Материал: основы проектирования хим произв дворецкий
ОСНОВНЫЕ ПОДХОДЫ К АНАЛИЗУ И СИНТЕЗУ МНОГОАССОРТИМЕНТНЫХ ХТС |
271 |
|
|
1.При формировании оптимального набора ассортиментов выпускаемой продукции решается задача синтеза многоассортментной ХТС, обеспечивающей безусловное производство заданного ассортимента продукции и возможность производства дополнительного (перспективного в будущем) ассортимента продукции.
2.При определении технологической структуры многоассортиментной ХТС анализируется возможность совместного выпуска набора ассортиментов и выбора минимального количества типов модулей для реализации совмещенной или гибкой ХТС в случае, если ассортименты совместимы, или формулируются рекомендации по их выпуску на индивидуальных ХТС.
3.При аппаратурно-технологическом оформлении многоассортиментных ХТС осуществляется выбор аппаратурно-технологических модулей и построение принципиальной схемы гибкой ХТС в модульном исполнении.
4.При оценке гибкости аппаратурно-технологического модуля решается задача вычисления индекса гибкости, характеризующего робастность модуля к случайному изменению его внешних и внутренних неопределенных параметров
ивозмущающих воздействий.
5.При определении организационной структуры многоассортиментной ХТС выбирается временной режим выпуска многоассортиментной продукции (последовательный, параллельный, группами фиксированного или переменного состава
ит.п.).
6.При анализе и синтезе многоассортиментной ХТС осуществляется струк- турно-параметрическая оптимизация с использованием различных критериев: минимум капитальных или приведенных затрат, минимум времени выпуска заданного ассортимента продукции, максимум коэффициента загрузки оборудования, максимум индекса гибкости и т.п. В общем случае задача синтеза многоассортиментных ХТС представляет собой смешанно-целочисленную задачу линейного или нелинейного программирования.
7.При оценке гибкости многоассортиментной ХТС решается задача вычисления индекса гибкости, характеризующего работоспособность ХТС при случайном изменении внешних и внутренних возмущающих воздействий в ходе ее эксплуатации.
8.Оптимальное календарное планирование многоассортиментного производства в условиях реальной производственной ситуации.
9.При проведении экологической экспертизы многоассортиментной ХТС определяется степень негативных воздействий многоассортиментного производства на окружающую среду и обслуживающий персонал и вырабатываются рекомендации по их уменьшению, созданию надежной схемы очистки стоков и выбросов, регенерации растворителей и ценных компонентов, утилизации твердых отходов.
10.На заключительном этапе выполняется технико-экономическое обоснование целесообразности и эффективности многоассортиментной ХТС, составляется бизнес-план многоассортиментного производства.

272 Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Каждый этап представляет собой самостоятельную и сложную научнотехническую задачу, оптимальность решения которой в значительной степени зависит от успешности принимаемых решений на предыдущих этапах. Изложенная стратегия применима для исследования индивидуальных, совмещенных и гибких ХТС в модульном исполнении.
Вопросы для самоконтроля
1.Назовите основные этапы анализа (исследования) и синтеза многоассортиментных ХТС.
2.Какие задачи решаются при аппаратурно-технологическом оформлении многоассортиментных ХТС?
3. Укажите возможные способы синтеза ГАПС и предпочтительный:
А– структурный; Б – параметрический; В – структурно-параметрический.
4.В чем заключается основное назначение параметрического синтеза?
− определение технологических параметров производства; − поиск конструктивных параметров оборудования; − определение местоположения согласующих емкостей;
− определение местоположения параллельных аппаратов; − оптимизация маршрута получения продуктов.
5.Каково назначение структурного синтеза?
−определение аппаратурного состава и технологических связей аппаратов при производстве продуктов;
−оценка необходимости использования параллельных аппаратов и определение их местоположения;
−оценка необходимости установки согласующих емкостей, определение их местоположения и размеров;
−определение оптимальных маршрутов получения продуктов;
−определение геометрических размеров оборудования.
