Материал: Проектирование часового механизма
Берем №1
![]()
Межцентровое расстояние А зависит от габаритов часов и выбирается в
известной мере произвольно. Ориентировочно можно принять А ≈ 0,12D
![]()
Модуль зацепления стрелочного механизма можно найти как
 мм
мм
(сразу округляем до ближайшего стандартного).
Определяем
диаметры окружностей колеса и триба пятой пары зацепления :
D5t=z5·m5 = 10·0,18=1,8 мм; d5t =z¢5·m5=30·0,18=5,4 мм;
D5н=(z5+3)·m5=13·0,18= 2,34 мм; d5н=(z¢5+2)·m5=32·0,18=5,76 мм;
D5в=(z5-3)·m5==7*0,18=1,26 мм; d5в=(z¢5-3,8)·m5=26,2·0,18=4,71 мм.
Определяем диаметры окружностей колеса и триба шестой пары зацепления:
D6t=z6·m6 = 8·0,18=1,44 мм; d6t =z¢6·m6=32·0,18=5,76 мм;
D6н=(z6+3)·m6=11·0,18=1,98 мм; d6н=(z¢6+2)·m6=34·0,18=6,12 мм;
D6в=(z6-3)·m6==5*0,18=0,9 мм; d6в=(z¢6-3,8)·m6=28,2·0,18=5,076 мм.
4.2 Механизм завода пружины и перевода стрелок
В наручных и карманных часах современных конструкций завод пружины и перевод стрелок осуществляют с помощью заводной головки. На заводном валике 1 свободно посажен заводной триб z9, находящийся в постоянном зацеплении цилиндрическими модульными зубьями с заводным колесом z10 и торцовыми зубьями косоугольной формы с кулачковой муфтой 3.
Кулачковая муфта выходит из зацепления с заводным трибом в момент перевода стрелок. Муфта имеет квадратное отверстие и может перемещаться в осевом направлении. На другом конце она имеет модульные зубья z8, которыми она сцепляется с трибом z7 во время перевода стрелок.
1 Определяем параметры заводного триба z9. Задавшись модулем этого триба m9 в 0,3 мм, находим число зубьев триба z9 так, чтобы диаметр окружности выступов его был меньше высоты механизма С=4,5 мм. То есть, z9 £ C/m9 - 2
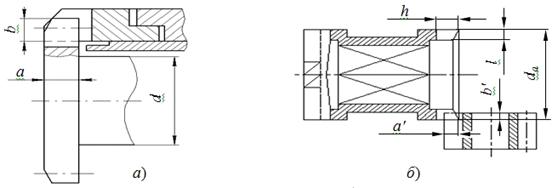
Рисунок 3 - Схемы к определению глубины зацепления:
а) заводного триба z9 и промежуточного колеса z10;
б) кулачковой муфты z8 и переводного триба z7
=4,5/0,3-2=13. Z9=13; d9=
Z9*0,3=3,9 мм < C=4,5 мм
2 Определяем глубину зацепления в осевом а и радиальном b направлениях (рисунок 3, а) цилиндрических зубьев заводного триба и промежуточного колеса z10. Рекомендуется выбирать a = 2,8·m9=0,84 мм, b = 2,4·m9=0,72 мм.
3 Задавшись числом зубьев заводного колеса z11=39 и числом зубьев промежуточного колеса z10=15, находим положение центров осей (VIII) и (I) (выполняя одновременно плоскостную планировку механизма). Находим диаметры колёс z10 и z11, учитывая, что их модули равны модулю триба z9.
D10t=z10·m9 =15·0,3=4,5 мм; D11t =z11·m9= 39*0,3·=11,7 мм;
D10н=(z10+3)·m9=18*0,3=5,4 мм; D11н=(z11+3)·m9= 42*0,3=12,6 мм;
D10в=(z10-3)·m9=12*0,3=3,6 мм; D11в=(z11-3)·m9=36*0,3=10,8 мм.
