Материал: основы проектирования хим произв дворецкий

 Нитрит
Нитрит Хладагент
Хладагент
302 Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
30…40°. Следовательно, для более интенсивного подвода нитрита натрия в реакционную зону будем применять камеры смешения с размерами: диаметр камеры – D = 0,1 м, длина камеры – lk = 1,0 м, углы расширения диффузора – αд = 60° и сужения конфузора – αк = 30°.
Таким образом, при моделировании процесса тонкого органического синтеза учитывается смешение дозируемых в аппарат компонентов в устройстве, смонтированном на входе в аппарат; химическое взаимодействие в трубчатой части и камерах смешения; изменение условий протекания элементарных процессов химического взаимодействия при наличии в реакторе устройств турбулизации потока (диффузор-конфузоров или камер кинетического смешения).
В целом работоспособность турбулентного трубчатого реактора определяется условиями неосаждения агрегатов твердой фазы амина в вертикальных трубах, обеспечения заданной производительности и турбулентного режима течения реакционной смеси в зоне реакции. Основными параметрами, обеспечивающими выполнение этих условий при заданной производительности, являются внутренний диаметр вертикальной трубы dтр и концентрация твердой фазы в питании реактора [CA]S. Чтобы избежать нарушения условий работоспособности реактора необходимо выбрать такой диаметр трубы, которому будет соответствовать максимально возможный интервал допустимых концентраций твердой фазы для выбранной производительности. При заданной производительности реакторной установки – Q = 1000 т/год максимально допустимыми значениями диаметра трубы
реактора диазотирования и концентрации [CA(0) ]S твердой фазы ароматического амина являются – dтр = 0,04 м и [CA(0) ]S = 300…400 моль/м3.
Математическая модель непрерывного процесса синтеза азопигментов в турбулентной трубчатой реакторной установке представляет систему нелинейных дифференциальных уравнений в обыкновенных производных для трубчатой части и систему нелинейных алгебраических уравнений для камер смешения реакторной установки [46, 49].
Техническое задание на проектирование турбулентной трубчатой реакторной установки диазотирования включает выполнение следующих требований: выход диазосоединения – KD ≥ 97,0%; «проскок» твердой фазы амина в реакторе диазотирования – Пη ≤ 0,25%; содержание диазо-смол в диазорастворе – Пχ ≤ 0,9%; содержание нитрозных газов в диазорастворе – Пσ ≤ 5%, показатели качества Yi, i = 1, 2, …, 8 синтезируемых азопигментов должны соответствовать
показателям Yiт типового образца.
Выполнение вышеперечисленных требований ТЗ на проектирование реакторных установок необходимо обеспечить в условиях неопределенности отдельных кинетических параметров химических реакций, процесса кристаллизации азопигментов и ряда технологических переменных (например, концентраций твердой фазы амина и азосоставляющих в питании реакторной установки синтеза азопигментов).
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ |
303 |
|
|
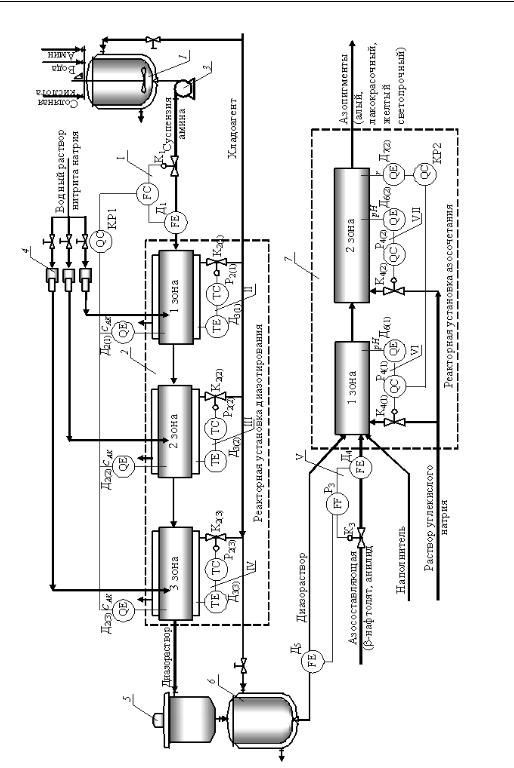
Непрерывный технологический процесс синтеза азопигментов алого концентрированного, лакокрасочного и желтого светопрочного в ГАПС непрерывного действия производительностью 1000 т пигментов/год осуществляется следующим образом (рис. 8.15) [50]. Солянокислую суспензию амина (например, 3-нитро-4-аминотолуола) с заданной концентрацией приготавливают в аппарате 1. Процесс диазотирования 3-нитро-4-аминотолуола нитритом натрия в присутствии 2,5…3-кратного избытка соляной кислоты осуществляют непрерывно в турбулентном трубчатом реакторе диазотирования 2, куда солянокислая суспензия