Материал: Планово-предупредительная система технического обслуживания и ремонта автомобилей
Поршневой палец - стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и в головке шатуна), от выпадения зафиксирован двумя стопорными пружинными кольцами, расположенными в проточках бобышек поршня. По наружному диаметру различают три класса пальцев (через 0,004 мм), которые маркируются краской: 1 - синий (самый тонкий), 2 - зеленый, 3 - красный.
Поршень - из алюминиевого сплава. Юбка поршня имеет сложную форму: в продольном сечении она коническая, а в поперечном - овальная. В верхней части поршня проточены три канавки под поршневые кольца. Канавка маслосъемного кольца имеет сверления для подвода масла, собранного кольцом со стенок цилиндра, к поршневому пальцу. Отверстие под поршневой палец смещено на 1,2 мм от диаметральной плоскости поршня, поэтому при установке поршня необходимо ориентироваться по выбитой стрелке на его днище: она должна быть направлена в сторону шкива коленчатого вала.
Поршневые кольца расположены в канавках поршня. Верхние два кольца - компрессионные. Они препятствуют прорыву газов в картер двигателя и способствуют отводу тепла от поршня к цилиндру. Нижнее кольцо - маслосъемное. Масло, собираемое со стенок цилиндра, подводится к отверстиям в бобышках поршня и служит для смазки поршневого пальца.
Головка блока цилиндров - из алюминиевого сплава, общая для всех четырех
цилиндров. Она центрируется на блоке цилиндров двумя втулками и крепится 11
болтами. Если длина стержня болта превышает 120 мм, то его следует заменить
новым. Между блоком и головкой устанавливается безусадочная металлоармированная
прокладка.
. Организация технологического процесса, диагностирования, технического
обслуживания и ремонта рулевого управления
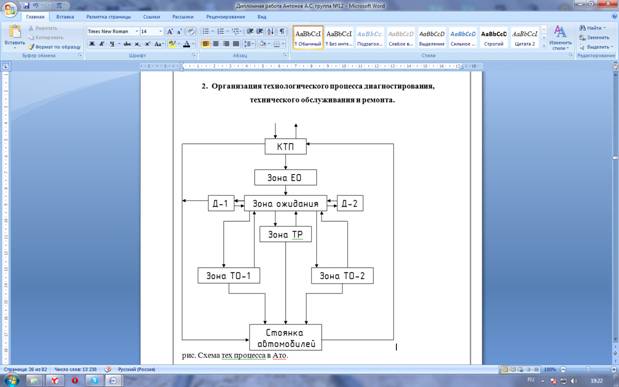
Рис. 2. Схема технологического процесса в АТО.
Изменение условий хозяйствования обусловливает необходимость применения новых, более совершенных организационных методов управления процессами ТО и ремонта подвижного состава в АТО с учетом ситуации в региональных сервисных рынках. Однако технологические принципы организации и управления и производством ТО и ремонтом существенно не изменяется, что объясняет необходимостью поддерживать технически исправное состояние подвижного состава в условиях действия любых экономических механизмов.
Инженерно-техническая служба АТО в своей повседневной деятельности решает ряд вопросов планирования и управления производством, которые условно можно свести к следующим 4-м комплексом взаимосвязанных задач:
· определение программы работ, т.е. числа автомобилей планируемых к постановке на диагностирование и ТО, номенклатуры и объемом ремонтных работ;
· распределение автомобилей по производственным постам в зависимости от специализации, оснащенности и занятости ;
· распределение наличных запасных частей и материалов по автомобилям, агрегатом постами и пополнением их запасов;
· распределение заданий между ремонтными рабочими, постами и участками ТО.
Центр управления производством состоит, как правило, из двух подразделений: отдела (группы) оперативного управления (ООУ) и отдела обработки анализа информации (ООАИ).
Выполнение каждого вида технического воздействия при организации производства ТО и ремонта подвижного состава специализированной бригады или участком (бригады ЕО, ТО-1, ТО-2,ТР, и др.)- технологический принцип формирования производственных подразделений, в наибольшей степени отвечающей требованиям централизованной системы управлению.
Объединение производственных подразделений (бригад, участков), выполняющих технологически однородные работы, в производственные комплексы в целях удобства управления ими.
Централизованная подготовка производства (комплектование оборотного фонда запасных частей и материалов, хранение и регулирование запасов, доставка деталей, узлов и агрегатов на рабочие посты мойка и комплектование ремонтного фонда, обеспечение рабочих инструментом, а также перегон автомобилей в зонах ТО, ремонта и ожидания) осуществляется специальным комплексом централизация подготовки производства значительно сокращает непосредственные затраты времени ремонтных рабочих, управленческого персонала и в конечном счете простои автомобилей в ТО и ремонте.
Использование средств связи, автоматики, телематики и вычислительной техники (система может активно работать лишь при наличии средств диспетчерской связи и оргтехники).
Планирование и учет производства ТО и ТР автомобиля.
Прием подвижного состава с линии. Все автомобили,возвращающиеся с линии принимаются дежурным механиком. Возможны две формы организации приема и выпуска автомобиля на линию: операции производятся механиком контрольно-технического пункта КТП, являющимся работником ОТК; операции выполняются механиками колонн. Дежурный механик принимает автомобили, прибывшие с линии, и направляет на уборочно-моечные работы (УМР) после выполнения УМР исправные автомобили направляются на стоянку. Автомобили, подлежащие очередному ТО, а также те, по которым появилась потребность в ремонте, дежурный механик после оформления необходимой документации направляет по указанию диспетчера ООУ на посты диагностирования, обслуживания и ремонта или в зону ожидания ремонта, если посты заняты.