4 Находим диаметры триба z7. Задавшись расстоянием между центрами осей (IX) и (X)
несколько большим, чем расстояние А между центрами осей II и IX, найдем число зубьев триба z7.
![]()
Отсюда z7=11
Модуль
его равен модулю m6 пар зацепления стрелочного механизма
m7=0,18 мм
d7t=z7·m7 = 11·0,18=1,584 мм;
d7н=(z7+2)·m7=13·0,18=1,872 мм;
d7в=(z7-3,8)·m7==7,2*0,18=1,036
мм;
5 Задавшись числом торцовых зубьев z8=13 кулачковой муфты, определяем наружный диаметр муфты
dа = z8·m5=13*0,18=2,34 мм;
6 Определяем глубину зацепления в осевом а¢ и радиальном b¢ направлениях (рисунок 3, б) торцовых зубьев кулачковой муфты и цилиндрических зубьев переводного триба.
Высота торцовых зубьев
h = 2,8·m5=2,8*0,18=0,403 мм,
а длина l = 2,25*m5=0,324 мм.
5. Построение равноплечего швейцарского хода
часовой механизм стрелочный кинематический
Исходные данные:
Zx=15 - число зубьев ходового колеса
угол обхвата 2α=60°
угол подъема вилки θ1=10°
угол подъема баланса θ2=45°
угол потерянного пути ξ=0°30'
угол падения ходового колеса δп=2°
угол покоя γп=2°
радиус действующей окружности ходового колеса Rx=3 мм
Проводим оси координат XOY и из точки О в выбранном масштабе вычерчиваем действующую окружность ходового колеса радиусом R. Симметрично по обе стороны от оси OY откладываем угол обхвата 2α0=60° и получаем лучи Оа и Оа1, которые пересекают действующую окружность ходового колеса в точках А и А1 .
Через точки А и А1 проводим касательные к действующей окружности O1b и О1b1,
которые пересекаются на оси OY в
точке O1 - центре вращения вилки. Определяем
расстояние между центрами вращения ходового колеса и вилки
l=R/cosα0=3/cos30º=3,46 мм.
Половина шага ходового колеса (12°) состоит из суммы трех углов: угловой ширины палеты jп, угловой ширины зуба jх и угла падения δп, т.е. jп + jх + δп = 12°. Поэтому jп + jх = 12° - δп = 10°. Обычно jп > jх , поэтому принимаем jп = 5°30¢ ¸ 7°0¢, а jх = 3°0¢ ¸ 4°30¢.
Для построения равноплечего хода симметрично по обе стороны от лучей Оа и Оа1 откладываем угловую ширину палеты jп и получаем лучи, пересекающие действующую окружность ходового колеса в точках В, С, В1, С1. Из центра вращения вилки О1 радиусом О1В=О1В1 проводим внутреннюю палетную окружность tt1, а радиусом О1С=О1С1 - внешнюю палетную окружность ss1.
От отрезка ОС вправо откладываем угловую ширину зуба ходового колеса jх и получаем луч Od, пересекающий действующую окружность ходового колеса в точке D. Из центра вращения вилки и через эту точку проводим луч О1с.
От
луча О1b вверх откладываем суммарный угол импульса на зубе и
палете (θ1
- γn). Луч О1e, ограничивающий этот угол
сверху, пересекает внутреннюю палетную окружность в точке Е. Соединяем точки Е
и D прямой и проводим луч О1f из центра О1
через точку F, в которой пересекаются прямая ED с
внешней палетной окружностью. Получаем угол импульса на выходной палете ![]() еО1f = λn и
угол импульса на зубе
еО1f = λn и
угол импульса на зубе ![]() fО1С =λх . Из центра вращения ходового колеса радиусом Rв =OF
проводим внешнюю окружность ходового колеса.
fО1С =λх . Из центра вращения ходового колеса радиусом Rв =OF
проводим внешнюю окружность ходового колеса.
