Материал: Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста
Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста
Министерство образования и науки РФ
Камский
Государственный Автомеханический техникум
Шифр
151901.3474.00.00.00.
КУРСОВОЙ ПРОЕКТ
по дисциплине «Технологическая оснастка»
на тему:
«Патрон разжимной кулачковый и вилка-фланец карданного вала среднего моста»
Содержание
Введение
. Описание конструкции приспособления, детали.
.1 Анализ конструкции детали
.2 Назначение и принцип работы проектируемого приспособления
. Разработка схемы базирования
.1 Определение метода базирования заготовки
.2 Разработка схемы базирования
. Разработка схемы закрепления
.1 Определение и расчет погрешности базирования
.2 Определение схемы направления сил зажима и сил резания
. Расчет сил резания, коэффициентов трения и надежности закрепления
.1 Разработка расчетной схемы и определение силы закрепления
.2 Выбор привода и силового механизма
.3 Расчет основных параметров приспособления
. Расчет прочностных характеристик
. Контрольные приспособления
. Загрузочно-транспортные устройства
. Определение экономической эффективности приспособления
. Результатирующая часть
Список литературы
Введение
Технологическая оснастка является переменной частью технологического оснащения. Назначение технологической оснастки - обеспечивать, менять и расширять технологические возможности оборудования, поэтому срок её службы на один порядок более ниже срока службы оборудования.
Разновидность систем технологической оснастки определяется типом производства. В массовом производстве приоритетным является применение специальной неразборной технологической оснастки. В серийном производстве - специализированной и унифицированной технологической оснастки, обладающей свойством обратимости. В единичном производстве - специальной неразборной и универсально - наладочной технологической оснастки.
Станкостроение прошло интересный путь развития. Все машины - это детища машиностроительных заводов. На этих заводах работают металлообрабатывающие станки - это те машины, с помощью которых изготовляют части - детали любых машин: автомобилей и самолетов, турбин и двигателей внутреннего сгорания, всех рабочих машин, в том числе и самих металлообрабатывающих станков.
Существенно повысить производительность механической обработки можно лишь при резком сокращении вспомогательного времени благодаря применению прогрессивной технологической оснастки, в частности быстродействующих механизированных приспособлений.
Технологическая оснастка в машиностроении - это приспособления, предназначенные для установки и закрепления заготовок в требуемом положении относительно рабочих органов станка и режущих инструментов, служащие для транспортировки деталей или изделий.
Машиностроение - важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения.
Большое значение для народного хозяйства имеет развитие машиностроения. Затраты на установление, приобретение и эксплуатацию разнообразной технологической оснастки составляет 20% от стоимости оборудования, а себестоимость и сроки подготовки производства в основном определяются величиной затрат труда и времени, для проектов и изготовления технологической оснастки. Наибольший удельный вес в общий массе оснастки имеют станочные приспособления.
За последнее время повысился механизации и автоматизации приспособления, а также проведена большая работа по стандартизации их деталей, узлов и отдельных конструкций. Применение переналаживаемых и универсальных станочных приспособлений, а также универсальных приводов резко снижает затраты и времени на подготовку производства.
При комплексной автоматизации обработки на станках, приспособления проектируется с полуавтоматическим циклом работы. В современном машиностроении все больше распространение получает технологическая оснастка из стандартных деталей и узлов. Применение стандартных приспособлений способствует решению двух основных задач:
1. Обеспечение заданной точности обработки.
2. Повышение производительности.
.
Описание конструкции приспособления, детали
1.1 Анализ
конструкции детали
Деталь - вилка-фланец карданного вала среднего моста. Деталь изготовляется из углеродистой стали 35. Сталь качественная калиброванная (холоднотянутая).
Деталь изготовлена штамповочным методом, поэтому конфигурации наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки.
Тем не менее даже при этом штамповка должна производится с применением стержня, формирующих как внутренние полости, так и рёбра с боковых сторон, особенно технологично 4 отверстия диаметром 15мм и 2 отверстия диаметром 50мм.
Тоже самое относится и к внутренней обрабатываемой поверхности диаметром 95 -0,07. Это отверстие должно быть выполнено в пределах указанных отклонений с точностью до 0,07мм.
Единственным способом достижения указанной точности является окончательная расточка отверстий на алмазно-расточном станке. Нетехнологичны в данной конструкции неперпендикулярные поверхности, что приводит к образованию острой кромки и необходимости введения слесарно-зачистных операций ручной обработки.
В основном деталь достаточно технологична
допускает применение высокопроизводительных режимов обработки, имеет хорошие
базовые поверхности для первоначальных операций и довольно проста по
конструкции. Расположение крепёжных отверстий как резьбовых, так и гладких
допускает многоинструментальную обработку.
1.1.
