Материал: Перспективные композиционные и керамические материалы

предстоящей службы изделий. Первые обеспечивают большую прочность и пористость, вторые – более высокую жаростойкость.
Связки распыляют на волокна, затем смесь уплотняют валками, избыток связующей жидкости удаляют. Полученные полуфабрикаты подвергают тепловой обработке.
Более подробно рассмотрим два метода, непосредственно связанные с работами исследователей Научного центра порошкового материаловедения (НЦ ПМ) ПНИПУ.
4.5.1. Высокопористые проницаемые материалы (метод дублирования полимерной матрицы)
Керамические материалы с пористостью 70…95 %, имеющие высокую аэро- и гидропроницаемость, получают методом дублирования полимерной матрицы, являющимся разновидностью метода выгорающих добавок. В качестве полимерной матрицы, образующей сетчато-ячеистый каркас, который воспроизводят путем нанесения керамического порошка и выжигания основы, наиболее часто применяют органические вспененные полимеры.
Первые данные о получении высокопористых материалов методом дублирования полимерной матрицы появились в США и Великобритании и относятся к концу 50-х – началу 60-х гг. XX в. В НЦ ПМ разработка таких материалов ведется с 1976 г. К этому же времени относится и начало систематического изучения керамических материалов, полученных методом дублирования полимерной матрицы, в России и странах СНГ. Материалы были названы высокопористыми ячеистыми материалами (ВПЯМ) (рис. 4.20), встречается и название «высокопористые проницаемые». Материалы, для которых характерно наличие очень высокой макропористости, называются высокопористыми в соответствии с зарубежной традицией (highly porous). В США и европейских странах принят также термин «пенокерамика» (ceramic foam, das keramischen Schaumkörper).
Технологический процесс формования состоит из приготовления суспензии керамического порошка, нанесения ее на полимерную осно-
116
ву, удаления избытка суспензии, сушки пропитанной заготовки и спекания (рис. 4.21). Подготовка порошка и приготовление шликера, хотя и имеют ряд особенностей, существенно не отличаются от традиционно применяемых в керамике (измельчение, синтез исходного порошка и т.д.).
При получении ВПЯМ используют порошки диоксида циркония, муллита, оксида алюминия, талька, кордиерита, нитрида кремния и др.
Подготовка порошка |
Получение полимерных заготовок |
Приготовление шликера |
Предварительная обработка |
Пропитка и удаление избытка шликера
Сушка
Спекание
Рис. 4.21. Общая схема приготовления ВПЯМ
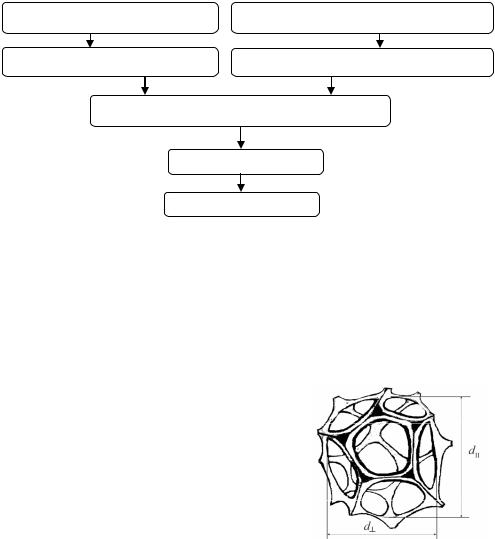
Одной из важнейших характеристик ВПЯМ является средний диаметр ячеек (d), отличающийся от диаметра ячеек в направлении, перпендикулярном к направлению вспенивания (d ), и диаметра ячеек в направлении вспенивания (dII) (рис. 4.22). Связь между этими характеристиками находится из соотношения
d = 2d + dII . 3
В состав шликера входят дисперсионная фаза (керамический порошок), дисперсионная среда и различные добавки, улучшающие реологические свойства шликера или адгезию к поверхности пенополиуретанов.
Различают химически связанные и спеченные высокопористые керамические материалы.
Рис. 4.22. Элементарная ячейка ВПЯМ
117
Для получения химически связанных высокопористых материалов широко применяют алюмофосфатные или алюмохромфосфатные связки. Алюмофосфатное вяжущее вводят в состав водной суспензии керамического порошка в количестве около 10 мас.%. Суспензию наносят на органическую основу, высушивают и обжигают для удаления пенополимера и получения прочносвязанного керамического изделия. При нагреве до 1000 °С и выше происходит спекание Al(PO3)3 и частичное его разложение, усиливающееся при повышении температуры. Наличие фосфатных соединений в огнеупорном материале снижает его качество и сужает область применения. Так, материал становится непригоден в качестве носителя катализаторов.
Физические и химические свойства высокопористых материалов на фосфатных связках значительно хуже, чем у спеченных материалов аналогичного состава. Например, прочность оксида алюминия на полифосфатной связке (Т = 1093 °С) составляет 10,28 кг/см2, а спеченного – 18,52 кг/см2 (Т = 1717 °С). Химическую стойкость химически связанного оксида алюминия определить не удалось, так как после обработки в 10%-ных растворах NaOH, HNO3, H2SO4, HCl и CH3COOH они раз-
рушались.
