Материал: ОХТ в вопросах и ответах Ч2
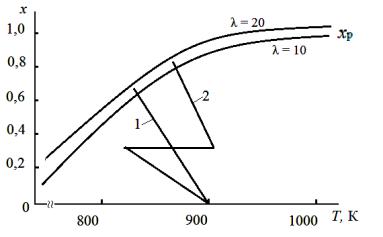
С повышением температуры скорость реакции (1) возрастает как за счёт увеличения константы скорости процесса, так и благодаря уве-
личению равновесной степени превращения этилбензола [3, с. 27]:
r = (k1 + k–1)c0(xp –x)
где k1 и k-1 – константы скорости прямой и обратной реакции соответ-
ственно, x – степень превращения, xр – равновесная степень превраще-
ния, c0 – начальная концентрация этилбензола
При температуре выше 900 К происходит разложение этилбензола и стирола с образованием бензола и толуола по реакции (2).
Вопрос. Как проводят реакцию дегидрирования этилбензола в промыш-
ленных условиях?
Ответ. Дегидрирование этилбензола проводят в адиабатическом режиме в неподвижном слое катализатора. Так как реакция эндотермическая, то для поддержания высокой скорости дегидрирования требуется осуществлять подогрев реакционной смеси в ходе процесса. Целесообразно секциониро-
вать реакционную зону на ряд слоёв катализатора, между которыми мож-
но установить теплообменные устройства.
Рис. 5.2. Диаграмма «Т – х» процесса дегидрирования этилбензола:
хр – равновесные степени превращения; λ – отношение пар : газ; 1 – режим процесса в однослойном реакторе; 2 – режим процесса в двухслойном реакторе
56
Обычно достаточно двух слоёв катализатора, между которыми по-
даётся водяной пар, обеспечивающий необходимый подогрев реакцион-
ной смеси и способствующий сдвигу равновесия реакции в правую сторо-
ну и удалению отложений кокса на катализаторе (рис. 5.2).
Вопрос. Какими способами (приёмами) выполняется концепция наибо-
лее полного использования сырьевых ресурсов при создании ХТС про-
изводства стирола?
Ответ. Фракционный рецикл. В результате неполного превращения этилбензола возможны его потери. Поэтому в системе ректификационного выделения и очистки стирола этилбензол отделяют от стирола и возвра-
щают на дегидрирование в потоке рецикла, смешивая его перед входом в реактор со свежим этилбензолом. Такая организация процесса позволяет при неполном превращении этилбензола в реакторе обеспечить общее полное превращение исходного реагента в системе.
Регенерация с рециклом. Стирол является мономером полистирола и чрезвычайно склонен к реакции полимеризации в условиях разделения продукционной смеси на стадии ректификации.
|
|
|
|
Продукты дегидри- |
|||
|
|
|
|
рования ЭБ |
|
|
|
Сера |
|
|
|
|
|
|
|
|
|
1 |
|
|
Стирол |
||
|
|
|
|
|
|
||
|
|
Стирол, ЭБ |
|
|
|
(продукт) |
|
|
|
|
|
||||
|
|
|
|
|
|
||
Сера |
|
|
ЭБ (возвратный) |
||||
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
3 |
|
Стирол, угле- |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
водороды |
|
|
|
|
Рис. 5.3. Схема производства стирола с регенерацией реагентов:
1 – ректификация; 2 – растворение кубовых остатков ректификации (КОРС) и кристаллизация серы; 3 – мономеризация КОРС
57
Для предотвращения полимеризации стирола в системе ректифика-
ции продуктов дегидрирования этилбензола в стирол в колонну отгонки продукта добавляют элементарную серу (рис. 5.3).
Однако полимеризация стирола всё же частично протекает. Её про-
дукты вместе с серой накапливаются в кубовых остатках ректификации
(КОРС). Серу регенерируют растворением в углеводородной среде с по-
следующей её кристаллизацией. Стирол регенерируют из полимерных продуктов при повышенных температурах. Регенерация серы и стирола в таком процессе достигает 90–95 %.
Вопрос. Как выполняется концепция минимизации отходов при создании ХТС производства стирола?
Ответ. Замкнутый водооборот. Вода в производстве стирола служит ис-
точником пара, для повышения эффективности процесса дегидрирования.
