Материал: Планово-предупредительная система технического обслуживания и ремонта автомобилей

Рис. 22. 1 - валик; 2 - поршневой палец; 3 - направляющая втулка; 4 -
винт; 5 - дистанционное кольцо.
2.5 Технологическое оборудование и организационная оснастка
Установка для мойки и очистки деталей - предназначена для мойки
двигателей, трансмиссий и других агрегатов легковых автомобилей.

Рис. 22. Установка для мойки и очистки деталей.
Верстак - рабочий стол для обработки вручную изделий из металла, дерева и
других материалов. Верстак (двух тумбовый) 2 тумбы - 5 ящиков, центральный
замок, полка, оцинкованная столешница.

Рис. 23. Верстак.
Стенд для ремонта двигателей предназначен для подвешивания двигателя с целью работ по диагностике, ремонту и транспортировки по помещению.
Механизм вращения позволяет изменять углы подвешенного мотора.

Рис. 24. Стенд для ремонта двигателей.
Пресс монтажно-заприсовачный используется при сборке прессовых соединений
и других слесарных операций.

Рис. 25. Пресс монтажно-заприсовачный.
Вертикально-сверлильный станок - предназначенных для получения сквозных и
глухих отверстий в сплошном материале, для чистовой обработки, расточки
(зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо
другим способом, для нарезания внутренних резьб, для зенкования торцовых
поверхностей.

Рис. 26. Вертикально-сверлильный станок.
Печь электрическая - электротермическая установка, в которой тепло
выделяется за счет протекания тока по проводнику.

Рис. 27. Печь электрическая.
Стенд для сборки (разборки) шатуна и поршня- предназначен для
разборки/сборки шатунно-поршневой группы

Рис. 28. Стенд для сборки (разборки) шатуна и поршня.
Кран-балка - крановое оборудование мостового типа, используемое для
осуществления разнообразных подъемно-транспортных и погрузочно-разгрузочных
работ на крановых эстакадах, на складах и в промышленных цехах производственных
предприятий.

Рис. 29. Кран-балка.
Стенд для холодной обкатки двигателя - предназначен для холодной обкатки
двигателя и проверки работоспособности его систем.

