Материал: Ослуживание и эксплуатация автомотрисы АСГ-30П
Кг - коэффициент доливок гидравлической жидкости для восполнения ее утечки при работе машины. При невозможности получения фактических данных на основе замеров, коэффициент может быть принят равным 1,00;
Цг - рыночная стоимость гидравлической жидкости, руб/кг;
Пзг - количество заливок гидравлической жидкости
в гидросистему машины, принимаемое по паспортным данным, приводимым в
инструкциях по эксплуатации этих машин или в технической литературе, раз/год.
При заливках гидравлической жидкости два раза в год (при переходе с летнего
сорта гидравлической жидкости на зимний и наоборот) данный показатель
принимается равным 2,00.
Г = ![]() =
2 635,1 руб./маш.-см
=
2 635,1 руб./маш.-см
. Затраты на все виды ремонтов машин, их техническое
обслуживание и диагностирование определяется по формуле:
Р = ЗР + ОР + Ч
где Зр - размер оплаты труда рабочих-ремонтниокв, руб/маш-см;
Ор - отчисления на социальные нужды, руб/маш-см;
Ч - стоимость запасных частей, руб/маш-см.
Заработная плата рабочих-ремонтников
определяется по формуле:
ЗР = ![]()
![]() λP
λP
![]()
где Тц - продолжительность межремонтного цикла, час;
λр - коэффициент, учитывающий премии и доплаты ремонтным рабочим (λр=1,6);
Чpci - тарифная ставка ремонтных рабочих 7 разряда, руб/час;- количество видов техобслуживания и текущих ремонтов;- трудоемкость соответствующих технического обслуживания и текущего ремонта, чел/час;
пi - количество техобслуживаний и текущих
ремонтов соответствующего вида за межремонтный цикл.
ЗР = ![]()
![]() 1,6
1,6
![]() =
726,92 руб./маш.-см
=
726,92 руб./маш.-см
Отчисления на социальные нужды рассчитываются
так:
ОР = Ксм* ЗР
ОР = 0,38 * 726,92 = 276,23 руб./маш.-см
Стоимость запасных частей определяется с помощью
коэффициента перехода от оплаты труда ремонтных рабочих к стоимости запасных
частей:
Ч = 1,35 * ЗР
Ч = 1,35 * 726,92 = 981,35 руб./маш.-см
Р = 726,92 + 276,23 + 981,35 = 1 984,5
руб./маш.-см
. Прочие затраты определяются в размере 10% от
суммы всех предыдущих расходов:
П = 0,1(А + З + О + Э + С + Г + Р)
П = 0,1(39 117,7 + 5134.72 + 1976.87 + 6 801.41+
2040.42 + 2635.1 + 1984,5) = 0,1 * 59 690,71 = 5 969,07 руб./ маш.-см
Результаты расчетов сводим в таблицу 3.1
Таблица 3.1 - Расчет себестоимости машино-смены
|
Элементы затрат машино-смены |
Условное обозначение |
Мотриса АСГ-30П |
|
1 |
2 |
3 |
|
1.Амортизационные отчисления на полное восстановление |
А |
39 117,7 |
|
2.Заработная плата |
З |
5134,72 |
|
3.Отчисления на социальные нужды |
О |
1976,87 |
|
4.Затраты на энергоносители |
Э |
9 801,41 |
|
5.Затраты на смазочные материалы |
С |
2 040,42 |
|
6.Затраты на гидравлическую жидкость |
Г |
2 635,1 |
|
7.Затраты на все виды ремонтов |
Р |
1 984,5 |
|
8.Прочие затраты |
П |
5 969,07 |
|
Полная себестоимость машино-смены |
Смаш-см |
65 659,78 |
4. Охрана труда
.1 Слесарно-монтажные и сварочные
работы; электро-пожаробезопасность
Техника безопасности с грузоподъемными механизмами
Грузоподъемные краны и устройства должны содержаться и эксплуатироваться в соответствии с Правилами устройства и безопасной эксплуатации грузоподъемных кранов (машин). Краны допускаются к работе при наличии отметки в паспорте о прохождении освидетельствования и испытания. Перед началом работы краны и грузозахватные приспособления должны тщательно осматриваться. Работа крана должна вестись под руководством мастера, назначенного приказом по предприятию ответственным за безопасное производство работ кранами.
