Материал: Модернизация станка с числовым программным управлением
Инструментальный цех № 35 является подразделением ОАО «Корпорация ВСМПО-АВИСМА».
Подразделение цеха № 35 предназначено для обеспечения технологическим инструментом и оснасткой структурных подразделений ОАО «Корпорация ВСМПО-АВИСМА».
Цех включает в себя: термо-кузнечное отделение, механо-штамповое отделение, инструментальное отделение, отделение по изготовлению кристаллизаторов и отделение матриц и резцов.
Основное оборудование копировально-фрезерные, фрезерные, шлифовальные, универсально-заточные, токарно-винторезные станки. В цехе производят термическую обработку штампов, производят кристаллизаторы, матрицы для прессования, оправки для производства сложных профилей из алюминиевого сплава, формовочные, калибровочные валки трубосварочных станов, прокатные и правильные валки, приспособления для обработки титановых штамповок, режущий инструмент (ножи гильотинные, дисковые, спец. металлорежущий инструмент, резцы, дереворежущий инструмент).
Основной задачей цеха № 35 является выпуск качественной оснастки и технологического инструмента, в соответствии с планами производства и требованиями цехов организации.
2.1.2 Технологический процесс токарного станка с ЧПУ мод. 16А20Ф3
Весь комплекс программного управления металлорежущим оборудованием включает: станок с ЧПУ, устройство числового программного управления УЧПУ, управляющую программу к станку для выполнения конкретной операции УП. Входом в этот комплекс являются данные от операции, которую предстоит выполнить, выходом - детали, обработанные в соответствии с этой операцией.
Управляющая программа должна содержать, изложенную сжато в определенной последовательности, всю необходимую информацию для выполнения одной операции технологического процесса обработки детали.
После выбора формы заготовки и составления маршрутной технологии, начинают подробную разработку поэлементного технологического процесса с тщательными расчетами, а именно все эти операции, как правило, проводятся с применением ЭВМ:
1. Составляют геометрический план обработки детали, т.е. эскиз обработки с указанием величин припусков, технологических баз и мест крепления заготовки;
2. Разрабатывают попереходный комплекс программного управления, технологический процесс - операционную карту с режимом резания, режущим инструментом и необходимыми технологическими приспособлениями - оснасткой;
. Проектируют карту наладки станка по переходам с назначением величины припусков инструментов в резцедержателе, за инструментом закрепляют блоки коррекции;
. Производят расчет и графическое построение траектории движения инструмента, что особенно важно при обработке детали со сложными криволинейными поверхностями;
. Записывают управляющую программу на ЧПУ;
. Выявляют и корректируют недоработки в управляющей программе после контроля при обработке первой детали из партии.
2.1.3 Роль станка в общем технологическом процессе
Токарный станок с ЧПУ 16А20Ф3 предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности.
Область применения станка: мелкосерийное и серийное производство.
Используются высокоэффективные технологические способы обработки элементарных поверхностей:
– обработка широкими резцами с поперечной подачей;
– обтачивание фасонными резцами наружных и внутренних поверхностей;
– применение резьбонарезных головок и т. д.
Применяется концентрация обработки заготовки несколькими инструментами одновременно: двумя и более резцами, резцами и сверлом и т. п. Сочетание указанных и других приемов позволяет быстро и точно вести обработку. Компенсирует затраты на наладку автомата и сокращает трудовые затраты на изготовление партии деталей.
2.2 Конструкция и кинематическая схема механизма
2.2.1 Конструктивное исполнение станка, параметры, паспортные данные, кинематические схемы
Расположение и обозначение составных частей оборудования приведено на
рис. 2.2.1.
Рис. 2.2.1. Компоновка станка
1 - Основание с транспортером стружки; 2 - Станина; 3 - Суппортная группа; 4 - Передача винт-гайка качения (ВГК) продольного перемещения; 5 - Опора левая винта продольного перемещения; 6 - Патрон, механизированный с электромеханическим приводом; 7 - Ограждение неподвижное; 8 - Ограждение подвижное; 9 - бабка шпиндельная; 10 - Шкафы управления; 11 - Головка автоматическая; 12 - Ограждение суппортной группы; 13 - Бабка, задняя; 14 - Электромеханический привод пиноли задней бабки; 15 - Разводка коммуникаций; 16 - Пульт управления; 17 - Кронштейн пульта управления; 18 - Опора правая винта продольного перемещения; 19 - Станция смазки шпиндельной бабки; 20 - Установка моторная; 21 - Ограждение задней зоны; 22 - Привод поперечного перемещения; 23 - Передача ВГК поперечного перемещения.
