Материал: Перспективные композиционные и керамические материалы
вания пенополиуретана) в 1,2–1,5 раза. В случае совпадения направления вспенивания ППУ с направлением силы тяжести анизотропия ячейки уменьшается, при несовпадении – увеличивается.
На усадку материала при спекании оказывает влияние также толщина слоя керамического порошка, нанесенного на полимерную основу. Также на усадке сказывается природа керамического материала. Она увеличивается или уменьшается в зависимости от содержания легкоплавких компонентов или компонентов, дающих эвтектики. Усадка материала может быть уменьшена введением инертных компонентов, например боя спеченных изделий. Оптимальное количество боя 15…20 мас. %. Меньшее количество боя не оказывает существенного влияния на усадку и внешний вид образца, при большем ухудшается спекание, образцы становятся хрупкими.
Спекание ВПЯМ, как и керамических материалов вообще, является очень сложным процессом, приводящим к объемным и фазовым изменениям исходных керамических материалов. При высоких температурах идут деструкция одних и синтез других соединений, изменение модификации, стеклообразование, зарождение и рост кристаллов и многие другие процессы, которые могут привести как к получению материала с высокими эксплуатационными характеристиками, так и его разрушению. Особенно сложные превращения происходят при спекании оксидной, а тем более полиоксидной керамики, сырье для производства которой наиболее дешево и доступно.
Применение высокопористых керамических материалов. Высо-
копористые керамические материалы, отличающиеся сочетанием термо- и жаростойкости, стойкости в агрессивных средах, высокой проницаемости для жидкостей и газов, низкой теплопроводности, используются в качестве теплозащитных элементов, пламепреградителей, носителей катализаторов, фильтров для жидких и газообразных сред. Наиболее широко применяются ВПЯМ при фильтрации расплавленных металлов. Они эффективно снижают количество неметаллических включений, улучшают пластичность металла, помогают сократить количество брака. Пенокерамический фильтр (ПКФ) улавливает включения размером до 2 мкм, при этом отфильтровываются не только оксиды металлов, но и нитриды, бориды, интерметаллические соединения, частицы флюса.
121
По существу, фильтрация через объемные фильтры – мощный
ив настоящее время практически не используемый инструмент воздействия на микроструктуру и свойства сплавов. В экспериментах, проведенных с участием специалистов СКБ роторно-поршневых двигателей на литейном участке опытно-промышленного производства АО «АвтоВАЗ», осуществлена сравнительная характеристика двух типов фильтров (ПКФ и кремнеземистой сетки ТУ 6-11-318–78) при литье сложнолегированного сплава В124. Образцы перед испытаниями подвергали трехступенчатой закалке с максимальной температурой нагрева 510 °С
истарению при 250 °С. Временное сопротивление разрыву у сплава, профильтрованного через ПКФ, выше на 5…8 %, а относительное удлинение – более чем на 20 %. Отмечено, что использование фильтров
(даже сетчатых) изменяет условия кристаллизации фаз и приводит к изменению фазового состава сплава, фиксируемому как до, так и после термообработки. При стандартной термообработке наблюдали полное отсутствие упрочняющей фазы в дисперсно-упрочненном сплаве.
При изучении влияния ПКФ на микроструктуру и свойства дуралюминов и силуминов показано, что фильтрация позволяет снизить объемную долю и размер интерметаллидных включений, повысить содержание легирующих элементов в составе алюминиевого твердого раствора, увеличить прочность литого сплава. К специфическому влиянию материала фильтра можно отнести количественные характеристики изменения микроструктуры и прочности сплава. Интенсивность воздействия материала фильтра может быть изменена при модифицировании поверхности фильтра активными по отношению к сплаву компонентами. Фильтрация чугуна через ПКФ не только позволяет отделить неметаллические включения, но и оказывает существенное влияние на микроструктуру. Даже применение фильтра с крупной ячейкой (3,5–4 мм) приводит к изменению размеров и типа распределения включений графита и снижению содержания феррита в основе. С помощью фильтрации через ПКФ прочность серого чугуна может быть повышена не менее чем на 25 % при одновременном увеличении пластичности.
Также пенокерамические фильтры используют для очистки отходящих газов плавильных печей, вентиляционных выбросов электролитических ванн и химических реакторов от токсичных и агрессивных гидроаэрозолей солей, кислот, щелочей, ангидридов. Концентрация аэрозоля, на примере хромового ангидрида, при замере до фильтра составила 0,93 мг/м3, после – 0,012 мг/м3. Высокопористые материалы с сет-
122
чато-ячеистым каркасом эффективны и для очистки воздуха от взвешенных частиц при сварочных работах. Могут рассматриваться также как перспективные катализаторы и носители катализаторов.