.2 Назначение и принцип работы
проектируемого приспособления
Зажимное приспособление - патрон разжимной кулачковый. Является вспомогательным сменным устройством, устанавливаемом на станках и предназначенный для повышения производительности и точности обработки, расширения технологических возможностей станка и облегчения условий работы станочника. Относится к группе специализированных приспособлений, применяется при обработке группы деталей, сходных по размерам, конфигурации и технологии изготовления. Используют в единичном и серийном производстве, для установки и зажима обрабатываемых деталей.
Деталь, закрепленная в приспособлении, должна быть лишена такого числа степеней свободы, которое обеспечивает неподвижность детали от начала до конца обработки. Требуемое положение обрабатываемой детали в приспособлении и стабильность этого положения в процессе обработки обеспечиваются установочными и зажимными элементами, между которыми деталь устанавливается и закрепляется.
Установочные элементы патрона кулачкового разжимного - называют опорами, которые делятся на основные и вспомогательные. Основными называют неподвижные опоры, координирующие обрабатываемую деталь в трех взаимно перпендикулярных плоскостях, благодаря чему деталь лишена шести степеней свободы относительно приспособления. Основные опоры бывают постоянные, регулируемые и плавающие. В качестве постоянных опор при установке заготовок применяют опорные штыри: плоский - а), сферический - б), рифленый - в), сменный - г), а также пластины.
В тех случаях, когда заготовку устанавливают по необработанным поверхностям и она занимает неустойчивое положение, применяют вспомогательные (подвижные) опоры, которые подводят к детали в точках приложения сил резания или сил зажима после того, как заготовка займет определенное положение на основных опорах.
Зажимные элементы патрона, закрепляя заготовку в
приспособлении, обеспечивают прилегание ее базовых поверхностей к основным и
вспомогательным опорам и создают силы зажима, противодействующие силам резания.
Заготовки с наружной цилиндрической поверхностью закрепляют в призмах, втулках
и кольцах, а заготовки с внутренней цилиндрической поверхностью - с помощью
оправок и установочных пальцев.
2. Разработка схемы базирования
2.1 Определение метода базирования заготовки
Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией. Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении.
В машине, механизме, станке, детали соединяются между собой, обеспечивая передачу и преобразование движений. В процессе обработки заготовки (детали) закрепляются. Для ориентации заготовок во время обработки на станках, расположения готовых деталей в сборочных единицах (узлах) машин, измерения деталей служат поверхности, линии, точки и их совокупности, которые называются базами. Различают технологические и конструкторские базы. Технологические базы разделяются на установочные и измерительные.
Установочные базы - поверхности (а также линии и точки), служащие для установки заготовки на станке и ориентирующие ее относительно режущего инструмента. Например, торцовая и цилиндрическая поверхности кулачков патрона или торцовая поверхность патрона и цилиндрическая поверхность кулачков, или конические поверхности и центров станка и др. Установочными базами могут быть различные поверхности заготовок, а также центровые гнезда и плоскости.
Конструкторская база - совокупность
поверхностей, линий, точек, от которых заданы размеры и положение деталей при
разработке конструкции. Конструкторские базы могут быть реальными (материальная
поверхность) или геометрическими (осевые линии, точки). При выборе черновых
установочных баз руководствуются следующими правилами: базовые поверхности
должны быть по возможности ровными и чистыми (не следует, например, принимать за
базы поверхности, на которых располагаются линии разъема моделей или заусенцы),
базовые поверхности не должны изменяться относительно других поверхностей (не
следует, например, брать за базу поверхность литого отверстия, так как его
положение может изменяться), за базы рекомендуется принимать поверхности с
минимальными припусками или вообще не подвергаемые обработке.
2.2 Разработка схемы базирования
Схему базирования выбираю, исходя из требований точности обработки и удобства компоновки приспособления. Погрешность базирования может изменяться в зависимости от выбранной схемы базирования. В тех слу чаях, когда технологические и измерительные базы совпадают, погрешность базирования равна нулю. Это важное положение называют принципом совмещения (единства) баз.
Точное положение заготовки в рабочей зоне станка достигается в процессе установки ее в приспособлении. Процесс установки включает в себя базирование (т.е. придание заготовке требуемого положения относительно выбранной системы координат) и закрепление (т.е. приложение сил и пар сил к заготовке для обеспечения постоянства и неизменности ее положения, достигнутого при базировании).
Для установки заготовки в приспособлении использую несколько баз. Заготовка соприкасается с приспособлением в точках, называемых опорными. Схему расположения опорных точек называют схемой базирования. Каждая опорная точка определяет связь заготовки с выбранной системой координат, в которой осуществляется обработка заготовки.