Отрезки EF и FD представляют собой проекции плоскости импульса выходной палеты и зуба ходового колеса на плоскость чертежа. Указанный способ построения (графического определения) углов импульса зуба и выходной палеты обеспечивает правильное взаимодействие плоскостей импульса палет с зубьями ходового колеса, так как в процессе передачи импульса по палете зуб скользит своим острием по плоскости импульса палеты, а угол (d0) между плоскостями импульса зуба и палеты остается больше нуля. Лишь в конце импульса зуба по выходной палете δ0 = 2.
Переходя к построению плоскости импульса входной палеты, заметим, что внешняя окружность ходового колеса пересекает внутреннюю палетную окружность в точке Е1. От центра О1 через эту точку проводим луч О1е1 и от него вниз откладываем угол подъема вилки θ1. Этот угол ограничен снизу лучом О1f1, пересекающим внутреннюю палетную окружность в точке F1. Луч О1g1, проведенный под углом γn (γn - угол покоя) к лучу О1b1, пересекает внешнюю палетную окружность в точке G1. Отрезок F1G1 представляет собой проекцию плоскости импульса входной палеты на плоскость чертежа.
Из точек G1 и Е к лучам О1е1 и О1е восстанавливаем перпендикуляры G1h1 и Eh, от них вправо откладываем углы притяжки на входной и выходной палетах: τвх = 14°; τвых = 10°. Получаем прямые G1i1 и Ei, ограничивающие плоскости покоя палет. Ширина палет ограничена прямыми Fj и F1j1, которые параллельны прямым Ei и G1i1. Обычно ширина входной палеты не равна ширине выходной, в особенности в неравноплечем ходе. Длина палеты выбирается в 3÷3,5 раза больше ее ширины, определяемой из построения. Контур вилки очерчивается, исходя из требований необходимой прочности, технологичности и минимального момента инерции.
От точки D действующую окружность ходового колеса делим на zх частей и заканчиваем построение зубьев. Чтобы зуб ходового колеса касался плоскости покоя палет только своим острием, необходимо поднутрить переднюю плоскость (грань) зуба. С этой целью через острие зуба 2, т.е. через точку D1 проводим прямую D1n1 под углом β = 2÷3° к плоскости покоя входной палеты. К прямой D1n1, как к касательной строим вспомогательную окружность n1n1, которую используем для построения передних и задних плоскостей зубьев ходового колеса.
Остальные
данные для построения ходового колеса принимаем из следующих конструктивных
соотношений:
d2=(0,4÷0,5)R=2,43 мм
H=0,2R=0,6 мм
H1=b2=(0,05÷0,06)R=0,18 мм
b3=1,2b2=0,216
мм
В заключение находим расстояние между центрами вращения вилки и баланса (L - l). OO2=4,03 мм
Для построения вилки необходимы следующие величины: расстояние между центрами вилки и баланса (L - l); угол подъёма вилки θ1; угол подъема баланса θ2 = 45÷50°; угол предохранения η = (1÷1,5°) и угол потерянного пути εп=0°30¢.
Построение вилки с двойной ролькой продолжаем в том же масштабе, что и построение вилки с ходовым колесом. На оси OY отмечаем центры вращения вилки О1 и баланса О2 , расстояние между которыми (L-l) определено из предыдущего построения вилки и колеса.
Симметрично по обе стороны от оси OY из точки O1 откладываем угол подъема вилки θ1 такой же величины, какой он был принят при построении вилки и колеса. Получим лучи О1а2 и О1а3 . Из точки О2 также откладываем угол подъема баланса θ2 и получаем лучи О2b2 и О2b3 . Через точки А2 и А3 пересечения этих лучей из точки О1 проводим дугу S2S2, радиус которой rb называют действующей длиной вилки. Из точки О2 через те же точки радиусом ru проводим действующую окружность импульсной рольки. Из той же точки проводим окружность предохранительной рольки, радиус которой принимаем
rn ≈ (0,6÷0,8)ru =0,539 мм.
