Материал: Нанотехнологии. Наука будущего (Балабанов), 2009, c.258
- НАНОТЕХНОЛОГИИ -
стичных металлов наносятся в присутствии специальной технологической среды на трущиеся поверхности деталей — коренные и шатунные шейки коленчатого вала, гильзы цилиндров, реборды и поверхности качения вагонных колесных пар, различного вида штоки, пальцы, резьбовые соединения и т.д.
ФАБО применяется в целях снижения интенсивности изнашивания, повышения задиростойкости трущихся поверхностей и интенсификации процессов образования защитных пленок в период приработки после изготовления или ремонта изделия. Впервые данный метод нанесения покрытий (фрикционное латунирование) был предложен Д. Н. Гаркуновым и В. Н. Лозовским.
Основные способыФАБОусловно делятся на две группы: 1. Фрикционно-механическое нанесение металличе ских покрытий инструментом из медьсодержащего сплава (фрикционное латунирование, бронзирование или медне ние); фрикционно-химическое нанесение покрытий в металлоплакирующих средах, содержащих различные поверхност но-активные вещества и соли металлов, способные к восста новлению на обрабатываемых поверхностях при воздействии роликов, дисков, брусков, щеток, тампоновит.д. изнеметалли ческого инструмента; фрикционное нанесение покрытий из
пластичныхсплавоввметаллоплакирующихсредах.
2. Нанесение слоистых твердосмазочных покрытий в виде графита, дисульфида молибдена и других соединений контактным намазыванием различными методами.
К разновидностям ФАБО относятся:
•химико-механическое нанесение покрытий (Россия);
•нанесение покрытий трением с применением щеток
(ФРГ);
•натирание поверхности латунью (Россия);
•электростатическое нанесение покрытий трением (Швейцария);
•механическое нанесение латунных покрытий трением (механическое латунирование) в среде глицерина (ФРГ, Рос сия);
—Наноинженерия поверхности деталей —
•химико-механическое латунирование с применением медьсодержащего вспомогательного материала (ФРГ) и ряд других.
При двух последних методах упрочнение поверхностных слоев объединено с нанесением покрытий трением.
Использование ФАБО имеет следующие достоинства:
•небольшие затраты расходных материалов и электро энергии;
•стабильно высокое качество покрытия, в том числе и при некоторых отклонениях условий нанесения от опти мальных;
•автоматизация процесса;
•экологическая безопасность;
•высокая экономическая эффективность и др. Принцип латунирования состоит в том, что натирающий
латунный элемент (стержень или трубка), вращаясь относительно своей продольной оси, при достаточно малом усилии нажатия и в присутствии вспомогательного рабочего материала (например, глицерина) натирает слой латуни на подлежащую покрытию стальную или чугунную поверхность. Одновременно происходит поверхностное упрочнение основного материала на глубину 70—80 мкм вследствие высокого давления в месте линейного контакта.
ФАБО осуществляется в присутствии специальных технологических сред. Практически во всех средах используется глицерин, который в результате трибодеструкции (распада под действием энергии трения) на поверхностях контактирующих тел окисляется, превращаясь в глицериновый альдегид, акролеин, формальдегид, глицериновую кислоту и Другие продукты с меньшей, чем у глицерина, молекулярной Массой.
При фрикционно-химическом нанесении покрытий в металлоплакирующих средах используются различные соли Пластичных металлов, например дихлорид меди. В процессе обработки происходит гидролиз солей с образованием кислот.
154 |
155 |
- НАНОТЕХНОЛОГИИ -
Образующаяся соляная кислота способствует удалению оксидных пленок, и в результате взаимодействия с оксидами железа на обрабатываемой поверхности формируются защитные слои из хлоридов железа. Происходит восстановление продуктов коррозии и растворение активных металлов и их соединений. Взаимодействие продуктов превращения глицерина и других органических веществ, содержащихся в технологических средах, приводит также к образованию высокомолекулярных соединений и полимеров трения.
При ФАБО на обрабатываемой поверхности формируются равномерные антифрикционные покрытия из пластичных металлов и полимерных цепей. В процессе эксплуатации под действием поверхностно-активных веществ, содержащихся в моторном масле, происходит избирательное растворение нанесенного материала с образованием тонких медных покрытий, по своим физико-механическим и триботехническим свойствам близких к сервовитной пленке, характерной для эффекта безызносности. Структура сервовитной пленки содержит нанокластеры и нанофазы пластичных цветных металлов.