Чтобы обеспечить ориентированное положение жесткой заготовки (т.е. заготовки, деформациями которой можно пренебречь) призматической формы, на нее необходимо наложить шесть связей, которым соответствуют шесть опорных точек на схеме базирования:
три точки - на установочной базе, лишающие заготовку трех степеней свободы (перемещения вдоль одной координатной оси и поворота вокруг двух других координатных осей);
две точки - на направляющей базе, лишающие заготовку двух степеней свободы (перемещения вдоль одной координатной оси и поворота вокруг другой);
одна точка - на опорной базе, лишающая заготовку одной степени свободы (перемещения вдоль одной координатной оси или поворот вокруг нее).
Это правило базирования жесткой заготовки носит название правила шести точек.
кулачковый патрон привод вилка
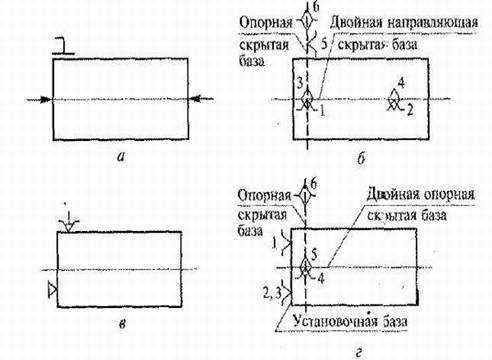
Схема установа и базирования вала: а - установка
вала в центрах, б - базирование вала в центрах, в - установ вала в
трехкулачковом патроне, 1,2,3,4,5,6 - опорные точки
3. Разработка схемы закрепления
3.1 Определение и расчет погрешности
базирования
Погрешность базирования возникает вследствие несовмещения установочной базы с измерительной.
Корпусную деталь, у которой измерительными базами являются поверхности К и L, согласно традиционным представлениям о достижении максимальной точности нужно базировать по тем же поверхностям, при этом осуществляется совмещение технологических и измерительных баз. Однако для станков с ЧПУ имеется возможность достижения более высоких точностей, когда за один установ обрабатывают измерительные базы и все остальные поверхности, размеры для которых отсчитаны от этих баз а - совмещение технологических и измерительных баз; б - обработка поверхностей за один установ.
В качестве технологических баз могут быть выбраны менее ответственные поверхности, зачастую необработанные, что Особенно характерно для обработки на многооперационных станках.
При закреплении возможны смещения заготовки 1 под действием зажимных сил Qx и Q2, т. е. появление погрешности закрепления б3. Смещение заготовки из положения, определяемого установочными элементами приспособления, происходит вследствие деформаций отдельных звеньев цепи: заготовка - установочные элементы 2 - корпус приспособления 5. Особенно велики деформации в местах контакта базовых поверхностей заготовки с установочными элементами приспособлений.
Выполняя расчет погрешности базирования заготовок в приспособлениях, необходимо отметить, что погрешность для расстояния от оси радиально расположенных отверстий до торца равна нулю (совпадают установочная и измерительная базы), поперечное смещение осевых отверстий при установке в призмы определяется допуском на базовую поверхность заготовки и в данном случае не лимитируется, так как допуск достаточно жесткий, а требования к точности положения осевых Отверстий невелики. Следовательно, проверяется лишь погрешность углового положения радиальных отверстий относительно лысок (точнее, нормалей к ним).
Рассмотрим расчетную схему для нашей детали, на номинальное положение заготовки (точка Л) и предельное повернутое до касания кромкой неподвижной базы (точка А х) при условии предельного зазора 5 между ними. Величина зазора определяется допуском на размер ОБ, который можно приближенно принять равным половине допуска на общий размер 96 мм, принятый по квалитету JT14. Расчет заключается в определении длины и угловой величины дуги АА, которая и будет определять погрешность углового положения радиальных отверстий.
Из треугольника ААХС, принимая длину дуги примерно равной длине хорды ААХ, находим погрешность базирования, которая примерно равна 1,4°. Отклонение по чертежу не должно превышать 5°, т.е. точность базирования удовлетворительна.
Далее выполняется расчет надежности зажатия.
Принимаем диаметр поршня пневмоцилиндра 100 мм и выполняем проверочный расчет,
исходя из гипотезы проворачивания заготовки вокруг оси под действием момента
резания, равного 32800 Н-мм. Геометрическим расчетом получаем для детали
"палец" при коэффициенте надежности, равном, усилие зажатия, примерно
равное 6800 Н. Сопоставление с усилием, развиваемым зажимным механизмом при
давлении 400 кПа, показывает, что надежность зажима заготовок вполне
удовлетворительна. После компоновки и выполнения прочностного проверочного
расчета окончательно оформляем конструкцию приспособления (см. графическую
схему в приложении).
3.2
Определение схемы направления сил зажима и сил резания
В процессе обработки на заготовку со стороны режущего инструмента действуют силы резания, стремящиеся сдвинуть её с установочных элементов. Для того, чтобы этого не произошло заготовку необходимо закрепить.