2.2.2 Основные технические параметры
Особенности конструкции:
– высокопрочная станина, выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки;
– привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм;
– высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя;
– надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм.
Таблица 2.2.2 Техническая характеристика станка модели 16А20Ф3
|
Класс точности станка по ГОСТ 8-82 |
П |
|
Наибольший диаметр изделия, устанавливаемого над станиной |
500 мм |
|
Наибольший диаметр обрабатываемого изделия |
|
|
над станиной |
320 мм |
|
над суппортом |
200 мм |
|
Наибольшая длина обрабатываемого изделия |
750 мм |
|
Наибольшая длина устанавливаемого изделия в центрах |
1000 мм |
|
Диаметр цилиндрического отверстия в шпинделе |
55 мм |
|
Наибольший ход суппорта |
|
|
поперечный |
210 мм |
|
продольный |
905 мм |
|
Максимальная рекомендуемая скорость рабочей подачи |
|
|
продольной |
2000 мм/мин |
|
поперечной |
1000 мм/мин |
|
Минимальная скорость рабочей подачи |
|
|
продольной |
10 мм/мин |
|
поперечной |
5 мм/мин |
|
Количество управляемых координат |
2 |
|
Количество одновременно управляемых координат |
2 |
|
Наибольшие усилие продольной подачи |
10000 (1000) H (кг) |
|
Точность позиционирования |
0,01 мм |
|
Повторяемость |
0,003 мм |
|
Максимальная скорость быстрых перемещений |
|
|
продольных |
15 м/мин |
|
поперечных |
7,5 м/мин |
|
Диапазон частот вращения шпинделя |
20…2500 мин-1 |
|
Пределы частот вращения шпинделя в трех переключаемых вручную диапазонах |
|
|
I |
20-285 |
|
II |
60-830 |
|
III |
175-2500 |
|
Наибольший крутящий момент на шпинделе не менее |
800 (80) Hм (кгм) |
|
Габаритные размеры станка |
|
|
длина |
3700 мм |
|
длина (с транспортером отвода стружки) |
5160 мм |
|
ширина |
2260 мм |
|
высота |
1650 мм |
|
Масса станка (без транспортера отвода стружки) |
4000 кг |
Таблица 2.2.3 Техническая характеристика электрооборудования
|
Род тока питающей сети |
Переменный |
|
|
трехфазный |
|
Напряжение |
380 В |
|
Частота тока |
50 Гц |
|
Напряжение цепи управления, В |
110; 24 |
|
Напряжение цепи местного освещения, В |
24 |
|
Кол-во электродвигателей на станке |
7 |
|
Тип электродвигателя главного движения* |
4АБ2П132М4ПБ или МР132М (НРБ) |
|
Номинальная мощность электродвигателя главного движения, кВт |
11 |
|
Номинальная частота вращения электродвигателя главного движения, мин-1 |
1500 или 1000 (НРБ) |
|
Диапазон регулировки частота вращения электродвигателя главного движения |
1500…4500 или 1000…3500 (НРБ) |
|
Тип электродвигателей приводов подач продольной поперечной |
4АХБ2П100 4АХБ2П100 |
|
Номинальный крутящий момент электродвигателей приводов подач, Нм (кгм): продольной поперечной |
23(2,3) 17(1,7) |
|
Суммарная мощность всех электродвигателей, кВт |
21,4 |
|
Суммарная потребляемая мощность, кВт (с учетом приводов и УЧПУ) |
24 |
2.2.3 Описание кинематической схемы
Кинематическая схема станка мод. 16А20Ф3 представлена на рис. 2.2.3.1. В качестве привода главного движения используют электродвигатель М1 (N=11 кВт, n=1460 мин-1): регулируемый постоянного тока либо частотно-регулируемый асинхронный.
От двигателя М1 через клиноременную передачу с диаметрами шкивов
D=115 мм и D=257 мм) вращение передается на вал I шпиндельной бабки, а затем через
зубчатые колеса 1 и 3 на вал II.