Надежность двигателей внутреннего сгорания зависит от износостойкости гильз цилиндров и шеек коленчатых валов. Особенно это актуально для высокофорсированных дизелей с турбонаддувом, требования к прочностным и триботехническим свойствам поверхностей трения которых ужесточены.
Для повышения задиростойкости и износостойкости соединения «поршневое кольцо - гильза цилиндра» высокофорсированных дизелей применяют различные защитные и приработочные покрытия. При нанесении пластичного металлического покрытия на детали трущихся соединений прочность покрытия на срез оказывается меньше, чем в металле подложки. За счет этого удается снизить коэффициент трения и интенсивность изнашивания поверхности с покрытием из-за отсутствия (или уменьшения) схватывания и глубинного разрушения металла, что особенно существенно при высоких нагрузках и скоростях скольжения.
156
— Наноинженерия поверхности деталей —
Для фрикционно-механического нанесения медьсодержащих покрытий на поверхности трения гильз цилиндров и других деталей втулочного типа разработаны специальные приспособления, полуавтоматы, автоматы и станки.
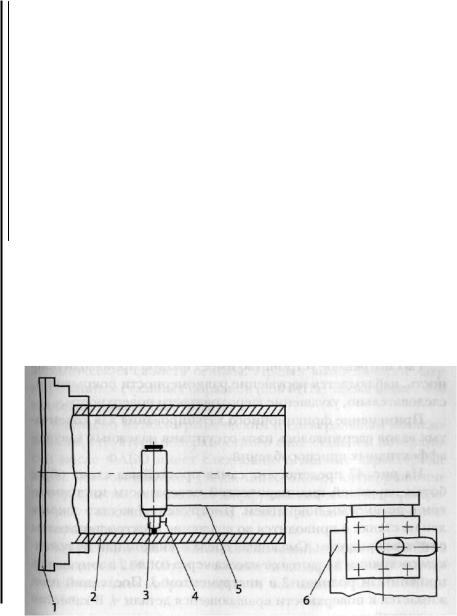
На рис. 46 приведена простейшая схема фрикционного латунирования втулки. Приспособление 4 с латунным прутком 3 крепят на борштанге 5, установленной в резцедержателе 6 токарного станка. В процессе латунирования латунный пруток прижимается к поверхности втулки 2 с усилием, соответствующим давлению 70 МПа, и перемещается вдоль втулки с подачей 0,2 мм/об. Втулка, закрепленная в патроне 2токарного станка, вращается с окружной скоростью 0,3 м/с. Среда, состоящая из глицерина и активатора, подается в зону латунирования обычной капельницей.
Опишем режим фрикционной обработки втулки прутковым инструментом: окружная скорость поверхности детали
— 0,15—0,3 м/с; давлениеприжатияпрутка— 102-150 МПа;
Рис. 46. Схема фрикционного латунирования втулки:
I — токарный патрон; 2 — втулка; 3 — латунный пруток;
4— приспособление; 5 — борштанга; 6 — держатель токарного станка
157
- НАНОТЕХНОЛОГИИ -
Образующаяся соляная кислота способствует удалению оксидных пленок, и в результате взаимодействия с оксидами железа на обрабатываемой поверхности формируются защитные слои из хлоридов железа. Происходит восстановление продуктов коррозии и растворение активных металлов и их соединений. Взаимодействие продуктов превращения глицерина и других органических веществ, содержащихся в технологических средах, приводит также к образованию высокомолекулярных соединений и полимеров трения.
При ФАБО на обрабатываемой поверхности формируются равномерные антифрикционные покрытия из пластичных металлов и полимерных цепей. В процессе эксплуатации под действием поверхностно-активных веществ, содержащихся в моторном масле, происходит избирательное растворение нанесенного материала с образованием тонких медных покрытий, по своим физико-механическим и триботехническим свойствам близких к сервовитной пленке, характерной для эффекта безызносности. Структура сервовитной пленки содержит нанокластеры и нанофазы пластичных цветных металлов.
Надежность двигателей внутреннего сгорания зависит от износостойкости гильз цилиндров и шеек коленчатых валов. Особенно это актуально для высокофорсированных дизелей с турбонаддувом, требования к прочностным и триботехническим свойствам поверхностей трения которых ужесточены.
Для повышения задиростойкости и износостойкости соединения «поршневое кольцо - гильза цилиндра» высокофорсированных дизелей применяют различные защитные и приработочные покрытия. При нанесении пластичного металлического покрытия на детали трущихся соединений прочность покрытия на срез оказывается меньше, чем в металле подложки. За счет этого удается снизить коэффициент трения и интенсивность изнашивания поверхности с покрытием из-за отсутствия (или уменьшения) схватывания и глубинного разрушения металла, что особенно существенно при высоких нагрузках и скоростях скольжения.