За кранами и другими подъемными механизмами должны быть закреплены стропальщики, прошедшие обучение, сдавшие экзамен в квалификационной комиссии и получившие соответствующее удостоверение. Перед началом подъема груза должна быть проверена надежность его зацепления. Захват должен осуществляться не менее, чем в двух местах. При перерыве в работе оставлять груз в подвешенном состоянии запрещается. При подъеме масса груза не должна превышать грузоподъемности крана. Горизонтальное перемещение груза кранами должно производиться на высоте не менее 0,5 м от всех встречающихся на пути предметов. перемещение груза над людьми запрещается.
В темное время суток погрузка и выгрузка материалов верхнего строения пути допускается только при освещенности места работ не менее 5 люкс на всех уровнях строповки и подъема груза. При пропуске поезда по соседнему пути работа грузоподъемного крана должна прекращаться и должен обеспечиваться габарит.
При погрузке и выгрузке рельсов и стрелочных переводов, опор и проводов для поддержания и направления груза должны применяться гибкие чалочные приспособления. Подъем примерзших или заваленных грузов, а также грузов, вес которых неизвестен, не допускается. При погрузке и выгрузке шпал их строповка должна производиться исправными стропами, которые должны захватывать пакет так, чтобы предупредить смещение и развал пакета. Стропальщики должны поддерживать и направлять пакет чалочными приспособлениями и находиться от поднимаемого груза на расстоянии не ближе 2 м.
Грузоподъемные машины и механизмы при работах в пределах охранной зоны линий электропередачи (напряжением до 1 кВ - 2 м, свыше 1 до 20 кВ - 10 м, от 20 до 35 кВ- 15 м, от 35 до 110 кВ - 20 м) на расстоянии более 50 м от электрифицированных железнодорожных путей должны быть заземлены на один из заземлителей, соответствующих Правилам устройства электроустановок. При отсутствии указанных заземлителей ближе 50 м от электрифицированных ж/д путей допускается заземление грузоподъемных машин на два специальных заземлителя, забитых на глубину не менее 1 м с расстоянием между ними не менее 3 м. При повреждении захватных приспособлений работа с ними должна быть прекращена до устранения повреждения. Запрещается проходить, стоять или работать под кранами во время перемещения ими груза. По окончании работ кран должен устанавливаться на место, предназначенное для стоянки, затормаживаться, крюк подниматься в верхнее положение.
Работники, связанные с управлением грузоподъемными машинами и механизмами, должны иметь удостоверение на право работы с ними, периодически проходить аттестацию и проверку знаний по безопасным методам работы. Работники, занятые на работах с нефтепродуктами, должны обеспечиваться защитными пастами и мазями, разрешенными к применению Минздравом России. В каждой бригаде на всех путевых машинах в установленных местах должны находиться аптечки или сумки первой помощи, укомплектованные медикаментами и перевязочными материалами.
Электросварочные работы <#"782308.files/image018.gif">
Рис. 6.1 - Восстановление деталей под ремонтный
размер: а - вала: dH - номинальный диаметр; dH - диаметр изношенной детали;
imax - максимальный износ; imin - минимальный износ вала; dp - ремонтный размер
вала; б - гильзы цилиндров двигателя: GH - номинальный диаметр; imax -
максимальный износ цилиндра; imin - минимальный износ цилиндра; Dp - ремонтный
размер гильзы цилиндров; бmax - максимальный слой снимаемого металла с детали;
бmin - минимальный слой снимаемого металла с детали
Применение резцов, кругов, брусков и
полировальных лент из нового материала - кубического нитрада бора (эльбора) -
значительно повысило качество обрабатываемых поверхностей деталей,
изготовленных из высококачественных сталей. Высокая термостойкость эльбора
сохраняет его режущие свойства при высоких контактных температурах, возникающих
в процессе резания и шлифования. Это приводит к уменьшению износа и повышению
стойкости инструмента. Применение резцов из эльбора позволяет повысить
производительность труда в 1,5 раза при экономии до 25 р. на один резец. Резцы
из эльбора широко применяются при обработке деталей после термической обработки
с твердостью поверхности HRC 60-65 и для расточки гильз цилиндров двигателей ЯМЗ
238Д при подготовке их к восстановлению пластинами (сменной рабочей
поверхностью).