Диаметр импульсного камня (эллипса) d2 можно ориентировочно определить, если принять, что его ширина составляет половину угла подъема вилки. Паз вилки построен симметрично относительно оси хвостовика ее О1а2 и ограничен параллельными линиями, пересекающими действующую окружность вилки в точках K и Q. Зазор эллипса в пазу вилки d¢2 приблизительно равен удвоенному радиальному зазору цапф вилки в подшипниках. Глубину паза вилки принимают такой, чтобы импульсный камень в положении равновесия свободно проходил, не касаясь основания. Импульсный камень срезан по дуге окружности, проведенной из точки О2 так, чтобы высоты h2 ≈ (2/3)d2 .
От луча О1а2 откладываем вправо угол предохранения η=1÷1,5° (при этом необходимо помнить, что полный угловой зазор в копье η¢=η+εn должен быть меньше угла покоя γn) и проводим луч О1с2 , пересекающий окружность предохранительной рольки в точке С2 . Через эту точку проводим дугу S3S3 , являющуюся траекторией перемещения острия копья. В точке А4 , находящейся на пересечении дуги S3S3 с лучом О1а2 , будет находиться острие копья в рассматриваемом положении вилки.
Для построения рожков вилки из центра вращения вилки О1 через центр вращения баланса О2 проводим дугу S4S4 и из точек K и Q радиусом r4 делаем засечки на этой дуге. Из полученных точек m и n тем же радиусом описываем дугу рожек, длина которых может составлять (0,75÷1,25)d2 . Снаружи рожки могут быть ограничены кривой произвольной формы. Контур вилки очерчивают, исходя из конструктивных соображений, руководствуясь требованием минимального момента инерции ее, и технологичности изготовления.
Ограниченные
штифты располагают на дуге S5S5 радиуса r¢b ,
который принимают r¢b≈(2/3)rb .
Через точку пересечения дуги S4S4 с контуром вилки проводим прямую О1t2 и
от нее слева под углом εn -
прямую О1t3 . Затем из точки О3 проводим окружность штифта
диаметром d1, касающуюся луча О1t3. Центр
правого ограничительного штифта расположен симметрично относительно линии
центров в точке О4.
6.
Применяемые материалы
Таблица 4. Материалы, применяемые в приборах времени
|
Материал |
Характеристика |
Область применения |
|
1 |
2 |
3 |
|
Черные металлы и их сплавы |
||
|
У7АВ |
Хорошо обрабатывается резанием. Имеет повышенную хрупкость и недостаточную коррозионную стойкость. Детали подвергаются закалке. |
Трибы, оси, винты, валы, кулачковые муфты, заводные трибы, колеса заводного механизма, фиксирующие штифты пружин. |
|
У10А |
Обладает повышенной прочностью и коррозионной стойкостью. Может быть закалена до высокой твердости. Изготовляются ответственные детали, к которым предъявляются высокие требования прочности, упругости. |
Оси баланса и анкера, анкерное колесо, анкерная вилка, пружины заводного механизма. |
|
У10А |
Обладает повышенной прочностью и коррозионной стойкостью. Может быть закалена до высокой твердости. Изготовляются ответственные детали, к которым предъявляются высокие требования прочности, упругости. |
Оси баланса и анкера, анкерное колесо, анкерная вилка, пружины заводного механизма. |
|
Сплавы цветных металлов |
||
|
Латунь ЛС63-3 |
Достаточно твердая. Хорошо обрабатывается резанием, шлифованием и полированием. |
Платины, мосты, колеса основной зубчатой передачи, баланс, двойная ролька, колеса стрелочного механизма. |
|
Нейзильбер МНЦС63-17-18-2 |
Сплав меди, никеля, цинка и свинца. Тверже латуни, более вязок, хуже обрабатывается резанием, но более коррозионностойкий. |
Корпуса наручных часов, ободы балансов. |
|
Специальные сплавы с особыми физическими свойствами |
||
|
40КТЮ, 40КНХТ |
