Материал: Определение технологических параметров разливки стали на слябовой МНЛЗ
-
Описание машины непрерывного литья слябовых заготовок
Техническая характеристика комбинированной машины следующая:
Тип МНЛЗ Криволинейная
с радиальным
кристаллизатором
Количество ручьев 4 шт.
Годовая проектная производительность 3 млн. т слябов
Размеры отливаемых слябов:
толщина 250 мм
ширина 950...1350 мм
длина 4800...12000 мм
Скорость вытягивания (по механизмам) 0,2...2,0 м/мин
Рабочая скорость вытягивания заготовки 0,1…1,05 м/мин
Технологическая длина машины
(от верха меди кристаллизатора до
оси последнего ролика) 28000 мм
Длина радиального участка машины 8425 мм
Длина криволинейного участка машины 6722 мм
Длина горизонтального участка машины 12090 мм
Радиус кривизны базовой стенки
кристаллизатора (по большому радиусу) 8000 мм
Расстояние между осями сдвоенных
кристаллизаторов 6000 мм
Длина медных стенок кристаллизатора 950 мм
Частота качаний кристаллизатора до 160 кач./мин
Амплитуда качания кристаллизатора 3 мм
Вместимость сталеразливочного ковша 370 т
Высота подъема сталеразливочного ковша 800 мм
Вместимость промежуточного ковша 45 т
Рабочий уровень металла в промежуточном
ковше 1100 мм
Высота подъема промежуточного
ковша на тележке 550 мм
Скорость порезки сляба 435 мм/мин
Отметка разливочной площадки + 9650 мм
Отметка полотна рольганга + 1000 мм
Схема компоновки оборудования высокопроизводительной криволинейной МНЛЗ приведена на рисунке 1.
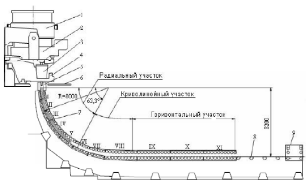
Рисунок 1 - Схема компоновки высокопроизводительной криволинейной слябовой МНЛЗ: 1 – сталеразливочный ковш; 2 – стенд; 3 – промежуточный ковш; 4 – тележка; 5 – кристаллизатор; 6 – рабочая площадка; 7 – затравка; 8 – рольганг;9 – тянущая клеть; 10 – фундамент; I – XI – секции зоны вторичного охлаждения
3 Параметры жидкого металла
Сталь, имеющая высокое содержание вредных примесей, не может разливаться на машинах непрерывного литья заготовок. При высоком содержании в стали фосфора и особенно серы резко возрастает опасность аварийных прорывов жидкого металла под кристаллизатором и внеплановых прекращений разливки металла. Причиной этого является образование сквозных трещин в еще тонкой оболочке затвердевшего металла на выходе из кристаллизатора. Повышенное содержание вредных примесей диктует снижение скорости вытягивания заготовки из кристаллизатора, что вызывает уменьшение производительности МНЛЗ. При этом сильнее развиваются в отливаемой заготовке различные дефекты, в основном, различные виды поверхностных и внутренних трещин.
Сталь, предназначенная для разливки непрерывным способом, должна иметь содержание серы и фосфора, не более 0,030…0,035 %. Конкретное значение содержания вредных примесей в металле определенной марки определяется возможностями технологии выплавки и ковшевой обработки металла в цехе.
4 Продолжительность затвердевания слябовой непрерывнолитой заготовки
Главным фактором, влияющим на продолжительность затвердевания непрерывнолитых заготовок, являются размеры поперечного сечения: толщина и ширина. С достаточной точностью продолжительность затвердевания слябовой заготовки определяется по формуле:
 (3)
(3)
где:  - продолжительность затвердевания
заготовки, мин;
- продолжительность затвердевания
заготовки, мин;
 - толщина заготовки, мм;
- толщина заготовки, мм;
 - коэффициент
затвердевания стали, мм/мин0,5.
- коэффициент
затвердевания стали, мм/мин0,5.
В формуле (3) величина коэффициента затвердевания стали зависит от величины перегрева стали над температурой ликвидус и рассчитывается по уравнению:
 (4)
(4)