156
— Наноинженерияповерхностидеталей—
Для фрикционно-механического нанесения медьсодержащих покрытий на поверхности трения гильз цилиндров и других деталей втулочного типа разработаны специальные приспособления, полуавтоматы, автоматы и станки.
На рис. 46 приведена простейшая схема фрикционного латунирования втулки. Приспособление 4 с латунным прутком 3 крепят на борштанге 5, установленной в резцедержателе 6 токарного станка. В процессе латунирования латунный пруток прижимается к поверхности втулки 2 с усилием, соответствующим давлению 70 МПа, и перемещается вдоль втулки с подачей 0,2 мм/об. Втулка, закрепленная в патроне 2токарного станка, вращается с окружной скоростью 0,3 м/с. Среда, состоящая из глицерина и активатора, подается в зону латунирования обычной капельницей.
Опишем режим фрикционной обработки втулки прутковым инструментом: окружная скорость поверхности детали— 0,15—0,3 м/с; давлениеприжатияпрутка— 102-150 МПа;
Рис. 46, Схема фрикционного латунирования втулки:
J — токарный патрон; 2 — втулка; 3 — латунный пруток;
4— приспособление; 5 — борштанга; 6 — держатель токарного станка
157

- НАНОТЕХНОЛОГИИ -
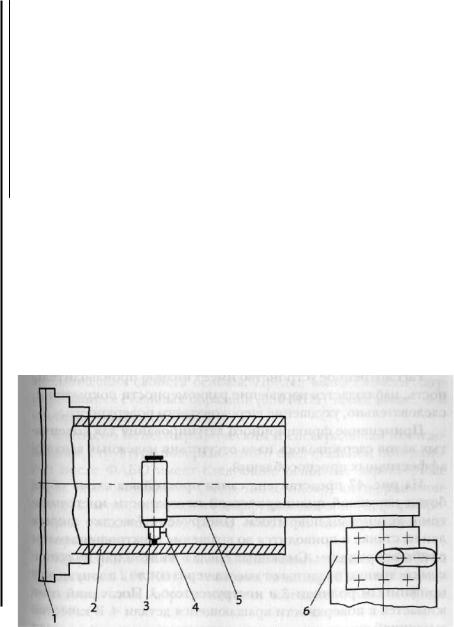
Рис. 47. Нанесение покрытий натиранием неметаллическим инструментом в металлоплакирующих средах:
J — сопло для подачи металлоплакирующей среды; 2 — прижимной ролик; 3 — неметаллический обрабатывающий инструмент (ролик);
4 — обрабатываемая деталь
продольная подача прутка — ОД—0,2 мм/об.; число рабочих ходов—1—2.
Рассмотренное устройство имеет низкую производительность, наблюдается нарушение равномерности покрытия и, следовательно, ухудшение шероховатости поверхности.
Применение фрикционного латунирования для коленчатых валов сдерживалось из-за отсутствия надежных высокоэффективных приспособлений.
На рис. 47 представлена самая простейшая схема обработки наружной цилиндрической поверхности инструментом с резиновым покрытием. Инструмент 3 жестко закреплен на станке и приводится во вращение электродвигателем с гибким приводом. Смазочная среда в жидком или полужидком состоянии подается от насоса через сопло 1 в зону между прижимным роликом 2 и инструментом 3. Последний прижимается к поверхности вращающейся детали 4. В качестве смазочной жидкости используется смесь глицерина и олеата меди.
Нанесение антифрикционных противоизносных покрытий позволяет существенно (более чем в три раза) снизить
158
— Наноинженерия поверхности деталей —
интенсивность изнашивания конструкционных материалов соединения «шейка коленчатого вала — вкладыш» в период приработки.
При приработке поверхностей с нанесенными антифрикционными покрытиями в первый момент времени идет интенсивная приработка с формированием оптимальной структуры поверхностных слоев.
Температура в зоне трения при наличии антифрикционного покрытия снижается почти в пять раз. Это связано с лучшей теплопроводностью нанесенных покрытий и отсутствием очагов схватывания, так называемых мгновенных температурных вспышек на микроконтактах.
После фрикционного нанесения противоизносных покрытий на конструкционную сталь 45 ГОСТ 1050-90 с начальной твердостью НВ 280 (Н^ = 2800 МПа) обработанные поверхности приобретают наклеп с повышением твердости до НВ 375 (Нц = 3750 МПа). При этом зона наклепа поверхностных слоев образцов с покрытием наблюдается на глубине h = 15—35 мкм, чем обеспечивается положительный градиент механических свойств основы. Предел выносливости латунированных стальных образцов (550 МПа) также выше, чем необработанных (520 МПа).
