Материал: Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста
Рассмотрим основные случаи воздействия на
заготовку сил резания и сил зажима.
Сила зажима Q и сила резания Р действуют в одном
направлении и прижимают заготовку к установочным элементам приспособления (см.
рис. а). Если сила Р не вызывает сдвигающих сил, то Q=0. Это идеальный случай.
На практике всегда возникает какая-либо сдвигающая, опрокидывающая или
проворачивающая сила.
. Действия сил резания и сил зажима противоположны по направлению (см. рис. б). В этом случае величина силы зажима определится из равенства Q = Р. Величину сил резания находят по формулам теории резания, исходя из конкретных условий обработки. Чтобы обеспечить надёжность зажима, силы резания увеличивают на коэффициент запаса k. Этот коэффициент учитывает изменение условий в процессе обработки, прогрессирующее затупление инструмента и связанное с ним увеличение сил резания, неоднородность обрабатываемого материала и т.п. =>
Поскольку сила трения возникает при закреплении
в двух местах (между заготовкой и зажимом, и между заготовкой и установочными
элементами) результирующая сила трения будет равна
![]()
Где1 - коэффициент трения между заготовкой и зажимом;2 - коэффициент трения между заготовкой и установочными элементами.
Учитывая коэффициент запаса k и условие
равенства сил получим:
Мы рассмотрели случаи воздействия на заготовку
сил резания, а так же привели выше расчеты этой силы. Рассмотрим формулу силы
зажима и распишем ее.
![]()
где
![]() - крутящий момент
на сверле
- крутящий момент
на сверле
n - число одновременно работающих сверл
f - коэффициент трения на работающих поверхностях зажимов (для гладких поверхностей = 0,25; с крестообразно-нарезными канавками = 0,45)
D - угол призмы в градусах
К - коэффициент запаса
4. Расчет сил резания, коэффициентов трения и
надежности закрепления
.1 Разработка расчетной схемы и определение
силы закрепления
Для надежного расчета усилия нажима необходимо
рассчитать коэффициент К.
К=К0хК1хК2хК3хК4хК5
К0 - коэффициент гарантированного запаса
К0 =1,5
К1 - учитывает увеличение сил резания из-за случайных неровностей
К1=1,2
К2 - характеризует увеличение сил резания вследствии затупления режущего инструмента
К2 = 1,15
К3 - учитывает увеличение сил резания при прерывистом резании
К3 - отсутствует
К4 - постоянство силы закрепления
К4 = 1,0
К5 - экономику ручных ЗМ
К5 - отсутствует
К=1,5х1,2х1,15х10=2,07
Так как коэффициент запаса мал, то принимает стандартный коэффициент 2,5
Скорость резания определяется на наибольшем
диаметре контакта с заготовкой D ф:
![]() =
= ![]() м/мин
м/мин
или в системе СИ
![]() =
= ![]() м/с,
м/с,
где n ф, п - частота вращения соответственно в об/мин, и в с-1;
Dф, D - диаметр соответственно в мм и в м.
Подача подсчитывается на один оборот s0 мм/об. или в одну минуту s М, мм на один оборот.
Органы управления подачей на станках имеют таблицы подачи S мм/мин.
Назначаем режим резания.
1. Подача для сверления стали Gb≤58 кгс/мм2 и диаметра сверла 45-50 мм
S=0,34-0,43мм
2. Назначаем период стойкости сверла.
Для сверла диаметром 45мм при обработке конструкционной стали сверлом из быстрорежущей стали рекомендуется период стойкости Т=45 мин.
Глубина резания. При сверлении глубина резания - t=0,5D, t=0,5х50=25
Подача. При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу. При рассверливании отверстий подача, рекомендованная для сверления, может быть увеличена до двух раз.
Скорость резания.
Скорость резания - м/мин, при сверлении
![]() - коэффициент
- коэффициент
![]() - скорость резания
- скорость резания
![]() - диаметр
- диаметр
![]() - подача
- подача
![]() - период стойкости,
- период стойкости,
![]() =
= ![]() =
= ![]()
![]() , м/мин
, м/мин
Кv = Кmv xКnv xКlv
v=1,26
Кmv = ![]()
Крутящий момент Нм и осевую силу
рассчитываем по формуле
Мкр=10 СмDqSyKр;
Ро= 10 СрDqSyKр
Значение коэффициентов См и Ср.