Распространенность материалов на фосфатных связках объясняется низкими температурами термообработки и возможностью использовать практически любые керамические порошки.
Для того чтобы шликер прочно удерживался на поверхности перемычек пенополиуретана вплоть до высыхания, в состав керамических шликеров вводят различные органические и неорганические клеящие вещества, способные образовывать пленку на поверхности органической пены, выгорающую без остатка вместе с материалом матрицы. Для этих целей применяют такие вещества, как декстрин, карбоксиметилцеллюлоза, поливиниловый спирт (ПВС). Для приготовления шликера чаще всего используют 3…5%-ный раствор ПВС в зависимости от вида ППУ и состава керамической композиции.
Соотношение дисперсной фазы и дисперсионной среды может изменяться в довольно широких пределах, на практике обычно применя-
ют 2,0…2,3.
При шликерном литье, разновидностью которого является метод дублирования полимерной матрицы, шликеры должны обладать:
• низкой вязкостью, позволяющей пропитать куски пеноматериала с различным диаметром ячейки и толщиной;
118
•пределом текучести, способствующим фиксации шликера вплоть до полного высыхания на произвольно ориентированной стенке перемычки пористого полимерного материала без стекания с нее;
•высоким содержанием дисперсной фазы;
•равномерным распределением дисперсной фазы в дисперсионной среде (отсутствием расслаивания).
Наибольшее влияние на реологию шликера оказывает дисперсная фаза, в частности, такие ее характеристики, как полярность, плотность, смачиваемость, дисперсность частиц и их распределение по размерам, форма частиц. В каждом отдельном случае, особенно при использовании порошков сложного состава, необходимо учитывать влияние тех или иных компонентов шихты на свойства шликера.
Так, при получении шликеров для изготовления высокопористых алюмосиликатных материалов необходимы следующие рекомендации:
•размер частиц дисперсной фазы не должен превышать 1…5 мкм, что соответствует удельной поверхности порошка 5…10 м2/г;
•вид и концентрация клеящего вещества зависит от состава шихты и разновидности применяемого пенополиуретана; наиболее часто применяют поливиниловый спирт в виде водного раствора с концентрацией 3 или 5 мас. %;
•оптимальное соотношение дисперсной фазы и дисперсионной среды не менее 2,0…2,5;
•минимально допустимое значение предельного напряжения сдвига тиксотропной суспензии 5…8 Па;
•оптимальное значение пластической вязкости 2…6 Па·с. Пропитка осуществляется погружением в керамический шликер
сприменением вибрации или механического воздействия (циклы сжа- тие-растяжение). Наиболее сложной задачей является удаление избытка шликера при сохранении по возможности более однородного слоя керамического порошка на поверхности ППУ. Для жестких пенополиуретанов применяют метод центрифугирования, а для эластичных ППУ – метод отжимания.
Сушка пропитанных заготовок осуществляется при 80…100 °С в сушилках или на воздухе. Спекание производят чаще всего в воздушной атмосфере при температуре, соответствующей температуре обжига предложенной керамической композиции. В ходе спекания происходит деструкция пенополиуретана (ППУ), которая протекает в три этапа.
119

В интервале 220…330 °С происходит потеря упругости ППУ. Степень деструкции на этом этапе 0,2…0,3. При температуре 330…420 °С полимерный каркас быстро разрушается, степень деструкции 0,8, а при температуре выше 420 °С происходит окисление высокоуглеродистого остатка. Процесс сильно замедляется и к 660 °С прекращается практически полностью. Таким образом, до температуры 660 °С имеются еще какие-то остатки сетчато-ячеистого каркаса пенополиуретана, поддерживающего керамический порошок. При более высоких температурах и вплоть до спекания форма каркаса сохраняется только за счет адгезии керамических частиц. Неспеченный керамический каркас очень хрупок, что обычно является препятствием для каких-либо манипуляций с заготовкой на этой стадии. Тонкие перемычки имеют достаточную прочность только при спекании при температурах, близких к температуре плавления керамического материала, которая, например, для кордиеритового и цельзианового фарфоров составляет свыше 1300 °С.
В большинстве случаев поверхность спеченного материала представляет собой практически беспористую копию поверхности выгоревшей органической матрицы. Перемычка керамического высокопористого материала не сплошная и имеет довольно сложное строение (рис. 4.23). Внутри, почти повторяя ее очертания, расположена полость, образовавшаяся
после выгорания органической матрицы. Полость соединена с внешней поверхностью перемычки узкими каналами диаметром ~ 0,03 мм, по которым происходило удаление продуктов деструкции ППУ. Толщина стенок, образующих перемычку, 0,06…0,22 мм. Стенки перемычек и каналов гладкие. Форма закрытых пор, образовавшихся в процессе спекания
Рис. 4.23. Перемычка ВПЯМ из-за неплотной упаковки частиц, близка к правильной.
При спекании высокопористых материалов происходит усадка, если у алюмосиликатных материалов она составляет менее 10 %, то это показатель плохого спекания, а при усадке более 20 % происходят деформация и разрыв образцов при спекании.
На усадку материала и его прочность оказывает влияние анизотропия ячейки, так как ячейка ППУ приближена по форме к пентагондодекаэдру, вытянутому по одному из направлений (направлению вспени-
120