6.1.3 Восстановление деталей металлами
Вибродуговая наплавка
Схема установки для вибродуговой наплавки деталей показана на рис. 6.2. Сущность процесса вибродуговой наплавки заключается в повторении циклов замыкания и размыкания электрода с поверхностью детали. Электрод и деталь соединены с источником сварочного тока. Каждый цикл вибрации электрода включает в себя четыре последовательных процесса: короткое замыкание, отрыв электрода от детали, электрический разряд, холостой ход.
Режимы вибродуговой наплавки деталей представлены в табл.6.1.
Вибродуговую наплавку можно вести не только в
среде охлаждающей жидкости, но и под слоем флюса в слое защитных газов,
водяного пара и т. д.
Таблица 6.1 - Режимы вибродуговой наплавки деталей
|
Толщина наплавляемого слоя, мм |
Диаметр электродной проволоки, мм |
Сила сварочного тока, А |
Скорость наплавки, м/ч |
|
0,3 |
1,6 |
120 - 150 |
132 |
|
1,1 |
2,0 |
150 - 210 |
|
|
2,5 |
2,5 |
150 - 210 |
10 |
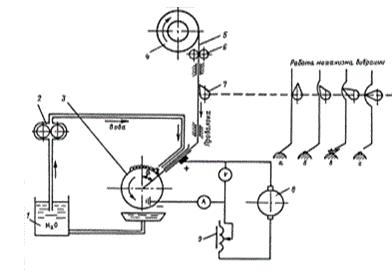
Рис. 6.2 - Схема установки для вибродуговой
наплавки деталей: 1 - емкость с охлаждающей жидкостью; 2 - водяной насос; 3 -
деталь; 4 - кассета с электродной проволокой; 5 - электродная проволока; 6 -
ролики подачи проволоки; 7 - механизм вибрации; 8 - источник тока; 9 -
регулятор режима наплавки металла; а - контакт электродной проволоки с деталью;
б - отрыв электродной проволоки от детали и возникновение дуги; в - процесс
наплавки сварочной дугой; г - гашение сварочной дуги
Вибродуговая наплавка имеет следующие преимущества: небольшой нагрев детали, возможность наплавки деталей с малым диаметром, незначительная зона термического влияния, возможность получения необходимых прочностей наплавленного слоя за счет применения различных марок электродной проволоки. К недостаткам вибродуговой наплавки относятся наличие пор и микротрещин в наплавленном металле, большие внутренние напряжения в деталях, что резко снижает их усталостную прочность, особенно при работе на знакопеременных нагрузках.
Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана на рис. 6.3, зона горения электрической дуги и расплавленного металла защищается от кислорода и азота воздуха струей нейтрального (защитного) газа. В качестве защитных газов применяются углекислый газ, аргон, гелий и смеси газов.
Углекислый газ надежно изолирует зону наплавки
от окружающей среды и обеспечивает получение наплавленного металла высокого
качества с минимальным количеством пор и окислов. Расход газа при сварке
составляет 8-15 л/мин и наплавке - 10-16 л/мин.