Далее обеспечиваются три диапазона частоты вращения шпинделя (20-285; 60-830;
175-2500 об/мин). В пределах каждого диапазона частота вращения регулируется бесступенчато
путем изменения частоты вращения электродвигателя М1.
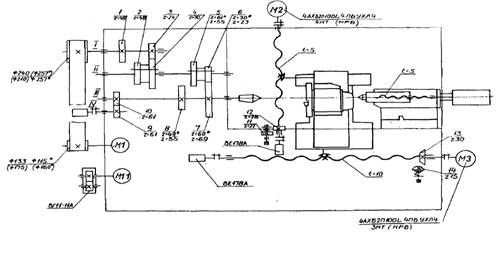
Рис. 2.2.3.1. Кинематическая схема станка
В описываемой схеме двигатель М1 - частотно-регулируемый асинхронный.
Датчик резьбонарезания (ДР) связанный со шпинделем беззазорной зубчатой парой z=61-61, осуществляет связь между шпинделем и ходовым винтом, исходя из условия, что за один оборот шпинделя резец должен переместится на величину шага нарезаемой резьбы. Зубчатые колеса 10 и 9 служат для вращения датчика BE-178 резьбонарезания.
Кинематическая цепь привода подач суппорта по оси X (поперечное перемещение) применяют электродвигатель М2, пару винт-гайка качения с шагом винта Рх.в. = 5 мм/об. Винт соединен непосредственно с валом двигателя. КПД механической передачи составляет 95%. Обратная связь по пути осуществляется фотоимпульсным датчиком ВЕ - 178.
Кинематическая цепь привода подач суппорта по оси Z (продольное перемещение)
представляет собой электродвигатель М3, пару винт-гайка качения с шагом
винта Рх.в. =10 мм/об и числом заходов винта равным 6. Винт соединен
непосредственно с валом двигателя. КПД механической передачи составляет 95%.
Обратная связь по пути осуществляется фотоимпульсным датчиком ВЕ - 178. Механическая часть привода
продольной подачи служит для преобразования вращательной скорости на валу
двигателя в поступательную скорость перемещения суппорта станка. На суппорте
установлен привод продольной подачи и магазин инструментов.
Рис. 2.2.3.2. Кинематическая схема продольной подачи
Для согласования вращательной и поступательной скоростей необходимо определить радиус приведения скорости кинематической передачи, определяемой по формуле
где h - шаг винта равный 10-2м/об;
zp - число заходов винта равное 6.
![]() м.
м.
Механическая часть представляет собой жесткую механическую схему с реактивной нагрузкой, что не требует дополнительного проведения расчетов упругих связей, и применения механического тормоза.
Момент инерции механической схемы определяется
![]() , кг∙м2,
, кг∙м2,
где mc - масса суппорта, кг; mc=60 кг; ρ - радиус приведения скорости кинематической передачи, м.
![]() кг∙м2.
кг∙м2.
2.2.4 Краткая характеристика электрооборудования
Электрооборудование включает в себя:
– устройство числового программного управления (УЧПУ) для управления циклом обработки детали;
– электропривод асинхронный глубокорегулируемый комплектный для управления приводами подач и приводом главного движения;
– электродвигатели для управления приводами резцедержателя, патрона, охлаждения, пиноли, смазки направляющих, смазки шпиндельной бабки, транспортера стружкоудаления;
– фотоимпульсные датчики контроля перемещения по осям и резьбонарезания;
– аппараты защиты, управления и сигнализации;
– другие аппараты и устройства, осуществляющую коммутацию, подсоединение электрических цепей и управление механизмами.
Технические характеристики УЧПУ, датчиков, электродвигателей.
Сведения о системе питания электрооборудования
Электрооборудование станка работает от сети трехфазного переменного тока с напряжением 380 В (+10%;-15%) и частотой 50 Гц (+2%;-2%) с глухозаземленной нейтралью.
На станке используется переменный и постоянный ток со следующими параметрами:
Гц 3~ 380 В - цепи асинхронных электродвигателей, питание комплектного электропривода, трансформаторов управления;
Гц ~ 220 В - цепи вводного пускателя, УЧПУ, вентиляторов;