕЗОПАСНОСТИ
Для обеспечения безопасности труда необходимо обеспечить безопасность производственного оборудования и технологических процессов. Для этого имеющийся инструмент, технологическое оборудование должны соответствовать требованиям стандартов системы безопасности труда (ССБТ), норм и правил по охране труда и санитарным нормам. С целью обеспечения электробезопасности все технологическое оборудование с электроприводом должно быть надежно заземлено. Сопротивление заземления должно быть не более 4 Ом. Проверка сопротивления заземления и изоляции производится с периодичностью один раз в год.
При работе на асфальтобетонном полу у верстака для предупреждения простудных заболеваний и защиты от поражения электрическим током у верстака располагают деревянную решетку. Расстояния между верстаками принимают в зависимости от габаритных размеров и схемы расположения в соответствии с ОНТ-01-86. Устанавливать верстаки вплотную у стен можно лишь в том случае, если там не размещаются радиаторы отопления, трубопроводы и прочее оборудование. Верстаки для выполнения разборочно-сборочных работ, чтобы было удобно работать, подгоняют по росту работающего с помощью подставок под верстак или подставок под ноги. Рабочую поверхность верстака покрывают листовым металлом или линолеумом, в зависимости от видов выполняемых работ.
Все рабочие места должны содержаться в чистоте, не загромождаться деталями, оборудованием, инструментом, приспособлениями, материалами. Детали и узлы, снимаемые с двигателя при ремонте, должны аккуратно укладываться на специальные стеллажи или на пол.