5 Скорость вытягивания заготовки из кристаллизатора
Установление скоростного режима заключается в определении диапазона допустимых скоростей вытягивания заголовки и рабочей скорости вытягивания. В качестве рабочей принимается такая скорость вытягивания, при которой обеспечивается отсутствие аварийных прорывов жидкого металла под кристаллизатором, а также сочетание высоких показателей качества отливаемой заготовки и производительности МНЛЗ. Рабочая скорость вытягивания заготовки из кристаллизатора зависит от многих факторов: марки разливаемой стали, размеров поперечного сечения отливаемой заготовки, температуры металла в промежуточном ковше, содержания в стали вредных примесей и др. В случае соответствия содержания в стали вредных примесей и температуры разливаемого металла требованиям, изложенным в первом и втором разделах данных методических указаний, тогда рабочая скорость вытягивания заготовки может быть рассчитана по формуле:
 (5)
(5)
где:  - рабочая скорость вытягивания заготовки,
м/мин;
- рабочая скорость вытягивания заготовки,
м/мин;
 - коэффициент скорости вытягивания,
м2/мин;
- коэффициент скорости вытягивания,
м2/мин;
 -
толщина и ширина заготовки, м.
-
толщина и ширина заготовки, м.
Рекомендуются следующие значения коэффициента скорости вытягивания:
Сталь

Углеродистая
обыкновенного качества

Углеродистая
качественная и низколегированная

Средне - и
высоколегированная

Температура разливаемой стали оказывает существенное влияние, как на технологию непрерывной разливки, так и на качество получаемой заготовки. Температура стали в промежуточном ковше МНЛЗ определяется по формуле:
 , (1)
, (1)
где:  - температура стали в промежуточном
ковше, °С;
- температура стали в промежуточном
ковше, °С;
 - температура начала затвердевания
стали (температура ликвидус), °С;
- температура начала затвердевания
стали (температура ликвидус), °С;
 - величина перегрева
стали над температурой ликвидус, °С.
- величина перегрева
стали над температурой ликвидус, °С.
Температура ликвидус стали вычисляется по формуле:
 , (2)
, (2)
где:  - температура затвердевания чистого
железа, °С;
- температура затвердевания чистого
железа, °С;
 - снижения температуры затвердевания
железа при введении в него 1 %, соответственно,
углерода, кремния, марганца, серы,
фосфора, хрома, никеля, меди, алюминия,
ванадия, титана, молибдена, кобальта и
вольфрама, °С/%;
- снижения температуры затвердевания
железа при введении в него 1 %, соответственно,
углерода, кремния, марганца, серы,
фосфора, хрома, никеля, меди, алюминия,
ванадия, титана, молибдена, кобальта и
вольфрама, °С/%;
[C], [Si], [Mn], [S], [P], [Cr], [Ni], [Cu], [Al], [V], [Ti], [Mo], [Co], [W] –содержание в стали, соответственно, углерода, кремния, марганца, серы, фосфора, хрома, никеля, меди, алюминия, ванадия, титана, молибдена,
кобальта и вольфрама, %.


Значения величины перегрева стали над температурой ликвидус обычно изменяются в диапазоне 10…30 °С. Пользуясь формулами (1), (2) и (3), необходимо определить допустимое значение температуры металла в промежуточном ковше для заданной марки стали.

Рабочая скорость вытягивания заготовки является базовой для определения диапазона допустимых скоростей вытягивания:
 (6)
(6)

 (7)
(7)

Частота качания кристаллизатора находится из выражения:
 (8)
(8)
где:  - частота качания кристаллизатора,
1/мин;
- частота качания кристаллизатора,
1/мин;
 - коэффициент частоты качания;
- коэффициент частоты качания;
 -
амплитуда качания кристаллизатора, мм.
-
амплитуда качания кристаллизатора, мм.
 1/мин,
1/мин,
На современных слябовых машинах амплитуда качания кристаллизатора равняется 3 мм, на других машинах – 4 мм. Коэффициент частоты качания кристаллизатора зависит от скорости вытягивания заготовки согласно формулы:
 (9)
(9)

Максимальная глубина лунки жидкого металла в заготовке определяется по формуле:
 (10)
(10)
где:  - наибольшая глубина лунки, м.
- наибольшая глубина лунки, м.

Обязательным условием безаварийной газовой резки непрерывнолитой заготовки является соблюдение соотношения:
 (11)
(11)
где:
 - металлургическая длина МНЛЗ (расстояние
по оси заготовки от поверхности жидкого
металла в кристаллизаторе до оси
последней пары поддерживающих роликов),
м.
- металлургическая длина МНЛЗ (расстояние
по оси заготовки от поверхности жидкого
металла в кристаллизаторе до оси
последней пары поддерживающих роликов),
м.

В случае несоблюдения условия (11) максимальную скорость вытягивания заготовки из кристаллизатора необходимо соответственно снизить.
Условие (11) не
соблюдено, поэтому
 снижаем до 1,09
снижаем до 1,09 .
.