Немагнитные сплавы. Имеют повышенную антикоррозионную стойкость. |
Заводные пружины наручных часов, камертоны. |
|
Неметаллические материалы |
||
|
Дакрил-Ч |
Применяется для изготовления часовых стекол методом литья под давлением. |
|
|
Клеевые соединения |
||
|
Клей К-300-61 |
Герметичен, коррозионностоек, виброустойчив, высокие электроизоляционные параметры, теплостойкий. Не вызывает потемнения серебра, цинка, меди и других металлов. Не изменяет характеристик кварцевых пластин. Не требует высокого давления при склеивании. |
Для склеивания металлических и неметаллических деталей, а также различных их соединений. |
|
Смазочные материалы и часовые масла |
||
|
МПБ-12 |
Характеристика по ГОСТ 7935-74. |
Для баланса и палет в наручных и карманных часах. |
7. Применяемые опоры
Опоры в приборах времени обеспечивают вращательное или качательное движение подвижных деталей и сборочных единиц, например, валов и осей, поддерживают вращающиеся детали в требуемом положении и воспринимают действующие на них нагрузки.
К опорам, применяемым в приборах времени, предъявляются следующие основные требования:
1) минимальные потери на трение;
2) стабильность трения во времени;
3) точность направления движения;
4) износостойкость в заданных условиях эксплуатации и ресурса работы;
5) малые габаритные размеры;
6) низкая стоимость.
В часовых механизмах в качестве опор для осей и трибов валиков и трущихся поверхностей других деталей применяют технологические камни, изготовляемые из синтетического корунда (рубина-10 по ГОСТ 22029-76 "Корунд синтетический. Рубин-10. Технические условия." или лейкосапфира по ГОСТ 22028-76). Из всех минералов и металлов рубин в паре со сталью имеет наименьший коэффициент трения: при трении без смазочного материала f=0,25 ¸ 0,40; со смазкой f=0,12 ¸ 0,15. Синтетический корунд представляет собой монокристаллы окиси алюминия Al2O3.
Применение камневых опор в часовых механизмах повышает их точность и долговечность благодаря высокой твердости синтетического корунда - 9 единиц по шкале Мооса (алмаз имеет 10 единиц). Синтетический корунд в сравнении с другими материалами допускает высокое давление, не вступает в химическое взаимодействие с металлом цапфы, обеспечивает сохранение физико-механических свойств смазочного материала в течение длительного времени.
В данном механизме применены опоры типа СЦ (рисунок 4) типоразмера 0718х0,30
для опор мостов, СЦБМ (рисунок 5) типоразмера 0517х0,20 для оси анкерной вилки.
Рисунок 4 - Применяемые опоры
8. Градусник
В наручных и карманных часах регулирование периода колебаний системы баланс-спираль осуществляют обычно изменением рабочей длины спирали, так как в этом случае не требуется остановка механизма прибора времени, а сам процесс регулирования достаточно прост. Увеличение рабочей длины спирали увеличивает период колебаний - ход часов замедляется; уменьшение рабочей длины уменьшает период колебаний - ход часов ускоряется.
В приборах времени укорочение или удлинение рабочей части спирали осуществляется специальным приспособлением, называемым градусником.
Конструкция градусника представлена на чертеже на главном виде и на разрезе Б-Б. Разрезное кольцо градусника 1 удерживается за счет трения на конической поверхности верхней накладки 2, прикрепленной к балансовому мосту 3 двумя винтами. В коротком плече градусника запрессованы два штифта 4, между которыми расположен наружный виток спирали 5. Конец внутреннего витка спирали закреплен в колодке 6, сидящей неподвижно на оси баланса, конец наружного витка - в колонке 7, расположенной в балансовом мосту 3 и закрепленной винтом 8.