Материал: Перспективные композиционные и керамические материалы
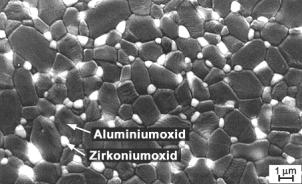
В материалах с агломерированными частицами PSZ (размер агломератов 20–50 мкм) не достигается столь высокий уровень механических свойств, особенно прочности (~400 МПа), как в материале с дисперсными частицами.
Рис. 5.3. Микроструктура композиционного материала на основе Al2O3 с частично стабилизированным ZrO2
Существенное улучшение механических характеристик получено также при введении частиц тетрагонального диоксида циркония в дру-
гие керамические матрицы: муллит, алюмомагниевую шпинель (прочность 500 МПа, К1С = 4,6 МПа·м1/2), нитрид кремния (прочность
950МПа, К1С = 8,5 МПа·м1/2), борид циркония, титанат алюминия.
Вдисперсно-упрочненной керамике в качестве матрицы используют, как правило, компоненты с высоким модулем упругости, не взаи-
модействующие с ZrO2 при температурах спекания и эксплуатации. Трансформационное упрочнение материалов с частицами ZrO2
происходит только в области низких температур (примерно до 200 °С). Поэтому в качестве упрочняющей фазы могут применяться частицы других керамических материалов, обладающих полиморфизмом мартенситного типа с высоким объемным эффектом превращения, напри-
мер двухкальциевый силикат Ca2SiO4, сульфид никеля NiS, энстатит MgSiO3, бораты лантаноидов LnBO3 и др. Для высокотемпературной трансформационно-упрочненной керамики перспективны некоторые оксиды редкоземельных элементов.
Трансформационно-упрочненные композиционные материалы являются частным специфическим случаем более обширного класса дис- персно-упрочненных композитов керамика–керамика. Эффект улучшения показателей физико-механических свойств достигается и при вве-
146
дении в керамическую матрицу частиц другой фазы, не испытывающих фазовых превращений. В этом случае механизм упрочняющего эффекта связан с торможением и ветвлением трещины при встрече с микровключением, что задерживает превращение ее в магистральную с потерей устойчивости.
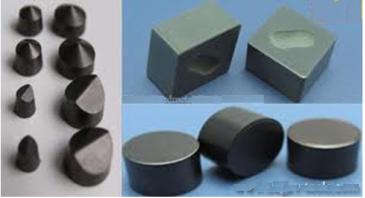
В композиционных материалах с оксидной матрицей широко используются частицы тугоплавких карбидов, нитридов. В частности, для упрочнения Al2O3 используют частицы карбида и нитрида титана и карбида кремния. Введение дисперсных карбидных частиц позволяет повысить прочность матричного материала в среднем на 20 % при росте вязкости разрушения вдвое. Это существенно улучшает эксплуатационные характеристики режущих пластин для механической обработки, для которых в основном используются такие материалы (рис. 5.4).
Рис. 5.4. Режущие пластины из керамики Al2O3 с TiC
Из композиционных материалов с карбидными матрицами широкое распространение получила керамика на основе карбида кремния: SiC-TiB2, SiC-TiC, SiC-AlN, SiC-BN, SiC-B4C и др. Из материалов на основе карбида кремния изготавливают оснастку для литья цветных металлов и стали, детали электротермического оборудования, формы для горячего прессования, высокоточные направляющие для станков, пары трения, инструмент. Введение дисперсных частиц бескислородных соединений во многих случаях улучшает механические свойства, коррозионную стойкость, износостойкость и трибологические характеристики карбида кремния. Подобный эффект наблюдается также и для материалов на основе бескислородной керамики других составов: боридов, нитридов и т.п.
147
5.1.2. Армированные керамические композиционные материалы
Наиболее эффективным способом повышения трещиностойкости керамики является ее армирование. Известны данные о повышении уровня трещиностойкости керамических композитов до 30–50 МПа·м1/2, то есть до уровня трещиностойкости ряда промышленных алюминиевых сплавов и чугуна (табл. 5.1).
|
|
|
|
|
Таблица 5.1 |
Армированные керамические композиционные материалы |
|||||
|
|
|
|
|
|
Материал |
Армирующий |
Метод |
Предел |
К1С, |
Рабочая |
матрицы |
компонент |
получения |
прочности, |
МПа·м1/2 |
температура, °С |
|
|
|
МПа |
|
|
Al2O3 |
Без армирования |
ГИП |
500 |
4 |
1400 |
Al2O3 |
С-SiC(40%) |
ГИП |
500…650 |
10 |
1400 |
Al2O3 |
Nicalon |
ХПП |
497 |
9,5 |
1300 |
SiC |
Без армирования |
ГИП |
250 |
4 |
1000 |
SiC |
Муллит (30 %) |
ГИП |
350 |
6,5 |
1100 |
SiC |
SiC |
ХПП |
250…450 |
10 |
1100…1300 |
Si3N4 |
Без армирования |
ГИП |
450…600 |
5 |
1200 |
Si3N4 |
SiC (35 %) |
ГИП |
600…1200 |
9…11 |
1200…1400 |
Si3N4 |
SiC (20 %) |
ХПП |
800…1050 |
12,5 |
1205…1350 |
ХПП – химическая пропитка полимерами.
