Материал: основы проектирования хим произв дворецкий
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХТС |
281 |
|
|
б) на стадии j – 1 – аппараты периодического действия (например, листовые фильтры), а на стадии j – непрерывного (например, распылительная сушилка). В этом случае между стадиями обязательно вводится стадия i, оснащаемая буферными емкостями. Длительность пребывания влажного материала в емкостях определяется по формуле (8.6);
в) стадия j – 1 оснащена аппаратами непрерывного действия (например, ленточными вакуум-фильтрами), а стадия j – периодического (например, сушилками вакуумными барабанными). Если основные аппараты стадий соединены непосредственно, то значение τj увеличивается на продолжительность основных операций стадии j – 1:
τ j = |
g j w |
+ hj −1τ j −1 |
, |
(8.7) |
|
X j a j |
|||||
|
|
|
|
а если между ними вводится буферная стадия i, то значения τj ± 1 и τi определяются по формулам (8.3) – (8.6);
а) |
б) |
в) |
г) |
Рис. 8.10. Диаграммы совместной работы основных аппаратов стадий фильтрования и сушки:
а– на стадиях j – 1 и j – аппараты периодического действия;
б– на стадии j – 1 – аппарат периодического действия, на стадии j – непрерывного; в – на стадии j – 1 – аппарат непрерывного действия, на стадии j – периодического;
г– на стадиях j – 1 и j – аппараты непрерывного действия

282 Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
г) стадии j – 1 и j оснащены аппаратами непрерывного действия. В этом случае значения τj – 1 и τj остаются неизменными. Если производительности аппаратов этих стадий (фильтра – по пасте, сушилки – по влажному материалу) равны, т.е. Xj – 1 aj – 1 = Xj aj, то аппараты обеих стадий работают синхронно (к такому режиму обычно стремятся технологи). В противном случае между стадиями j – 1 и j вводится дополнительная стадия i с емкостными буферами:
τi = max{τ j −1hj −1, τ j hj } . |
(8.8) |
Порядок определения значений θj по известным значениям τj и числа Nj ос-
новных аппаратов стадии j ХТС зависит от типа аппаратов и способа переработки партий продукта на стадии. Вначале проанализируем варианты режима переработки партий на стадиях, аппаратурное оформление которых включает несколько основных аппаратов.
Для идентификации вариантов используем указатель pj:
1)pj = 0 – каждый из аппаратов стадии j принимает партию сырья или полупродукта целиком, причем следующие друг за другом партии перерабатываются
вразных аппаратах в порядке поступления, т.е. циклы работы разных аппаратов не совпадают по времени;
2)pj = 1 – партия материалов, поступающая на стадию, делится на Nj равных долей, т.е. при Nj = 2 – на две, при Nj = 3 – на три и т.д., которые синхронно перерабатываются в разных аппаратах.
На практике чаще применяется первый способ. Второй обычно используют на стадиях, не связанных с реализацией химических процессов (растворение, суспензирование, фильтрация, сушка), так как при периодическом режиме переработки долей партии в разных аппаратах чрезвычайно сложно обеспечить равные длительности химических превращений.
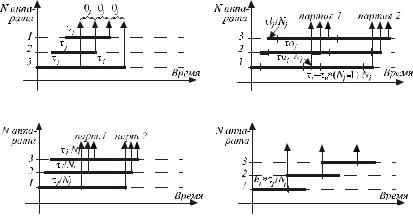
Если каждый аппарат перерабатывает партии продукта целиком, то мини-
мальный период между их выходом со стадии θj = τj / Nj (см. рис. 8.11, а). В случае, когда равные доли партии продукта перерабатываются в разных аппаратах, значение θj зависит от их типа.
На рисунке 8.11, б представлена диаграмма переработки равных долей партии материалов на стадии, оснащенной емкостными аппаратами с перемешивающими устройствами, при Nj = 3 в ситуации, когда к числу реализуемых операций относятся загрузка, физико-химические превращения и выгрузка [43]. Длительность физико-химических превращений практически не зависит от количества массы, а длительность загрузки и выгрузки − прямо пропорциональна ему. Следовательно, продолжительность физико-химических превращений одинакова во всех аппаратах, а загрузки и выгрузки − уменьшается в Nj раз. Из рисунка видно, что в этом случае θj = τj − τв (Nj − 1) / Nj, где τв – общая продолжительность загрузки и выгрузки. Как правило, длительность операций загрузки и выгрузки емкостных аппаратов существенно меньше длительности физикохимических превращений, поэтому в данном случае обычно принимают θj = τj.
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХТС |
283 |
|
|
а) |
в) |
б) |
г) |
Рис. 8.11. Диаграммы работы основных аппаратов стадий при Nj = 3:
а – 2τj = Nj θj + τj → θj = τj / Nj; б – θj = τj; в – θj = τj / Nj; г – θj = τj
На стадиях фильтрования и сушки переработка равных долей партии в разных аппаратах возможна, если каждый аппарат оснащается буферными емкостями для подачи и приема массы или способен принять и передать сразу всю предназначенную долю партии (емкостной фильтр периодического действия, роторная вакуумная сушилка).
