Материал: Организация поточного производства
Организация поточного производства
Нижегородский государственный технический университет им. Р.Е. Алексеева
Автозаводская
высшая школа управления и технологий
Практическая работа
по
дисциплине «Производственный менеджмент и маркетинг»
Выполнил: Балакин А.С.
Проверил: Абрамов С.Б.
Нижний
Новгород 2014
Расчет длительности производственного цикла
изготовления заказа при трех видах движения предметов труда
Задание:
В цех поступил заказ на изготовление n изделий. Изделия с операции на операцию будут передаваться по p шт. На первой операции предполагается три рабочих места, на четвертой - два, на всех остальных - по одному. Между каждой операцией межоперационное время tмо мин, общая длительность естественных процессов Тест мин. Рабочие работают в 2 смены по 8 часов. Коэффициент сменности f=0,7.
Определить длительность технологического и
производственного циклов при всех трех видах движения предметов труда и
построить графики.
Таблица 1. Исходные данные
|
№ операции |
Первая цифра варианта |
|||||||||
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Норма времени tшт,мин |
|||||||||
|
1 |
12 |
6 |
15 |
18 |
9 |
12 |
6 |
15 |
6 |
21 |
|
2 |
8 |
4 |
10 |
7 |
3 |
7 |
8 |
11 |
10 |
2 |
|
3 |
6 |
8 |
9 |
2 |
4 |
6 |
3 |
9 |
9 |
8 |
|
4 |
10 |
5 |
6 |
5 |
16 |
8 |
4 |
8 |
8 |
9 |
|
5 |
5 |
7 |
12 |
10 |
8 |
15 |
11 |
6 |
5 |
7 |
|
6 |
3 |
9 |
4 |
6 |
5 |
3 |
5 |
7 |
2 |
3 |
|
7 |
4 |
3 |
8 |
4 |
6 |
5 |
9 |
5 |
7 |
12 |
Таблица 2. Исходные данные
|
Показатель |
Вторая цифра варианта |
|||||||||
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
размер заказа n, шт |
250 |
150 |
135 |
140 |
120 |
100 |
160 |
180 |
90 |
120 |
|
размер передаточной партии p, шт |
25 |
15 |
15 |
20 |
15 |
10 |
20 |
20 |
10 |
20 |
|
межоперационное время tмо, мин |
5 |
3 |
2 |
4 |
6 |
3 |
4 |
5 |
2 |
4 |
|
длительность естественных процессов Тест, мин |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
750 |
800 |
850 |
Последовательность выполнения работы:
. Выполнить предварительные расчеты и
данные занести в табл.3.
|
№ операции |
tшт, мин |
С (раб.места) |
|
|
1 |
18 |
3 |
=18/3 = 6 |
|
2 |
7 |
1 |
= 7/1 = 7 |
|
3 |
2 |
1 |
= 2/1 = 2 |
|
4 |
5 |
2 |
= 5/2 = 2,5 |
|
5 |
10 |
1 |
= 10/1 = 10 |
|
6 |
6 |
1 |
= 6/1 = 6 |
|
7 |
4 |
1 |
= 4/1 = 4 |
|
Итого |
= 52 мин |
= 10 |
=37,5 |
. Рассчитать технологические и производственные циклы для трех видов движения предметов труда.
. Построить графики технологических циклов.
. Сделать выводы.
Длительность производственного процесса, то есть календарный период времени, в течение которого выполняется производственный процесс, называется производственным циклом.
Основу производственного цикла составляет
технологический цикл, который в свою очередь состоит из операционных циклов.
Операционный цикл, т.е. продолжительность обработки партии деталей (мин) на
одной операции процесса, равен:
![]() ,
,
где n - размер заказа, шт.; n = 140.
tшт - норма штучного времени на i-й операции, мин; из таблицы;
сi - количество оборудования или рабочих мест на i-й операции, из таблицы.
Выполним расчет:







При последовательном виде движения
Операции производственного процесса над отдельным изделием или количеством изделий (партией) передается с одного рабочего места на другое после окончания обработки над всей партией, эти изделия передаются на следующую операцию, причем все вместе.
m - количество технологических операций, m = 7.
p - размер передаточной партии, р = 20.
Основу производственного цикла составляет технологический цикл, который в свою очередь состоит из операционных циклов. Операционный цикл - это продолжительность обработки партии деталей на 1-й операции процесса.
Строим график технологического цикла при
последовательном виде движения предметов труда:
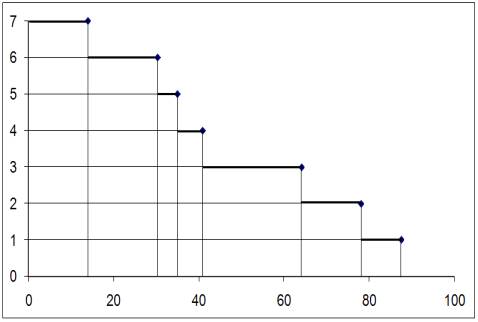
Средние временные затраты на один технологический цикл, но большие простои оборудования, т.к. первое оборудование снова начинает использоваться только после того, как закончиться последняя операция.
При параллельном виде движения. Передаточная партия - это количество изделий, одновременно обрабатываемых на одном рабочем месте. Полностью загружена в этом случае наиболее трудоемкая операция с самым длительным операционным циклом, менее трудоемкие имеют перерывы. Правило построения графика:
1 Строим график для первой передаточной партии как при последовательном виде движения.
2 От
максимального главного времени откладываем вправо остальные передаточные партии
и достраиваем график симметрично первой передаточной партии вверх и вниз.

где p - размер передаточной партии;
![]() max
- цикл операций с максимал. продолжительностью, мин.
max
- цикл операций с максимал. продолжительностью, мин.
Вычисляем А,В и С.
А = 840 + 980 + 350 + 1400 = 3570 мин = 59,5 час.
В = 1400 + 840 + 560 + 840 = 3640 мин = 60,6 час.
С = 560 мин = 9,33 час
Ттех пар = 3570 + 3640 + 560 = 7770 мин = 129,5 час
Строим график технологического цикла при
параллельном виде движения предметов труда.
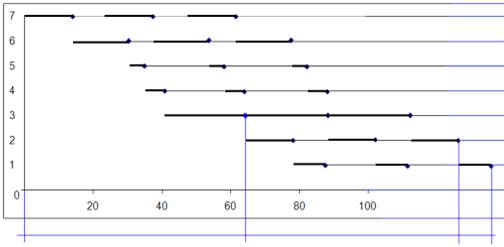
Некоторое сокращение времени на обработку, но появление простоев. Применяется в массовом, крупносерийном производстве, в том числе на поточных линиях при синхронизации операций.
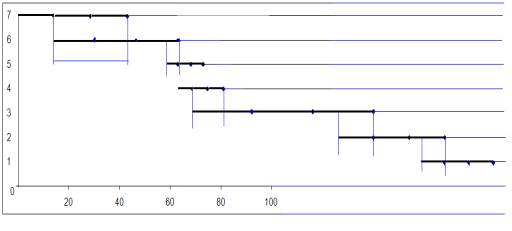
При последовательно-параллельном (смешанном) виде движения. Сущность его в том, что детали с операции на операцию передаются поштучно или передаточными партиями, но на каждой операции весь заказ изделий обрабатывается без перерывов. Строим график технологического цикла при последовательно-параллельном виде движения предметов труда.
поточный производительный цикл конвейер

Вычисляем все ![]()
![]() = 840*2 = 1680 мин
= 28 час
= 840*2 = 1680 мин
= 28 час
![]() = 280 = 4,6 час
= 280 = 4,6 час
![]() = 350*2 = 700 мин
= 11,6 час
= 350*2 = 700 мин
= 11,6 час
![]() = 840 = 14 час
= 840 = 14 час
![]()
Рассчитаем длительность производственного цикла
по следующим формулам:



где S - количество смен работы в сутки S=2 смены;
а - продолжительность смены а= 8 часов.
f - коэффициент
календарности: ![]()
Тест - естественных процессов в минутах; Тест =550 мин
tмо - межоперационное время между двумя соседними операциями. tмо =4



При последовательном построении технологического
цикла общее время равно 8,5 дней (100%), при параллельном построении - 10,544
дней (увеличение относительно последовательного построения на 27,8%, появление
простоя оборудования), при смешанном технологическом цикле - 17,23 дня
(увеличение относительно последовательного построения на 102,7%). Полученные
графики отображают эту зависимость.
Расчет поточных линий. Многопредметные линии
На многопредметной поточной линии
изготавливаются детали А, В и С. Линия работает 21 день в месяц.
Продолжительность смены составляет 8.2 ч. Определить частные такты поточной
линии. Остальные исходные данные представлены в табл. 4.1 и 4.2.
Таблица 4.1. Исходные данные
|
Показатель |
Первая цифра варианта |
||||||||||
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Месячная программа запуска, тыс. шт. |
А |
8 |
7,2 |
2 |
2,2 |
6 |
3 |
1,9 |
4 |
7 |
2 |
|
|
В |
5,6 |
4 |
4 |
9,1 |
3,3 |
8,3 |
9,4 |
6,4 |
7,8 |
3,8 |
|
|
С |
3 |
1,8 |
6,5 |
5 |
8,7 |
4,5 |
6 |
2 |
3,1 |
9 |
|
Коэффициент допустимых потерь времени на переналадку |
0,04 |
0,05 |
0,03 |
0,08 |
0,07 |
0,06 |
0,11 |
0,09 |
0,1 |
0,04 |
|
|
Количество смен |
2 |
2 |
1 |
3 |
2 |
1 |
3 |
2 |
2 |
1 |
|
Таблица 4.2. Исходные данные
|
№ операции |
Изделия |
Вторая цифра варианта |
|||||||||
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
Норма времени, мин |
|||||||||
|
1 |
А |
1,2 |
1,1 |
1,09 |
1,6 |
3,2 |
7,5 |
3,6 |
8,5 |
1,9 |
|
|
|
В |
1,2 |
1,15 |
1,21 |
1,35 |
1,35 |
1,5 |
8,6 |
3,4 |
5,7 |
1,3 |
|
|
С |
1,2 |
1,22 |
1,03 |
1,4 |
1,21 |
2,0 |
5,8 |
3,3 |
7,1 |
3,2 |
|
2 |
А |
5,7 |
7,15 |
5,8 |
5,2 |
3,65 |
3,15 |
1,8 |
2,0 |
3,9 |
1,15 |
|
|
В |
8,4 |
6,0 |
8,3 |
6,9 |
3,0 |
3,5 |
3,0 |
1,5 |
3,5 |
1,1 |
|
|
С |
7,2 |
8,45 |
6,95 |
7,0 |
3,2 |
3,7 |
1,5 |
2,9 |
3,35 |
1,2 |
|
3 |
А |
3,2 |
3,1 |
4,0 |
1,9 |
7,1 |
1,22 |
3,72 |
1,2 |
2,85 |
3,3 |
|
|
В |
3,4 |
3,0 |
3,5 |
1,8 |
5,6 |
1,1 |
3,4 |
1,1 |
2,0 |
3,3 |
|
|
С |
3,7 |
3,64 |
3,6 |
1,3 |
8,4 |
1,3 |
3,16 |
1,12 |
1,4 |
3,6 |
|
4 |
А |
1,9 |
2,0 |
1,8 |
3,7 |
7,2 |
7,2 |
1,3 |
5,8 |
1,1 |
5,8 |
|
|
В |
3,1 |
1,5 |
3,0 |
3,1 |
5,7 |
8,3 |
1,2 |
8,2 |
1,25 |
8,3 |
|
|
С |
1,3 |
3,2 |
1,2 |
3,2 |
8,4 |
5,8 |
1,2 |
7,2 |
1,2 |
7,4 |