Таблица 6.2 - Режимы наплавки деталей в среде углекислого газа СО2
|
Диаметр, мм |
Скорость подачи проволоки, м/ч |
Напряжение, В |
Сила тока, А |
Скорость наплавки, м/ч |
Толщина слоя, мм |
|
|
детали |
проволоки |
|
|
|
|
|
|
10 |
0,8 |
175 |
17 - 18 |
75 - 130 |
40 - 45 |
0,8 |
|
40 |
1,0 |
200 - 235 |
18 - 19 |
150 - 180 |
80 - 100 |
1,0 |
Рис. 6.3 - Схема установки для
полуавтоматической наплавки в среде защитного газа: 1 - баллон с газом CO2; 2 -
осушитель; 3 - подогреватель; 4 - редуктор; 5 - аппаратный ящик; 6 -
расходомер; 7 - регулятор давления; 8 - электромагнитный клапан; 9 - механизм
подачи проволоки; 10 - наплавочная головка; 11 -восстанавливаемая деталь; 12 -
водяной насос с регулятором давления; 13 - электрод; 14 - сварочная ванна; 15 -
слой защитного газа (СО2); 16 - источник сварочного тока (сварочный генератор)
Режимы наплавки деталей в среде углекислого газа представлены в табл. 6.2.
Наплавка деталей в среде углекислого газа имеет следующие преимущества: высокое качество наплавленных швов, возможность наблюдения за ходом наплавки, возможность наплавки деталей любых диаметров.
К недостаткам наплавки деталей в среде углекислого газа относятся повышение разбрызгивания металла (до 10-12%), органическое изменение состава наплавляемого металла, понижение износостойкости наплавленного слоя, снижение усталостной прочности деталей на 10-50 %.
Наплавкой в среде защитных газов восстанавливаются детали трансмиссии и ходовой части автомобилей.
Наплавка под слоем флюса
Наплавка металла - это нанесение металла на поверхность детали с помощью сварки.
По техническим признакам различают следующие виды наплавки:
по степени механизации процесса - ручная, механизированная, автоматизированная, автоматическая;
по способу защиты металла в зоне сварки - под слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
по характеру протекания процесса - непрерывные и прерывные.
Сущность наплавки под слоем флюса состоит в том, что сварочная дуга, возникающая между электродом и изделием, защищается от окисления кислородом воздуха слоем расплавленного гранулированного флюса толщиной 20-40 мм. Флюс, поступающий в зону сварочной дуги, плавится под действием выделяемого ею тепла.
Принципиальная схема полуавтоматической электродуговой наплавки деталей под слоем флюса показана на рис. 6.4.
Сварочный ток от источника тока по проводам подводится к контактам, касающимся сварочной проволоки и медной шины, расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются
наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС,
А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт
токарно-винторезного станка и перемещается при наплавке деталей с помощью
ходового винта токарно-винторезного станка.
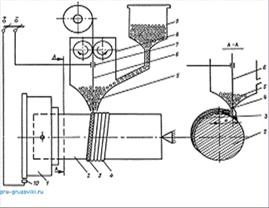
Рис. 6.4 - Схема установки для полуавтоматической
электродуговой наплавки деталей под слоем флюса: 1 - патрон
токарно-винторезного станка; 2 - восстанавливаемая деталь; 3 - слой шлака; 4 -
наплавленный металл; 5 - флюс; 6 - электродная проволока; 7 - контакт провода
от источника тока с электродной проволокой; 8 - наплавочная головка; 9 - бункер
с флюсом; 10 - контакт провода от источника тока с медной шиной патрона
(деталью); е - смещение электрода относительно вертикальной оси детали
(эксцентриситет электрода)
Твердость наплавленного слоя порошковыми
проволоками достигает HRC 52-56. Режимы наплавки цилиндрических поверхностей
при постоянном токе обратной полярности представлены в табл. 6.3.
Таблица 6.3 - Параметры наплавки цилиндрических поверхностей электродной проволокой диаметром 1,2-2,5 мм с вылетом 20-30 мм
|
Диаметр детали, мм |
Напряжение, В |
Сила тока, А |
Скорость подачи проволоки, м/ч |
|
50 - 60 |
30 - 36 |
120 - 160 |
75 |
|
65 - 75 |
30 - 36 |
150 - 220 |
85 |
|
80 - 100 |
30 - 36 |
200 - 280 |
105 |
|
150 - 200 |
30 - 36 |
250 - 350 |
140 |