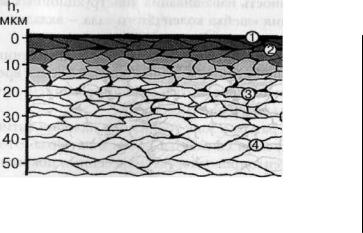
Согласно металлографическим и спектральным исследованиям, структура поверхностного слоя стальной поверхности после ФАБО имеет следующие основные характерные зоны: композиционное (медь, цинк, олово) антифрикционное покрытие; переходная диффузионная зона; деформированная (наклепанная) зона; основной конструкционный материал (рис. 48).
По результатам стендовых испытаний двигателей СМД-62 (мощностью 180 КВт) с гильзами цилиндров и шейками коленчатого вала, обработанными методом ФАБО в среде СФП-3:
• эффективная мощность возрастает на 8—12 кВт за счет снижения механических потерь на трение и улучшения качества приработки деталей цилиндропоршневой группы и кривошипно-шатунного механизма;
159
- НАНОТЕХНОЛОГИИ -
Рис. 48. СхемаструктурыповерхностногослояпослеФАБО:
I — композиционное антифрикционное покрытие; 2 — переходная диффузионнаязона; 3 — деформированная(наклепанная) зона; 4 — основнойконструкционныйматериал
•давление масла в главной магистрали двигателя при но минальной частоте коленчатого вала повышается на 25— 30%, что указывает на более качественную приработку вкла дышей коленчатого вала;
•износ деталей соединения снижается в среднем в два
раза.
Входе эксплуатационных испытаний двигателей, детали которых (гильзы цилиндров, коренные и шатунные шейки коленчатых валов) были обработаны с помощью ФАБО, в хозяйствах Московской и Липецкой областей, по сравнению с типовой технологией ремонта, получены следующие результаты:
•средняя интенсивность падения давления масла в глав ной магистрали дизелей на номинальной частоте вращения коленчатого вала снижается на 12,5%;
•содержание продуктов износа (железа) в пробах масла из картеров двигателей уменьшается на 34,7%;
•расход топлива снижается на 5—10%, что обеспечивает экономию 0,85—2,6 т топлива в год на один двигатель;
•расход моторного масла уменьшается в 1,7 раза;
—Наноинженерия поверхности деталей —
•межремонтный ресурс увеличивается в 1,23 раза (с 2200 до 2700 моточасов).
В перспективе возможность нанесения нанопокрытий методом ФАБО на стальные и чугунные детали позволит осуществить замену деталей из цветных сплавов стальными и чугунными деталями с покрытием.
Водной установке для нанесения покрытия можно реализовывать несколько вариантов метода (например, низкочастотное плазменно-ионное распыление, PECVD, PACVD). Так, для нанесения покрытий на пластмассы применяются низкотемпературные методы. Поэтому покрытие чувствительных
ктемпературе полимеров, металлов и сплавов может выполняться в установках для нанесения защитных слоев на пластмассы. Наряду с гальваническими методами, главным обра-
зом используется PVD-метод (PVD - Physical Vapor Deposition —
«физическое распыление с осаждением») и CVD-метод (CVD
— Chemical Vapor Deposition — «химическое газофазное
осаждение»), причем последний принципиально проще реализовать. Поскольку толщина осажденных слоев временами не превышает микрон, используются также термины «тонкопленочная техника», «тонкопленочная технология» и «тонкие пленки».
Ионно-плазменные покрытия наносятся физико-химиче- скими методами PVD и CVD-типов. Среди методов PVD наибольшее распространение получил метод конденсации покрытий из плазмы в вакууме с ионной бомбардировкой поверхностей инструмента (метод КИБ). Возможность широкого варьирования температур в зонах нанесения покрытий позволяет использовать вакуумно-плазменные методы в качестве универсальных методов для нанесения покрытий на инструменты из твердых сплавов. Эти методы универсальны и как способ получения широкой гаммы монослойных, многослойных и композиционных покрытий на базе нитридных, карбидных, карбонитридных соединений тугоплавких металлов Ti, Zr, Hf.
При PVD-методе металлы, сплавы или химические соединения осаждаются в глубоком вакууме путем подвода тепло-
6 Нанотехнологии. Наукабудущего
160 |
161 |
|