Рис. 30. Стенд для холодной обкатки двигателя.
.6 Техническое обслуживание и диагностика кривошипно-шатунного механизма
ЕО ежедневно при пуске двигателя следует обращать внимание на легкость пуска и работу двигателя на различных режимах (в том числе и в дороге), на возможное дымление двигателя. Большое количество бело-сизого дыма указывает на прорыв в камеру сгорания через не плотности масла, а темно-бурый дым свидетельствует о переобогащении рабочей смеси или о неполном ее сгорании из-за неисправности системы зажигания. Перед выездом водитель должен проверить общее состояние двигателя, опорных подушек, нет ли течи охлаждающей жидкости или масла.провести контрольный осмотр и необходимые крепежные работы; тщательно проверить крепление всех элементов на двигателе. Крепежные работы следует проводить наложение ключа на каждую гайку или болт с попыткой подтянуть их с соответствующим усилием. В первую очередь это касается различных крышек, из-под прокладок которых наблюдается течь масла в том числе и из-под прокладки поддона. При обнаружении серьезных неисправностей следует оформить "Заявку" на ТР.
ТО-2 выполнить объем работ при TO-1. Провести тщательную (углубленную) диагностику на спец постах диагностики - Д-2 или сопутствующую диагностику непосредственно на рабочих местах. Диагностика включает в себя комплексную проверку технического состояния кривошипно-шатунного механизма вышеуказанными методами и приборами. При обнаружении сверх объемных работ, который нельзя устранить в TO-2, оформляется "Заявка" на проведение соответствующих работ в зоне текущего ремонта + с привлечением мотористов, а при необходимости и со снятием двигателя для ремонта в моторном цехе. При TO-2 разрешается в порядке сопутствующего ремонта (СР) заменять отдельные неисправные легкодоступные детали (прокладку клапанной крышки, поврежденные опорные подушки и т.п.).
Кривошипно-шатунный механизм имеет следующие признаки неисправности: появление посторонних стуков и шумов, падение мощности двигателя, повышенный расход масла, перерасход топлива, появление дыма в отработавших газах.
Стуки и шумы в двигателе возникают в результате повышенного износа его основных деталей и появления между сопряженными деталями увеличенных зазоров.
Перед диагностированием двигатель следует прогреть до температуры охлаждающей жидкости (90 ± 5)°С. Прослушивание производят, прикасаясь острием наконечника звукочувствительного стержня в зоне сопряжения проверяемого механизма.
Работу сопряжения поршень - цилиндр прослушивают по всей высоте цилиндра по зонам 1 (рис. 31) при малой частоте вращения коленчатого вала с переходом на среднюю стуки сильного глухого тона, усиливающиеся с увеличением нагрузки, свидетельствуют о возможном увеличении зазора между поршнем и цилиндром, об изгибе шатуна, поршневого пальца и т.д.
Сопряжение поршневое кольцо - канавка проверяют на уровне НМТ хода поршня (зона 8) на средней частоте вращения КВ слабый стук высокого тона свидетельствует об увеличенном зазоре между кольцами и канавками поршней, либо о чрезмерном износе или поломке колец.
Сопряжение поршневой палец - втулка верхней головки шатуна проверяют на уровне BMT (зона 3) при малой частоте вращения КВ с резким переходом на среднею. Сильный стук высокого тона, похожий на частые удары молотком по наковальне, говорит о повышенном износе деталей сопряжения.
Работу сопряжения коленчатый вал - шатунный подшипник прослушивают в зонах 7 на малых и средней частотах вращения КВ. Глухой звук среднего тона сопровождает износ шатунных вкладышей. Стук коренных подшипников КВ прослушивают в этих же зонах (чуть ниже) при резке изменении частоты вращения КВ (максимальным открытием или прикрытием дроссельной заслонки), сильный глухой стук низкого тона свидетельствует об износе коренных подшипников.
Стук в клапанных механизмах прослушивают в зонах 2,
наличие износа шеек распределительного вала зонах 5, а износа распределительных
шестерен в зоне 6.
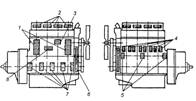
Рис. 31. Зоны Прослушивания двигателя.
Прослушивание шумов и стуков выполняется с помощью стетоскопа.
Падение мощности двигателя вызывается уменьшением компрессии в результате: нарушения уплотнения прокладки головки цилиндров при слабой или неравномерной затяжке гаек крепления или повреждения прокладки; пригорание колец в канавках поршня вследствие отложения смолистых веществ и нагара; износа, поломки или потери упругости колец; износа стенок цилиндров.
Компрессию в цилиндрах двигателя проверяют от руки или компрессометром. Для проверки компрессии от руки вывертывают свечи зажигания, за исключением свечи проверяемого цилиндра. Вращая коленчатый вал пусковой рукояткой, по сопротивлению проворачиванию судят о компрессии. Так же проверяют компрессию и в остальных цилиндрах.
Для проверки компрессии компрессометром следует прогреть двигатель, вывернуть свечи, полностью открыть дроссельную и воздушную заслонки. Установить резиновый наконечник компрессометра в отверстие свечи и провернуть коленчатый вал на 8-10 оборотов. О величине компрессии судят по показаниям компрессометра. После проворачивания коленчатого вала в исправном цилиндре величина компрессии должна быть 7,0-7,8 кгс/см². Таким образом нужно последовательно проверять компрессию в каждом цилиндре.
О техническом состоянии цилиндропоршневой группы и клапанов можно судить по относительной величине утечки воздуха (контролируемой специальным манометром), подаваемого под давлением в цилиндры двигателя с помощью прибора К-69. При этом сжатый воздух подают в каждый цилиндр двигателя через отверстия для свечей зажигания.
Повышенный расход масла, перерасход топлива и дымный выпуск отработавших газов серого цвета (при нормальном уровне масла в картере) обычно появляются при залегании поршневых колец или их износе. Залегание кольца можно устранить без разборки двигателя, для чего в каждый цилиндр горячего двигателя заливают на ночь через отверстие для свечи зажигания по 20г смеси равных частей денатурированного спирта и керосина. Утром двигатель следует пустить, дать проработать 10-15 мин, остановить и заменить масло.
Отложение нагара на днищах поршней и камер сгорания снижает теплопроводность, что вызывает перегрев двигателя, падение его мощности и повышение расхода топлива. Для удаления нагара необходимо выпустить воду из системы охлаждения, снять приборы, укрепленные на головке цилиндров, и, отвернув гайки, осторожно отделить головку цилиндров, не повредив прокладку. Если прокладка приклеилась к блоку или головке цилиндров, то ее следует отделить, пользуясь тупым ножом или широкой тонкой металлической полоской. Нагар удаляют деревянными скребками или скребками из мягкого металла, чтобы не повредить днище поршней или стенки камеры сгорания. Удаляя нагар, следует закрывать чистой ветошью соседние цилиндры. Нагар снимается легче, если его размягчить, положив на него ветошь, смоченную керосином. При установке прокладки головки цилиндров ее нужно натереть порошкообразным графитом.
Трещины в стенках рубашки охлаждения блока и головки
цилиндров могут появиться при замерзании воды или заполнении рубашки охлаждения
горячего двигателя холодной водой.
.7 Неисправности кривошипно-шатунного механизма
При проведении ремонтных работ двигателей в моторных цехах для разборочно-сборочных работ широко используют стенды различных моделей. Все они оснащены кронштейнами крепления двигателей, поддонами для сбора остатков масла и механизмом поворота двигателя (с ручным или электромеханическим приводом) вокруг продольной или поперечной оси в целях повышения удобства в ходе проведения работ.
Изношенные стенки цилиндров промеряются в 4 поясах и двух плоскостях
крест-накрест с помощью нутромера (рис. 32).
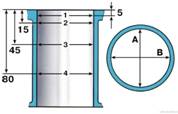
Рис.32.
Перед проверкой нутромер устанавливают на ноль с помощью кольцевого калибра соответствующим номинальному размеру цилиндра.
Измерения диаметра поршней проводятся в плоскости перпендикулярно
поршневому пальцу на расстоянии от днища поршня 52,4 (рис. 33). Подбор поршней
к цилиндрам проводится без колец при комнатной температуре.
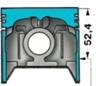
Рис. 33.
Поршни должны подбираются по массе, разброс не должен превышать более ± 2,5г. При необходимости замены 1 шатуна его подгоняют по массе, путем снятия метала с бобышек на крышке и головки шатуна.
На двигателе ВАЗ-2103 существуют 5 до ремонтных групп поршней (A, B, C, D, E), каждый из которых увеличен на 0,01мм.. - 76,00-76,01 мм.. - 76,01-76,02 мм.. - 76,02-76,03 мм.. - 76,03-76,04 мм.. - 76,04-76,05 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был по возможности ближе к расчетному.
Ремонтные поршни подразделяются на 3 группы: А, С, Е.. - 75,940-75,950. - 75,960-75,970. - 75,980-75,990
Зазор по высоте между поршневыми кольцами и канавками поршня проверяется
как показано на рисунке 34. Номинальный зазор для верхнего компрессионного
кольца составляет 0,045-0,08 мм, для второго 0,025-0,06 мм и для маслосъемного
0,02-0,055 мм. Предельно допустимые зазоры при эксплуатации 0,15 мм.