8.3. МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХТС
Модели многоассортиментных ХТС формируются в соответствии с системным подходом:
1)осуществляется декомпозиция иерархической ХТС на подсистемы;
2)формируются модели подсистем каждого уровня иерархии;
3)производится объединение моделей нижележащих уровней в обобщенную модель целостной ХТС.
Обобщенная модель многоассортиментной ХТС включает в себя модели отдельных аппаратов и дополнительные условия, определяющие функционирова-
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХТС |
273 |
|
|
ние ХТС. В свою очередь, модель аппарата представляется как совокупность моделей отдельных операций и координирующих условий.
Иерархическая структура моделей многоассортиментной ХТС представлена на рис. 8.6 [42].
|
Модели |
|
Технологическое |
|
Аппаратурное |
|
|
оформление |
|
оформление |
|
|
|
|
|
||
|
Смешанно- |
|
Гибкое |
|
Гибкая |
|
целочисленные |
|
химическое |
|
многопродуктовая |
|
дискретно- |
|
производство |
|
ХТС |
|
непрерывные |
|
|
|
|
|
|
|
|
||
|
модели |
|
|
|
|
|
многоассорти- |
|
|
|
|
|
ментных |
|
|
|
|
|
химических |
|
|
|
|
|
производств |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дескретно- |
|
Индивидуальное |
|
Индивидуальная |
|
непрерывные |
|
многостадийное |
|
ХТС |
|
смешанно- |
|
производство |
|
|
|
целочисленные |
|
|
|
|
|
|
|
|
|
|
|
модели ХТС |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дескретные или |
|
Многостадийный |
|
Аппаратурное |
|
дескретно- |
|
ХТП |
|
оформление ХТП |
|
непрерывные |
|
|
|
|
|
модели ХТП |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Моделирование |
|
Множество |
|
Множество |
|
технологических |
|
одностадийных |
|
аппаратурных |
|
стадий, |
|
ХТП |
|
модулей |
|
координация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
расписания работы |
|
|
|
|
|
основного и |
|
|
|
|
|
вспомогательного |
|
|
|
|
|
оборудования в |
|
|
|
|
|
аппаратурных |
|
|
|
|
|
модулях |
|
|
|
|
|
|
|
|
Аппарат |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
периодического, |
|
Модели |
|
Технологическая |
|
непрерывного |
|
технологических |
|
стадия |
|
и/или |
|
процессов |
|
(одностадийных |
|
полунепрерывного |
|
|
|
ХТП) |
|
действия |
|
|
|
|
|
|
|
|
|
Типовая |
|
Конструктивный |
|
Модели типовых |
|
|
||
|
технологических |
|
технологическая |
|
элемент аппарата |
|
операций |
|
операция |
|
(змеевик, мешалка) |
Рис. 8.6. Иерархическая структура моделей многоассортиментных ХТС
274 Глава 8. ПРОЕКТИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
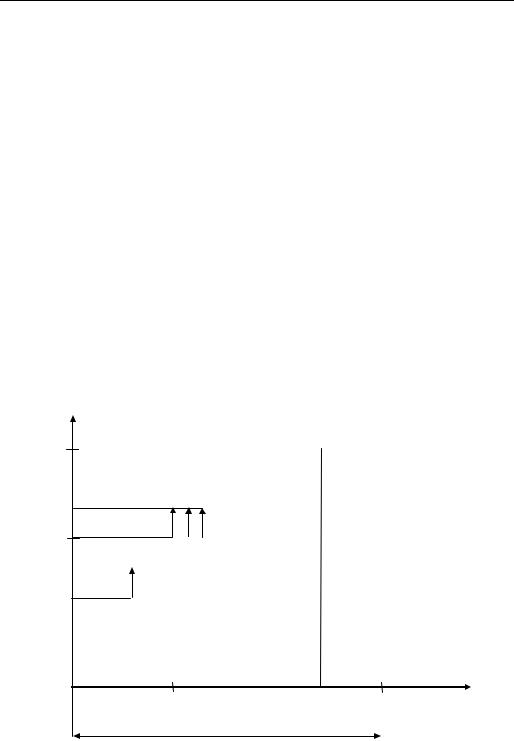
При математическом моделировании одностадийной ХТС одновременно составляется расписание работы аппаратурного модуля периодического действия и определяются длительности технологических операций во вспомогательном оборудовании (рис. 8.7).