Планирование постановки автомобилей в ТО-1 с диагностированием Д-1.
Производится ООАИ или инженером производственно-технологического отдела, как правило, по фактическому пробегу, отраженному в Лицевой карточке автомобиля. Действующим "Положением о техническом обслуживании и ремонте подвижногосостава автомобильного транспорта" допускается отклонение планируемой периодичности ТО на +/- 10 % от нормативной. На основании данных Лицевых карточек автомобилей, скорректированной нормативной периодичности и расчетной суточной программы ТО-1 ООАИ составляется "План-отчет ТО" в нескольких экземплярах, которые передаются механику КТП или колонны не полнее чем за сутки до постановки автомобилей в ТО-1 с Д-1, бригадиру участка ТО-1 перед началом смены (вместе с комплектом бланков диагностических карт Д-1) и в транспортный участок КПП - дежурному водителю - перегонщику.
Механик КТП (колонны) на основании полученного Плана-отчёта ТО предупреждает водителя перед выездом на линию о запланированном ТО-1 (эта информация дублируется обычно службой эксплуатации, которая проставляет штамп "ТО-1" в путевом листе) и после возвращения автомобиля в парк контролирует подготовку его водителем к проведению ТО-1 с Д-1, что включает в себя:
· контроль качества УМР;
· контроль постановки автомобиля на специальные места ожидания с удобным выездом;
· контроль отсутствия на автомобиле включенных противоугонных устройств и запоров.
С началом работы зоны ТО-1 с Д-1 водитель-перегонщик доставляет автомобиль на рабочие посты (линию) для выполнения рабат в соответствии с принятой технологией. В процессе проведения регламентных работ ТО-1 с Д-1 бригадир заполняет диагностическую карту Д-1 и по окончании работ делает отметку в плане-отчете ТО и ставит подпись в диагностической карте.
Контролер ОТК проводит выборочный контроль полноты и качества выполнения
работ (20-30% суточной программы), подписывает диагностические карты Д-1 и план
отчет ТО. Если в процессе выполнения работ ТО-1 или, что чаще всего, работ Д-1
выполняются неисправности по тормозам, рулевому управлению, переднему мосту,
ходовой части, устранение которых не предусмотрено технологией ТО-1 и
утвержденной перечне сопутствующих работ (для их выполнения требуется более 10
Чел-мин.) то бригадиром выписывается ремонтный листок и передается в ООУ ЦУП.
Диспетчер ООУ вносит заявку в свой оперативный сменный план, дает указание
водителю-перегонщику доставить автомобиль после окончания работ ТО-1 с Д-1 на
рабочий пост зоны ТР и принимает меры с организации технологической подготовки
указанных в ремонтном листке работ. Специализированной бригаде комплекса ТР
дается задание на выполнение работ, как правило в межсменное время с тем чтобы
утром автомобиль был готов к выходу на линию. В конце смены бригадир ТО-1
передает весь комплект заполненных и пописанных документов (план-отчет ТО,
диагностические карты Д-1) в ООАИ для обработки анализа.
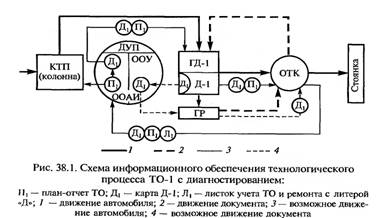
Рис. 3. Схема информационного обеспечения технологического процесса ТО-1
с диагностированием
![]() - план-отчет ТО;
- план-отчет ТО; ![]() - карта Д-1;
- карта Д-1; ![]() - листок учета ТО и ремонта с литерой
"Д"; 1 - движение автомобилей; 2 - движение документа; 3 - возможное
движение автомобиля; 4 - возможное движение документа.
- листок учета ТО и ремонта с литерой
"Д"; 1 - движение автомобилей; 2 - движение документа; 3 - возможное
движение автомобиля; 4 - возможное движение документа.
Назначение моторного цеха.
Моторный цех предназначен для выполнения ремонта двигателя и его, комплектующих в основном путем замены неисправных деталей новыми или ранее отремонтированными.
Технологический процесс ремонта включает: притирку и шлифовку клапанов, замену поршневых пальцев, поршней, поршневых колец, замену вкладышей шатунных и коренных подшипников на вкладыши эксплуатационных размеров, замену прокладки головки блока, устранение трещин и пробоев (в сварочном или агрегатном отделении), мойку двигателя в целом или разборном состоянии, полную или частичную разборку в соответствии с объемом ремонта, мойку снятых деталей и их дефектовку, комплектовку деталей после ремонта из запасных частей; сборку и испытания двигателя.
Контрольно-измерительный инструмент.
Микрометр - универсальный инструмент (прибор), предназначенный для
измерений линейных размеров абсолютным или относительным контактным методом в
области малых размеров с низкой погрешностью (от 2 мкм до 50 мкм в зависимости
от измеряемых диапазонов и класса точности), преобразовательным механизмом
которого является макропара винт - гайка.

