Материал: основы проектирования хим произв дворецкий

96 |
Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ |
|||||||
|
|
|
|
|
|
|
|
|
|
|
l (s − c)3 |
+ e2 |
A l |
e |
(s − c) |
|
|
|
I = Iк + |
1 |
к |
|
|
. |
||
|
10,9 |
Ак + le (s − c) |
||||||
|
|
|
|
|||||
Здесь Iк – |
момент инерции |
кольца |
жесткости |
относительно центральной |
||||
оси х–х |
(рис. 3.14), м4; е – расстояние между центром тяжести |
поперечного |
|
сечения |
кольца |
жесткости и срединной поверхностью обечайки, м; |
|
le = min{l1; t +1,1 |
D(s − c)} – эффективная длина стенки обечайки, |
учитываемая |
|
при определении эффективного момента инерции, м; t – ширина поперечного сечения кольца жесткости в месте его приварки к обечайке, м.
Допускаемое наружное давление, определяемое из условий устойчивости обечайки между кольцами жесткости [p]2, соответствует давлению [p] в формуле (3.20) при условии l = max{b; l1 −t / 2} в уравнении (3.21).
Днища и крышки приварные
Днищем называют элемент сосуда или аппарата, ограничивающий корпус снизу, сверху или с боков (в зависимости от положения аппарата) и разъемно или неразъемно связанный с ним. Днища, также как и обечайки, являются одним из основных элементов аппарата. Чаще днища крепятся к корпусам неразъемно
спомощью сварки, реже – разъемно на фланцах.
Влитых аппаратах днища обычно отливают вместе с корпусом. Форма днища зависит от способа изготовления, нагрузки, которое оно должно воспринимать, а также его назначения – должно оно только ограничивать корпус аппарата или обеспечивать какую-либо дополнительную функцию (например, вывод из аппарата сыпучих материалов). В сосудах и аппаратах применяют стандартные или нормализованные днища: полусферические, эллиптические, торосферические, сферические неотбортованные, конические отбортованные и неотбортованные, плоские.
Полусферические и эллиптические днища
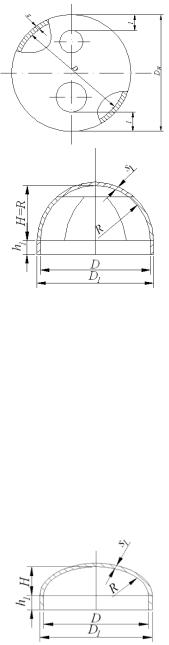
Полусферические (полушаровые) днища целесообразно применять в аппаратах больших диаметров (D≥4000 мм), работающих под избыточным давлением свыше 0,07 МПа. Стандартные стальные полушаровые днища изготавливаются с внутренним базовым диаметром D = 3600…12 000 мм и толщиной стенок 10…36 мм. Изготавливаются полушаровые днища сварными из штампованных лепестков и шарового сегмента рис. 3.14.
Для крупногабаритных полушаровых днищ отдельные лепестки до штамповки в плоском состоянии могут свариваться из нескольких частей. Количество лепестков выбирается исходя из размеров листа и рационального раскроя. Если по центру днища устанавливается штуцер, то шаровой сегмент допускается не изготавливать. Минимальное расстояние между меридиональными швами l1 в месте их примыкания к шаровому сегменту или штуцеру, должно быть более
|
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ |
97 |
|||||
|
|
|
|||||
трехкратной толщины днища, но не менее |
|
|
|||||
100 мм. При расположении отверстий в вы- |
|
|
|||||
пуклых днищах расстояние по проекции обра- |
|
|
|||||
зующей от края днища до отверстия должно |
|
|
|||||
удовлетворять следующим условиям l ≥ 0,1Dн |
|
|
|||||
при толщине стенки днища менее 10 мм и |
|
|
|||||
l ≥ (0,09Dн + s) при толщине стенки днища |
|
|
|||||
s ≥ 10 мм (рис. 3.15). |
|
|
|
|
|||