4.5.2.Пористые проницаемые материалы (метод термогелевого литья)
Развитие мембранных процессов, являющихся основой многих современных технологий, приводит к необходимости разработки новых материалов, отличающихся жаростойкостью и узким распределением пор по размерам. Особый интерес представляют материалы с микро- и наноразмерной пористостью. Однако подавляющее большинство таких материалов отличается низкой жаростойкостью, поскольку наиболее распространенные методы синтеза, в том числе и «темплатный» синтез, связаны с разложением неорганических и органических гелей при температурах 500–700 °С. При температуре свыше 800 °С происходит деградация порового пространства материала с изменением распределения и размеров пор. Введением выгорающих добавок редко удается получить материалыс узким заданным распределением пор по размерам.
Гелевое (термогелевое) литье – новый процесс формирования керамики, включающий подготовку стабильных взвесей в воде с добавкой гелеобразующего агента, заливку суспензии в форму, гелеобразование и обезвоживание гелевой субстанции, сушку и спекание материала. Гелевым литьем получают как пористые, так и беспористые керамические изделия. Схема термогелевоголитья приведена на рис. 4.24.
В качестве гелеобразующего агента применяют альганаты натрия, желатин, производные агар-агара и т.д. Их способность к образованию прочного, жесткого геля в течение очень короткого времени оказалась весьма привлекательна для порошкового профильного формования. Применение водных растворов биополимеров обеспечивает также снижение вредности производственного процесса.
Проведенные исследования показали, что обязательным элементом технологической схемы является предварительная механохимическая активация порошков в растворе поверхностно-активного водорастворимого полимера. Активация порошков, особенно полученных в лабораторных условиях наноразмерных порошков, позволила улучшить процесс компактирования и интенсифицировать спекание образцов. Для формирования порового пространства с узким распределением пор по размерам применили вакуумирование через специально приготовленную подложку на основе кордиеритовой керамики (рис. 4.25).
123
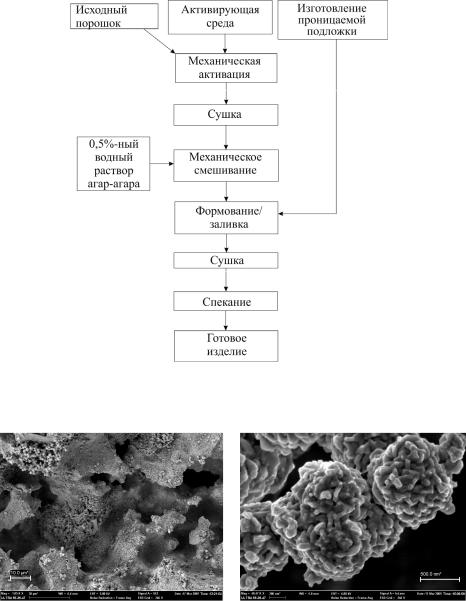
Рис. 4.24. Технологическая схема процесса термогелевого литья
Рис. 4.25. СЭМ-изображение излома образца подложки из кордиеритовой керамики (увеличение 1000 и 40000)
В результате методом гелевого литья без введения выгорающих добавок получены пористые проницаемые материалы с бимодальным распределением нано- и микропор. Результаты определения распределения пор по размерам с помощью ртутного поромера представлены на рис. 4.26.
124
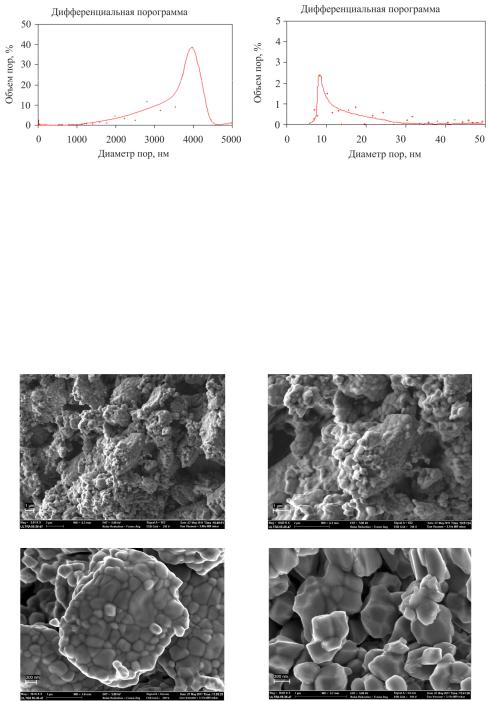
Рис. 4.26. Дифференциальные порограммы распределения пор по размерам в образце из диоксида циркония, стабилизированного диоксидом церия
Пористые проницаемые материалы могут быть получены методом термогелевого литья без введения каких-либо выгорающих добавок. Открытая пористость полученных материалов 50–60 %. Применение специальных приемов позволяет получать узкое бимодальное распределение пор по размерам. При этом средний размер нанопор 3–10 нм, микропор – 1–12 мкм в зависимости от химического и фазового состава керамики (рис. 4.27).
× 5000 |
×10000 |
× 20000 |
× 30000 |
Рис. 4.27. СЭМ-изображения излома пористых образцов, полученных гелевым литьем. Состав ZrO2-2,8 мол.%Y2O3
125