Армирование имеет ряд преимуществ и по сравнению с эффектами, достигаемыми в трансформационно-упрочненных керамических материалах, поскольку эффект армирования реализуется в широком диапазоне температур.
Армирующие элементы
Для армирования различных керамических матриц используют в основном керамические волокна или нитевидные кристаллы. Керамические волокна изготавливают из прочных тугоплавких, химически стойких материалов: оксидов алюминия и циркония, нитрида бора, карбидов бора и кремния, других карбидов, нитридов и оксидов.
Для успешного применения керамических волокон в создании таких инновационных материалов, помимо химической и термической стабильности при повышенных температурах, к ним предъявляется ряд других требований. Первым из них является достаточная гибкость изготовление заготовок различной формы и размеров для дальнейшего
148
формования композита. Достаточную гибкость, даже для материалов с высоким модулем упругости, обеспечивает малый диаметр волокон, так как гибкость обратно пропорциональна четвертой степени диаметра волокна. Например, для получения волокна из оксида алюминия или карбида кремния с модулем упругости 300 ГПа требуется диаметр 10 мкм. Также для большей технологичности процесса получения композитов регламентируется минимальное значение относительного удлинения волокна до разрушения: оно не должно быть ниже 1 %. Это влечет за собой требование к прочности волокна: минимальная прочность на разрыв волокна с модулем упругости 200 ГПа должна составлять 2 ГПа. Для облегчения создаваемых материалов и конструкций предъявляются также требования к плотности волокна – не должна превышать 5 г/см3. Необходимыми являются долговременная химическая и термическая стабильность и сопротивление ползучести при температуре свыше 1100 °С.
По структуре керамические волокна делят на поликристаллические
имонокристаллические. По сравнению с массивными объектами керамические волокна, имеющие поликристаллическое строение, обладают более высокой прочностью, однако, в отличие от монокристаллических усов, их прочность меньше.
Поликристаллические волокна имеют структуру спеченной бес-
пористой керамики с неориентированными зернами.
Существует несколько методов производства поликристаллических керамических волокон.
Золь-гель технологии. Необходимой стадией золь-гель процесса является получение золя гидратированного оксида алюминия, который затем формуют в предкерамические волокна, как непрерывные, так
иштапельные. В целом золь-гель процесс получения волокон включает следующие стадии:
1)приготовление прядильного раствора – золя на основе вязкого металлорганического раствора либо на основе суспензии тонкодисперсного порошка с органическим связующим, в том числе с добавками (полимеров, ПАВ);
2)формование с получением гелевых волокон, где используют экструзионные (для получения непрерывных волокон), дутьевые и механические (центробежные) методы (для получения штапельных волокон) и электроформование (для получения тонких 2D-материалов);
149
3) обжиг гелевых волокон проводят в несколько стадий и при невысоких скоростях нагрева. Это позволяет равномерно удалять растворитель и органические компоненты из волокон и, как следствие, минимизировать образование трещин и пор.
Этим методом получают непрерывные волокна оксидов металлов диаметром 5–30 мкм, волокна карбидов диаметром 100–160 мкм.
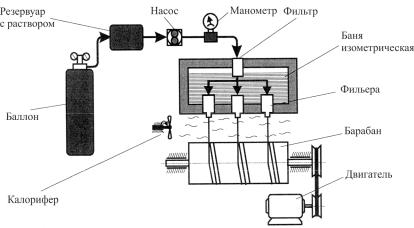
Схема процесса получения поликристаллического волокна из оксида алюминия приведена на рис. 5.5.
Рис. 5.5. Схема установки для экструзии непрерывных волокон
В резервуаре находится исходный материал, представляющий собой раствор формоацетата алюминия Al(ОН)(СНО2)(С2Н3О2) в воде с добавками 10%-ной винной кислоты, вакуумированный до вязкости 200...250 Па·с. Азот, поступающий из баллона, продавливает раствор в шестеренчатый насос. С помощью насоса раствор поступает в фильтр, задерживающий твердые частицы осадка, и далее в фильеры (платиновые стаканчики). В дне фильеры имеются отверстия, через которые продавливаются волокна диаметром 127 мкм. Выходящие из отверстий фильер волокна обдуваются теплым воздухом калорифера. В результате испарения жидкости формируется твердое волокно. В процессе намотки на барабан волокна вытягиваются, их диаметр становится рав-
ным 10...25 мкм.
Следующий этап – спекание волокна. Волокно медленно нагревают до 1500 °С. Выгорание органических веществ происходит при 500...700 °С. В дальнейшем имеет место образование γ- и α-модифика-
150