Организация замкнутого водооборота позволяет избежать образования одного из отходов – загрязнённой воды. Реакционная смесь после реакто-
ра дегидрирования содержит углеводороды и воду, разделение которых проходит в разделителе фаз. Водный слой после очистки подаётся на пи-
тание котла-утилизатора для выработки технологического пара и далее в рецикл. Избытки воды направляют на биологическую очистку.
Замена способа теплообмена. Замена водяного холодильника на воздушный при охлаждении и конденсации углеводородов из контактно-
го газа позволяет отказаться от дорогостоящей очистки оборотной воды.
Использование отходов производства. Бензол и толуол, являющиеся от-
ходами данного производства, являются полезными продуктами и после выделения могут быть использованы в других производствах. Водород,
выделяемый на стадии разделения продуктов, может использоваться в синтезе аммиака.
58
Вопрос. Как выполняется концепция эффективного использования обору-
дования при создании ХТС производства стирола?
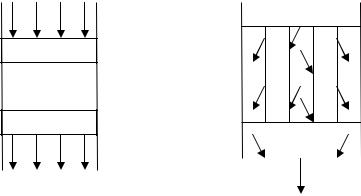
Ответ. Если выполнить слой катализатора в виде цилиндра и направить по-
ток через него в радиальном направлении (рис. 5.4б), то это позволит со-
здать более компактную конструкцию, а также сделать слой катализатора с большим сечением и меньшей толщины для прохождения потока по срав-
нению с реактором с аксиальным слоем катализатора (рис. 5.4а). Это суще-
ственно уменьшает также гидравлическое сопротивление слоя, снижая тем самым энергетические расходы.
а |
б |
Рис. 5.4. Реакторы с аксиальными (а) и радиальными (б) слоями катализатора
Вопрос. Какими способами выполняется концепция полного использо-
вания энергетических ресурсов при создании ХТС производства стиро-
ла?
Ответ. Регенерация теплоты (рис. 5.5).
В ХТС производства стирола теплота контактного газа, выходящего из реактора дегидрирования 3 (рис. 5.5) при температуре 850–860 К, ис-
пользуется в теплообменнике-подогревателе этилбензола 4 перед реак-
тором и далее в котле-утилизаторе 5 перед пароперегревательной печью
1 для выработки технологического пара.
Регенерация энергии (рис.5.5). Контактный газ после реактора 3, пройдя стадию охлаждения 4,5 и очистки 6, а также конденсации воды и углево-
59
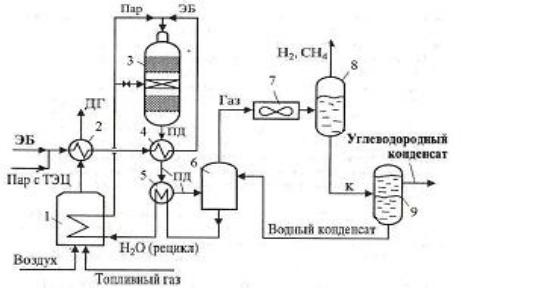
дородов 7, попадает в сепаратор 8, где газообразные продукты реакции от-
деляются как вторичные энергетические ресурсы (ВЭР). Далее они (топ-
ливный газ) сжигаются в пароперегревательной печи 1 вместе с топливом из заводской сети для получения перегретого водяного пара с температу-
рой 973–1003 К, идущим на смешение с парами этилбензола перед входом в реактор дегидрирования 3.
Рис. 5.5. Схема дегидрирования этилбензола в стирол:
1 – пароперегревательная печь; 2 – испаритель этилбензола; 3 – реактор дегидрирования; 4 – подогреватель этилбензола; 5 – котел-утилизатор (подогреватель воды); 6 – пенный аппарат; 7 – воздушный холодильник; 8 – сепаратор; 9 – разделитель фаз;
потоки: ЭБ – этилбензол (свежий и рецикл); Н2, СН4 – горючие газы в топливную сеть; ДГ – дымовые газы; К – конденсат; ПД – продукты дегидрирования
Энерготехнологическая система. В промышленных агрегатах дегидриро-
вания этилбензола тепловой КПД имеет низкое значение 28–33 %. Это свя-
зано с необратимыми энергетическими потерями, многократной конденса-
цией и испарением водяного пара, утилизацией теплоты во многих тепло-
обменниках и т.д. Значительно улучшить использование энергетического потенциала процесса можно в энерготехнологической системе, которая включает в себя энергетический узел, потребляющий топливо и вырабаты-
вающий энергию для компенсации необратимых потерь. Водяной пар, яв-
60