См= 0,0345 крутящий момент
Ср.= 68 осевая сила
Коэффициент учитывающий фактические условия:
р = Кмр
Кмр= 
Dq = 500,40
Sy = 0,340,50
Мкр=10х0,0345х500,40х0,340,50х0,82=10х0,03345х4,78х0,58х0,82=0,78
Ро= 10х68х500,40х0,340,50х0,82=10х0,03345х4,78х0,58х0,82=1545,89
4.2 Выбор привода и силового механизма
Мощность резания должна быть меньше или равна мощности на шпинделе станка: N ≤ N шп = N м η, где N м - мощность электродвигателя, кВт; η - КПД станка.
Так как сила трения F = ѓ W, где ѓ - коэффициент трения, то после подстановки получим следующее выражение:
k (Рzb + Рyℓ)
W = _____________,
α+
ѓℓ
где k
- коэффициент запаса.
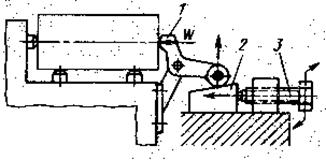
Рис.4. Комбинированное зажимное устройство
Если для операции применить приспособление с комбинированным зажимным устройством (винт 3 - клин 2 - рычаг 1), то зажимная сила значительно увеличится (рис.4). Так, при коэффициентах усиления (отношение развиваемой силы к приложенной) равных для винтового устройства.3-120, клина - 2 - 3 и рычажного зажима 1-1,5, и КПД комбинированного устройства η= 0,7 увеличение приложенной силы составит
·3·I,5· 0,7 = 380раз.
При точных расчетах сил закрепления учитывают
также упругие характеристики зажимного устройства.
.3 Расчет основных параметров
приспособления
Погрешность базирования зависит от принятой схемы, базирования. Например, при сверлении отверстия по кондуктору при установке заготовки по схеме погрешность Е б Н 1 базирования для размера Н 1 равна ≈ 0,12 мм, а по схеме погрешность Е б Н 2 базирования для размера Н 2 равна ≈ 0,02 мм (при допуске на наружный диаметр заготовки 0,1 мм), т.е. отличается в шесть раз.
Погрешность базирования равна нулю, если технологическая и измерительная базы совпадают, т.е. Е б Н 3 =0.
Рассмотрим несколько вариантов действия на обрабатываемую деталь сил резания, зажима и их моментов.
Первый вариант. Сила зажима W, приложенная к обрабатываемой детали 1 и сила резания Р одинаково направлены и прижимают деталь к опоре 2 приспособления. При этом требуется минимальная сила зажима Wmin.
Второй вариант. Сила зажима W и сила резания Р действуют на обрабатываемую деталь 1 в противоположных направлениях; требуемая сила зажима W=KP.
Третий вариант (рис. III.1, в). Сила зажима W и сила резания Р действуют на обрабатываемую деталь во взаимно перпендикулярном направлении. Силе резания Р противодействуют силы трения между нижней базовой плоскостью детали и опорными штырями приспособления и между верхней плоскостью детали и зажимными элементами.
Четвертый вариант (рис. III.1,
г). Сила зажима W прижимает
деталь к опорам, при этом одна сила резания P
1
имеет
одно направление с силой зажима прижимает деталь к нижним опорам, а вторая сила
резания Р2 действует в направлении, перпендикулярном силе зажима. Смещению
детали в приспособлении препятствуют силы трения, возникающие на плоскостях
контакта детали с установочными и зажимными элементами приспособления.
5.
Расчет прочностных характеристик
Прочностной расчет необходим для проектирования безопасной конструкции. Для всевозможных конструкций строительного типа должны учитываться и климатические условия, являющиеся такой же существенной нагрузкой на конструкцию: ветер, дожди и т.п.
Условие прочности при растяжении определяется по
формуле:
Qраст =![]()
Где Q - фактическое тянущее усилие на штоке, Н;
d - внутренний диаметр резьбы мм,
рассчитываем
d = 14,16 мм,
![]() - допустимое значение напряжения
при растяжении
- допустимое значение напряжения
при растяжении
Для стали 40х Qраст=980Мпа
Стяжные болты и винты - это наиболее ответственные резьбовые детали расположенные на крышке и на основании корпуса приспособления.
Они предназначены для восприятия силы передаваемой на крышку и основание корпуса, для предотвращения их раскрытия и утечки масла или воздуха.