Рис. 4. Микрометр.
Поверочная линейка в машиностроении, линейка, предназначенная для
определения не прямолинейности (не плоскостности и не параллельности)
поверхности, т. е. наибольшего расстояния от точек её реального профиля до
прилегающей прямой (ребра линейки).

Рис. 5. Поверочная линейка.
Индикаторный нутромер реализует относительный метод измерения. Данный
прибор широко применяется для замеров внутренних размеров изделий. Нутромеры
индикаторного вида выпускают со стандартизованными пределами измерений. К
прибору прилагаются сменные стержни и шайбы, устанавливающиеся в отверстие
тройника головки нутромера. Они отличаются друг от друга на величину в 1 мм или
5 мм.

Рис. 6. Индикаторный нутромер.
Щупы применяются для определения величины зазоров между отдельными
поверхностями детали или сопряженными деталями. Можно применять как одну, так и
не сколы к сложенных вместе пластинок.

Рис. 7. Щупы.
Весы - устройство или прибор для определения массы тел (взвешивания) по
действующему на них весу, приближённо считая его равным силе тяжести. Вес тела
может быть определён как через сравнение с весом эталонной массы (как в
рычажных весах), так и через измерение этой силы через другие физические
величины.

Рис. 8. Весы.
Индикатор часового типа - измерительный прибор, инструмент, предназначен
для абсолютных и относительных измерений и контроля отклонений от заданной
геометрической формы детали, а также взаимного расположения поверхностей.

Рис. 9. Индикатор часового типа.
Штангенциркуль используется для измерения деталей,
причём, как их внутренних частей, так и внешних. Для этого инструмент имеет
металлическую штангу с разметкой, верхние и нижние губки и рамку с нониусом.

Рис. 10. Штангенциркуль.
Динамометрический ключ - это прецизионный инструмент для затяжки
резьбовых соединений с точно заданным моментом.

Рис. 11. Динамометрический ключ.
Диагностическое оборудование.
Автомобильный стетоскоп - это устройство для прослушивания различных
шумов, стуков и других звуков в самых различных узлах и агрегатах автомобиля.

Рис. 12. Автомобильный стетоскоп.
Компрессометр - предназначен для проверки компрессии в
цилиндрах двигателей.

Рис. 13. Компрессометр.
Магнитный дефектоскоп - устройство для обнаружения дефектов в изделиях из
различных металлических и неметаллических материалов методами неразрушающего
контроля. К дефектам относятся нарушения сплошности или однородности структуры,
зоны коррозионного поражения, отклонения химического состава и размеров и др.

Рис. 14. Магнитный дефектоскоп.
Контактный профилометр - прибор, предназначенный для измерения
неровностей поверхности. Для оценки неровности поверхности часто используют
специальный показатель - шероховатость поверхности. Типичный профилометр
содержит шкалу, на которой и отсчитываются значения показателя шероховатости
поверхности.

Рис. 15. Контактный профилометр.
Инструменты и приспособления.
Приспособление для снятия и установки поршневых колец. Рис. 16. Позволяют
демонтировать поршневые кольца без опасности повредить их.

Рис. 16.
Универсальный набор инструментов. Рис. 17.

Рис. 17.
Ключ для свечей зажигания - предназначен для снятия и установки свечей
зажигания. Рис. 18.

Рис. 18.
Тиски слесарные инструмент - для фиксирования детали при различных видах
обработки (пиление, сверление, строгание и т. д.). Рис. 19.

Рис. 19.
Электрическая дрель - инструмент, предназначенный для придачи
вращательного движения сверлу или другому режущему инструменту для сверления
отверстий в различных материалах при проведении строительных, отделочных,
столярных, слесарных и других работ. Рис. 20.

Рис. 20.
Оправка для поршневых колец. При сборке двигателя, когда надо установить поршни в цилиндры поршневые кольца необходимо сжать. Для этого требуется специальная оправка. Рис. 21.

Рис. 21.
Приспособление для запрессовки поршневого пальца в верхнею головку
шатуна. При сборки шатунно-поршневой группы необходимо установить палец в
верхнею головку шатуна для этого используется специальное приспособление (рис.
22) которое обеспечивает точное положение пальца в верхней головки шатуна и в
поршне.