Эллиптические днища благодаря рацио- |
|
|
|||||
нальной форме и надежности в работе полу- |
|
|
|||||
чили наиболее широкое распространение при |
|
|
|||||
изготовлении аппаратов, работающих при |
|
|
|||||
давлении до 10 МПа и под вакуумом. Эллип- |
|
|
|||||
тическое днище состоит из выпуклой части, |
|
|
|||||
представляющей в диаметральном |
разрезе |
|
|
||||
эллипс, и цилиндрической отбортованной |
|
|
|||||
части (рис. 3.16). Изготавливаются эллипти- |
Рис. 3.14. Полушаровое днище |
||||||
ческие днища штамповкой из плоских круг- |
|
|
|||||
лых заготовок, состоящих из одной или не- |
|
|
|||||
скольких частей. |
|
|
|
|
|||
В соответствии с ГОСТ 6533 изготавли- |
|
|
|||||
вают днища |
эллиптические отбортованные |
|
|
||||
стальные с |
внутренним базовым |
размером |
|
|
|||
D = 400…4500 мм (толщиной стенки от 4 до |
|
|
|||||
100 мм) и |
наружным базовым размером |
|
|
||||
Dн = 159…720 мм (толщиной стенки от 4 до |
|
|
|||||
25 мм). Отношение высоты днища к диаметру |
Рис. 3.15. Расположение |
||||||
составляет H/D = 0,25, а высота отбортовки |
|||||||
отверстий в выпуклых днищах |
|||||||
в зависимости от базового диаметра и толщи- |
|
|
|||||
ны стенки составляет от 25 до 120 мм. Откло- |
|
|
|||||
нение диаметра в цилиндрической части днищ |
|
|
|||||
допускается не более ±1% номинального диа- |
|
|
|||||
метра, относительная овальность– неболее1%. |
|
|
|||||
Полусферические и эллиптические дни- |
|
|
|||||
ща, нагруженные внутренним избыточным |
|
|
|||||
давлением. Толщину стенки полусферических |
Рис. 3.16. Эллиптическое днище |
||||||
и эллиптических днищ рассчитывают по фор- |
|
|
|||||
мулам |
|
|
|
|
|
|
|
|
s1R = |
pR |
|
; s1 |
≥ s1R + c, |
(3.29) |
|
|
2[σ]ϕ−0,5 p |
||||||
98 |
Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ |
|
|
а допускаемое внутреннее избыточное давление по уравнению
]
[p]= R + 0,5(s1 − c) . (3.30)
Вэтих выражениях радиус кривизны в вершине днища R = D2 4H , где R = D2(s1 − c)ϕ[σ
4H , где R = D2(s1 − c)ϕ[σ
для эллиптических днищ с H = 0,25D и R = 0,5D для полусферических днищ с H = 0,5D.
Если длина отбортованной цилиндрической части днища h1 > 0,8 D(s1 − c) для эллиптического днища и h1 > 0,3 D(s1 − c) для полусферического днища, то
толщина днища должна быть не менее толщины стенки обечайки, рассчитанной по зависимостям (3.29) и (3.30) при φр = 1. Для днищ, изготовленных из одной
заготовки, коэффициент φ = 1, для днищ, изготовленных из нескольких заготовок, коэффициент φ следует определять с учетом вида сварного шва и доли контролируемых сварных швов.
Приведенные расчетные формулы применимы при выполнении условий для эллиптических днищ 0,002 ≤ (s1 – c)/D ≤ 0,1 и 0,2 ≤ H/D ≤ 0,5.
Полусферические и эллиптические днища, нагруженные наружным давлени-
ем. Толщину стенки полусферических и эллиптических днищ приближенно определяют по формулам
|
|
|
R |
|
ny p |
|
|
|
|
|
K |
э |
|
|
1,2 pR |
s1 ≥ s1R + c. |
|
||||
s1R = max |
|
|
|
|
; |
; |
(3.31) |
|||
161 |
10−5 E |
|||||||||
|
|
2[σ] |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
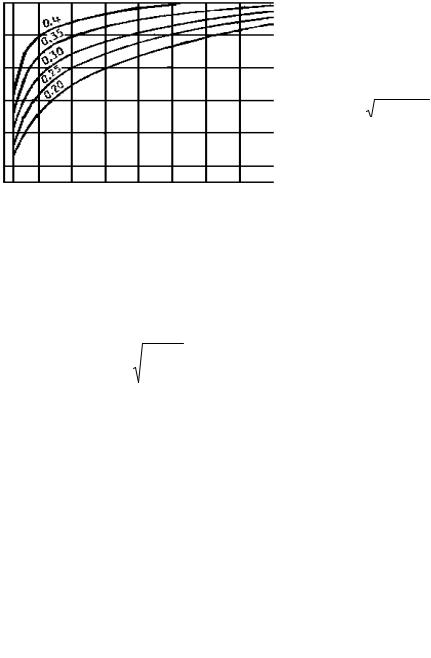
Для предварительного расчета коэффициент Kэ принимают равным 0,9 для эллиптических днищ и 1,0 для полусферических днищ.