Поскольку длительность фильтрования и сушки прямо пропорциональна количеству обрабатываемой массы, в расчетах оборудования ХТС принимается θj = τj /Nj, (см. рис. 8.11, в). Этот вывод не распространяется на стадии, оснащаемые фильтр-прессами, когда целью фильтрования является выделение твердой фазы суспензии. Переработка долей партии разными аппаратами этих стадий обычно организуется в случаях, когда рабочей поверхности одного фильтра оказывается недостаточно. Аппараты работают последовательно: после заполнения осадком одного суспензия подается в следующий (см. рис. 8.11, г). При таком режиме минимально возможный промежуток времени между моментами окончания переработки двух последовательно выпускаемых партий продукта θj = τj.
Рассмотренные в этом разделе особенности функционирования оборудования многоассортиментной ХТС должны учитываться при постановке и решении задач определения характеристик режима функционирования многоассортиментной ХТС и аппаратурно-технологическом оформлении ее стадий.
Вопросы для самоконтроля
1. Расположите в правильной последовательности от низшего уровня
квысшему процессную составляющую гибкой ХТС:
−многостадийный ХТП;
−технологическая стадия;

284Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
−множество одностадийных ХТП;
−индивидуальная производственная ХТС;
−типовая технологическая операция;
−гибкое производство.
2. Модель технологического аппарата периодического действия формируется из следующих составляющих (выберите правильные):
−модели смены состояний;
−модели расписания работы аппаратов;
−отображения, ставящего в соответствие множеству технологических операций множество их моделей;
−отображения, ставящего в соответствие множеству технологических аппаратов множество их моделей;
−модели технологических операций;
−модели взаимодействия аппаратов.
3. Модель гибкой ХТС формируется из следующих составляющих (выберите правильные):
−моделей расписания работы аппаратов;
−моделей индивидуальных ХТС;
−моделей взаимодействия аппаратов;
−моделей технологической структуры;
−моделей организационной структуры ХТС;
−отображения, ставящего в соответствие множеству аппаратов множество их моделей;
−отображения, ставящего в соответствие индивидуальной (или совмещенной) ХТС множество их моделей;
−моделей совмещенных ХТС.
4.Сформулируйте основные допущения, принимаемые при определении режима функционирования многостадийной ХТС периодического действия.
5.Запишите выражение для целевой функции задачи аппаратурнотехнологического оформления многостадийной ХТС.
6.Запишите условия выбора допустимых значений размеров и числа основных аппаратурных модулей стадий ХТС периодического действия.
7.Сформулируйте задачу параметрического синтеза многостадийной ХТС.
8.4. ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
Гибкие автоматизированные производственные системы (ГАПС) химической промышленности – это непрерывные, квазинепрерывные или периодические производства с часто меняющимися ассортиментом и планом выпуска, в которых полностью или в значительной степени автоматизированы процессы:
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ |
285 |
|
|
планирования многоассортиментного производства и оптимизации расписания работы оборудования ХТС; перевода производства с выпуска одного ассортимента на другой; контроля технологических параметров и управления процессами (режимами) производства; диагностики аварийных ситуаций и выхода из них; подготовки и подачи сырья в аппараты; упаковки и складирования готовых форм; ремонта, очистки и подготовки к работе химических аппаратов; монтажа и демонтажа оборудования; очистки и утилизации отходов многоассортиментного производства [41]. Гибкие производственные системы строятся в соответствии с достижениями научно-технического прогресса путем сочетания новейших образцов техники, инновационных технологий и современных систем управления с высокой квалификацией персонала.
ГАПС химической промышленности должны обеспечивать (основные принципы функционирования):
1)выпуск требуемого множества видов (ассортиментов) продукции за календарный период времени с заданными потребительскими свойствами на уровне мировых стандартов;
2)комплектование технологических маршрутов и оборудования для каждого продукта (ассортимента) из заданного множества;
3)роботизированный контроль технологических параметров и обслуживание аппаратов в случае ручного выполнения технологических операций, опасности технологии для здоровья людей, тяжести, монотонности или непристижности труда;
4)автоматическую перестройку структуры ГАПС и аппаратов, системы управления в случае перехода на выпуск новых ассортиментов продукции;
5)автоматический контроль и диагностику аварийных и предаварийных ситуаций, синтез и реализацию мероприятий безопасного выхода из них;
6)утилизацию отходов и очистку выбросов при производстве каждого продукта (ассортимента) из заданного множества ассортиментов.
Создание ГАПС малотоннажной химии, организованной и функционирующей в соответствии с вышеназванными принципами, предусматривает решение целого комплекса взаимосвязанных задач, а именно: определение целей ГАПС; синтез ее структуры и аппаратурно-технологического оформления; синтез структуры иерархической распределенной системы управления гибким многоассортиментым производством и роботами-лаборантами; разработка гибкой системы очистки и утилизации отходов; создание системы искусственного интеллекта для прогнозирования рыночной конъюнктуры, распознавания производственных ситуаций и принятия решений.
Сложность решения этих задач обусловливается особенностями производств малотоннажной химии, к которым в первую очередь следует отнести структурную и функциональную сложность процессов тонкого органического синтеза, частую сменяемость ассортимента продукции, переработку широкого ассортимента на одной ХТС, использование как непрерывно, так и периодических работающих аппаратов в одной и той же схеме, использование отдельных технологи-