На представленной диаграмме время τ1′ подготовки реагента в емкости E1 не оказывает влияния на длительность технологического цикла τц АМ , так как
время проведения вспомогательной операции совпадает со временем проведения основной операции, т.е. τ1 = τ1′. В свою очередь, время τ′2 отбора полупродукта
из емкости E2 оказывает влияние на величину τц АМ .
Длительность технологического цикла работы аппаратурного модуля одностадийной ХТС определяется следующим образом:
K |
I |
τц АМ = ∑ |
τk + ∑τ1′, |
к=1 |
i=1 |
где τk – длительности основных технологических операций в аппаратурном модуле; τi – длительности технологических операций во вспомогательном оборудовании, влияющие на длительность цикла в аппаратурном модуле.
Номер технологической операции
к |
τk |
... |
|
|
|
|
|
|
|
|
|
. |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
|
|
τ3 |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2' |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
τ2 |
|
|
τ′2 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
τ1′ |
|
|
|
|
|
|
|
|
|
|
|
|
||
1' |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
τ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t1 |
t2 |
t2′ |
t3 |
... |
tk – 1 |
tk |
t, г. |
||||||
|
|
|
|
|
|
|
|
|
τЦАМ |
|
|
|
|
|
|
Рис. 8.7. Технологический цикл работы аппаратурного модуля
|
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ МНОГОАССОРТИМЕНТНЫХ ХТС |
275 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Номер технологической |
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
операции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
τk |
|
|
|
... |
|
|
|
|
|
|
|
|
|
. |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
|
|
τ3 |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2' |
|
|
|
|
τ2 |
|
τ′2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
τ1′ |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1' |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
τ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
... |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t1 |
t2 |
t2′ |
t3 |
tk – 1 |
|
tk |
t, г. |
|
||||||
|
|
|
|
|
|
|
|
|
ΤцАМ |
|
|
|
|
|
|
|
|
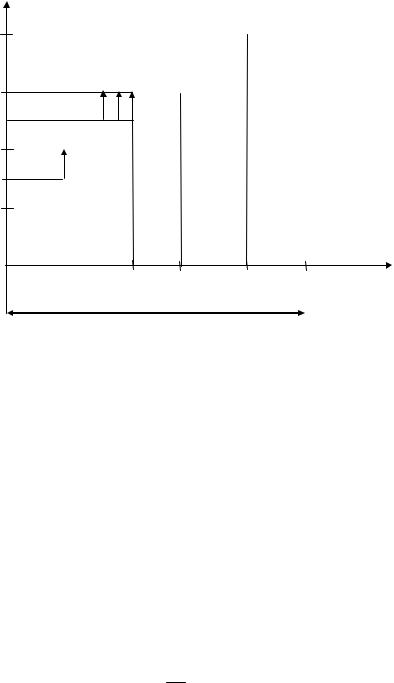
Рис. 8.8. Технологический цикл работы многостадийной ХТС
Модель многостадийной ХТС наряду с моделями одностадийных ХТС, протекающих в аппаратурных модулях, должна включать расписание работы многостадийной ХТС (рис. 8.8).
Длительность цикла работы многостадийной ХТС определяется по формуле
N
τц ХТС = ∑τц АМ j , j =1
где N −количество аппаратурно-технологических модулей, включенных в состав многостадийной ХТС.
Задача моделирования многостадийной ХТС заключается в том, чтобы согласовать длительности работы аппаратурно-технологических модулей одностадийных ХТС [43].
Наиболее важными характеристиками режима работы многостадийных ХТС, во многом определяющими состав аппаратурного оформления стадий и эффективность их функционирования, являются:
− длительность цикла переработки партий каждого продукта – минимально возможный промежуток времени между моментами начала (завершения) процес-
сов выпуска партий продукта Тцi, i =1, I, где I – число продуктов, выпускаемых ХТС;