Рис. 34.
Зазор в замках поршневых колец проверяется набором щупов, вставляя кольца в калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ± 0,003 мм.
Зазор должен быть в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, запиливают стыковые поверхности, а ели повышенный - замените кольца.
Пальцы подбирают к поршням и шатунам таким образом, чтобы при комнатной температуре на двигателях ВАЗ смазанный моторным маслом палец входил в отверстие бобышки поршня от усилия большого пальца руки и не выпадал из него под собственным весом. В поршень палец вставляется после нагрева головки шатуна до 240°С. По наружному диаметру пальцы делятся на 3 категории (через 0,004мм). Категория указана краской на торце пальца:
. - синея метка 21,970-21,974 мм.
. - зеленая метка 21,974-21,978 мм.
. - красная метка 21,978-21,982 мм.
Растачивание блока цилиндров - процесс механической обработки внутренних поверхностей отверстия расточными резцами в заданный размер. В основном осуществляется на токарных, расточных и других группах металлорежущих станков.
В процессе эксплуатации рабочая поверхность цилиндров сильно
изнашивается. Больше всего износу подвержена верхняя его часть. Кроме того,
поверхность цилиндра в плоскости вращения кривошипа, контактирующая с юбкой
поршня, также поддается износу. В итоге, разрез цилиндра становится не круглым,
а овальным. Кроме того, на его внутренней поверхности появляются продольные
царапины и задиры, являющиеся следствием попадания с горючим или воздухом
различных частиц. При сильных степенях износа единственно возможным методом
восстановления блока цилиндров является его расточка.

Рис. 35. Растачивание блока цилиндров.
Растачивание коленчатого вала. Шатунные и коренные шейки, изношенные в
пределах ремонтного размера, шлифуют под ближайший ремонтный размер. В начала
проточкой фасок устраняют повреждения центровых отверстий, затем шлифуют
коренные шейки. При шлифовании коренных шеек вал устанавливают в центрах
кругло-шлифовального станка по центровым фаскам, а при шлифовании шатунных шеек
- в центросмесители, совмещая ось вращения шатунной шейки с осью станка.
Обработку коленчатого вала начинают со шлифования первой шатунной шейки. При
шлифовании последующих шатунных шеек коленчатых валов поворачивают вокруг оси
на необходимый угол, определяемый углом между кривошипами. Все коренные и
шатунные шейки шлифуют под один ремонтный размер. Острые комки фасок масляных
каналов притупляют конусным абразивным инструментом, а затем шейки подвергают
финишированию.

Рис. 36. Растачивание коленчатого вала.
Хонингование - вид абразивной обработки материалов с применением
хонинговальных головок (хонов). В основном применяется для обработки внутренних
цилиндрических поверхностей путём совмещения вращательного и
возвратно-поступательного движения хона с закреплёнными на нём раздвижными
абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей
жидкостью.