амина подается центробежным насосом 3. Водный раствор нитрита натрия непрерывно и распределенно (по длине трубчатого реактора) подают в реакторную установку 2 с помощью системы дозирующих насосов 4 таким образом, чтобы избыточная концентрация азотистой кислоты (диазотирующего агента) в зоне реакции диазотирования находилась в пределах 0,2…0,5 г/л. Процесс диазотирования осуществляют при турбулентном режиме движения потока реакционной массы при заданном (оптимальном) температурном профиле. Полученный диазораствор непрерывно подается на стадию очистки, которая осуществляется с помощью ультрацентрифуги 5, и далее очищенный раствор диазосоединения самотеком поступает в турбулентный трубчатый реактор азосочетания 7. В реактор 7 одновременно подают растворы азосоставляющей (β-нафтолята или анилида ацетоуксусной кислоты в зависимости от марки пигмента) и наполнителя (хлористого бария, гидроокиси алюминия). Подача щелочного агента осуществляется распределенно по длине реактора 7 для формирования оптимального профиля pH-среды сочетания.
Суспензии азопигментов накапливаются в специальных аппаратахсборниках для проведения последующих операций термообработки и транспортировки на заключительные стадии физико-механической обработки (фильтрования, сушки и размола).
Автоматическая система регулирования переменных состояния реакторных установок диазотирования и азосочетания включает контуры I – VII, реализующих найденные при решении задачи стохастической оптимизации оптимальные значения режимных (управляющих) переменных. В контуре I стабилизируется оптимальное значение расхода солянокислой суспензии амина (датчик (Д1), регулятор (Р1), клапан (К1)) с коррекцией по концентрации азотистой кислоты в третьей зоне реакторной установки диазотирования (Д2(1, 2, 3), корректирующий регулятор (КР 1)). Оптимальное распределение подачи нитрита натрия в зоны реакторной установки диазотирование обеспечивается системой высокоточных дозирующих насосов. В контурах II – IV обеспечивается реализация оптимального
профиля температуры в зонах 1, 2, 3 диазотирования (Д3(1, 2, 3), Р2(1, 2, 3), К2(1, 2, 3)). Соотношение расходов азосоставляющей и диазораствора в питании реакторной
установки азосочетания поддерживается в контуре V с помощью Д4, Д5, Р3 и К3. Наконец, оптимальный профиль pH-среды азосочетания реализуется в контурах
VI и VII (Д6(1, 2), Д7(2), Р4(1, 2), КР2, К4(1, 2)).
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ |
305 |
|
|
Вопросы для самоконтроля
1.Назовите типичных представителей малотоннажных химических производств и их основные отличительные особенности.
2.Приведите основные понятия и определения: технологической операции, технологической стадии, партии продукта, технологического цикла, лимитирующей стадии, материального индекса, технологического маршрута, диаграммы Гантта, расписания.
3.Классифицируйте ХТС в соответствии со следующими классификационными признаками (А – по способу функционирования; Б – по количеству выпускаемой продукции; В – по типам технологической и организационных структур;
Г– по количеству стадий):
−многостадийные;
−гибкие;
−многоассортиментные;
−непрерывные;
−совмещенные;
−одностадийные;
−периодические;
−индивидуальные;
−полностью совмещенные;
−дискретно-непрерывные;
−частично совмещенные.
4. Перечислите: А – общесистемные принципы создания ГАПС и Б – специфические особенности:
−иерархичность;
−гибкость;
−открытость;
−управляемость;
−модульность;
−устойчивость;
−интегрированность;
−эмерджентность;
−целенаправленность.
5. Каковы основные атрибуты гибких автоматизированных ХТС?
−низкая производительность;
−изменчивость ассортимента;
−многопродуктовость;