Kэ, H/D = 0,5
1,0
0,96
0,92
0,88
0,84
0,80
10 50 |
150 |
250 |
350 D/(s1 – c) |
Рис. 3.17. График для определения коэффициента Kэ

РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ |
99 |
|
|
Допускаемое наружное давление рассчитывают по формуле (3.20), где допускаемое давление из условия прочности [P]p определяют по зависимости
(3.30), а допускаемое давление из условия устойчивости в пределах упругости
|
|
|
|
|
|
[p]E = |
2,6 10−5 E |
100(s −c) 2 |
|
||||
|
|
|
|
|
|
|
|
|
1 |
|
, |
(3.32) |
|
|
|
|
|
|
|
|
ny |
KэR |
|||||
|
|
|
|
|
|
|
|
|
|
|
|||
где коэффициент Kэ определяют по номограмме (рис. 3.17) или по формуле зави- |
|||||||||||||
симости от отношений D (s1 − c) и H D : |
|
|
|
|
|
||||||||
|
|
|
|
|
|
Kэ = |
1+ (2,4 +8x)x |
, |
|
|
|||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
1+ (3,0 +10x)x |
|
|
|||
|
s c D |
|
2H |
|
|
|
|
|
|
|
|||
где x =10 |
1 |
|
|
− |
|
. |
|
|
|
|
|
|
|
|
|
D |
|
|
|
|
|
|
|
||||
|
D 2H |
|
|
|
|
|
|
|
|
|
|||
Приведенные расчетные зависимости применимы при условии, что расчетные температуры не превышают значений, при которых учитывается ползучесть материалов. При отсутствии данных их можно принимать 380 ºС для днищ из углеродистой стали, 420 ºС – низколегированной и 525 ºС – аустенитной.
Торосферические днища. Торосферические днища (или как их еще часто называют – коробовые) представляют собой часть сферы радиуса R плавно отбортованную на цилиндр радиусом торового перехода r1 (рис. 3.18). При этом радиус центральной части днища R не должен превышать внутреннего диаметра днища, радиус отбортовки r должен быть не менее 0,095D, а высота выпуклой части H не менее 0,2D. Напряжения в переходной части днища могут значительно превышать напряжения в его центральной части, при этом степень концентрации напряжений будет тем больше, чем меньше отношение r/D. По этой причине торосферические днища уступают в прочностном отношении эллиптическим днищам, в которых распределение напряжений более равномерное вследствие постепенного и непрерывного изменения радиуса кривизны от центра
ккраю.
Взависимости от соотношения параметров R, D1, r1 приняты следующий типы торосферических днищ: тип А – R = D1, r ≥ 0,095D1; тип В – R = 0,9D1,
r ≥ 0,170D1; тип С – R = 0,8D, r ≥ 0,150D1.
Длина отбортованной цилиндрической части h1 должна составлять не менее 50 мм. Расположение отверстий на торосферических днищах допускается в пределах центрального
сферического сегмента, при этом расстояние |
|
от наружной кромки отверстия до центра |
|
днища, измеряемое по хорде, должно быть не |
|
более 0,4 наружного диаметра днища. |
Рис. 3.18. Торосферическое днище |
100 |
Глава 3. ПРОЕКТИРОВАНИЕ ХИМИЧЕСКИХ ПРОИЗВОДСТВ |
|
|
Торосферические днища, нагруженные внутренним избыточным давлением.
Толщина стенки в переходной зоне рассчитывается по формулам
s |
= |
pD1β1 |
; |
s ≥ s |
+ c, |
|
2[σ]ϕ |
||||||
1R |
|
|
1 1R |
|
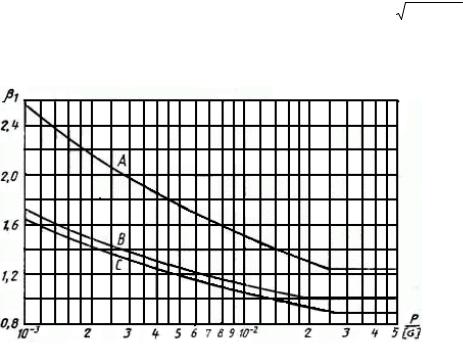
где коэффициент β1 определяется в зависимости от типа днища по графику
(рис. 3.19).
Для сварных днищ следует дополнительно проверить толщину стенки в центральной зоне по формулам (3.29).
Допускаемое избыточное давление из условия прочности переходной зоны определяется по уравнению:
[p]= |
2(s1 − c)ϕ[σ] |
, |
(3.33) |
|
|||
|
D1β2 |
|
|
где коэффициент β2 определяется в зависимости от типа днища по графику
(рис. 3.20).
Для сварных днищ необходимо дополнительно проверить допускаемое избыточное давление из условия прочности центральной зоны по формуле (3.30). За допускаемое давление принимается меньшее из давлений, определяемых по формулам (3.30) и (3.33).
Если длина цилиндрической отбортованной части днища h1 > 0,8 D1(s1 −c),
то толщина цилиндрической части днища должна быть не меньше толщины обечайки, рассчитанной по зависимостям (3.16) и (3.17) при φр = 1.
Рис. 3.19. Графики для определения коэффициента β1