Произведем расчет на прочность двух деталей приспособления. Для того чтобы произвести расчет необходимо воспользоваться следующими формулами:
=0,5Ry
где
Ry-усилие зажима
Ry=WвН
Определяем механические характеристики материала болта (винта). Исходя из 5 точности определяем что предел прочности равен:
Qn=500Н/мм,
А предел текучести равен
Qt=300Н/мм2
Допускаемое напряжение [qn]=0,25, следовательно предел текучести равен:
[qт]=75н/мм2
Допускаемое напряжение при неконтролируемой затяжке.
Для болтов (винтов) с наружным диаметром до 16 мм
По чертежу выбираем с наружным
диаметром до 16 мм.
. Определение экономической эффективности приспособления
Экономическая эффективность применения нового
приспособления определяется сопоставлением по сравниваемым вариантам годовых
затрат, включающих заработную плату станочника на рассматриваемой операции,
накладные цеховые расходы,годовые затраты на приспособление, вычисляется по
формуле:
Спр.год=![]()
При применении нового, более сложного приспособления годовые затраты смогут снизиться за счет сокращения вемени обработки tm и снижения разряда работы.
Техологическая себестоимость выполнения
операция,отнесенная к одному году эксплуатации, зависящая от конструкции
приспособления определяется для каждого из сравнваемых вариантов по формуле:
![]()
Размер годовой экономии определяется
как разность сравниваемых элементов годовой технологической себестоимости по
двум вариантам:
Э=Стх.год1-Стх.год2
Экономическая эффективность нового приспособления или более дорогостоящего (по сравнению с применяемым) достигается при условии:
Э˃Спр.год
Первоначальная стоимоть нового прспособления определяетя по формуле:
Спр=Су.д*Дпр*Ксл
Разрабатывая варианты технологических процессов
с различным видом применяемого оборудования, необходимо оценивать экономическую
эффективность варианта по двум важнейшим показателям - сроку окупаемости затрат
Ток и годовой экономии Э, получаемой от внедрения новых станков
(оборудования). Эти показатели связаны соотношением:
Ток=З/Э, лет,
где З - затраты на приобретение или изготовление нового оборудования, руб.
Размер капитальных затрат определяют как
разность между затратами Q1 по одному варианту и затратами Q2
по другому варианту, предполагают, что Q2>Q1 находим:
Э=С1-С2,
где С1 - себестоимость годового объема продукции по первому варианту (действующему, малопроизводительному, более дорогому); С2 - себестоимость того же объема продукции при применении нового оборудования (более эффективно).
Таким образом срок окупаемости капитальных
затрат равен:
Ток=(Q1-Q2)/(С1-С2),
лет.
Расчетные сроки окупаемости не должны превышать нормативных. рекомендуемых.
Применение приспособления или другой технологической оснастки экономически целесообразно, если величина экономии, получаемой от применения приспособления, за два-три года окупает затраты на изготовление и эксплуатацию приспособления.
Годовая экономия от применения приспособления
может быть вычислена следующим образом:
Э=(С1-С2)*N-(a+в)*Sпр,
руб,
где С1 - технологическая стоимость операции без применения специальной технологической оснастки, руб; С2 - технологическая стоимость операции с применением специального приспособления которое экономит время и повышает производительность труда, руб (предполагают что С2<С1); N - годовая программа, шт; а - коэффициент амортизации: при окупаемости в 2 года а=0.5, при окупаемости в 3 года а=0.33; в - коэффициент, учитывающий затраты на ремонт и хранение приспособления, обычно в=0.1-0.2; Sпр - стоимость приспособления, руб.
При учебном проектировании для определения
стоимости специальных станочных приспособлений можно воспользоваться
укрупненными нормативными данными.
. Результатирующая часть
В результате проделанной работы, мы можем сказать, что машиностроение - важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения.
Разновидность систем технологической оснастки определяется типом производства. В массовом производстве приоритетным является применение специальной неразборной технологической оснастки. В серийном производстве - специализированной и унифицированной технологической оснастки, обладающей свойством обратимости. В единичном производстве - специальной неразборной и универсально - наладочной технологической оснастки.
Деталь - вилка-фланец карданного вала среднего моста достаточно технологична допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции.
Расположение крепёжных отверстий как резьбовых, так и гладких допускает многоинструментальную обработку.
Зажимное приспособление - патрон разжимной кулачковый. Является вспомогательным сменным устройством, устанавливаемом на станках и предназначенный для повышения производительности и точности обработки, расширения технологических возможностей станка и облегчения условий работы станочника.