Материал: Методические указания к лабораторным работам по курсу «Взаимозаменяемость, стандартизация и технические измерения». Волчихин В.И., Нюхин Р.О
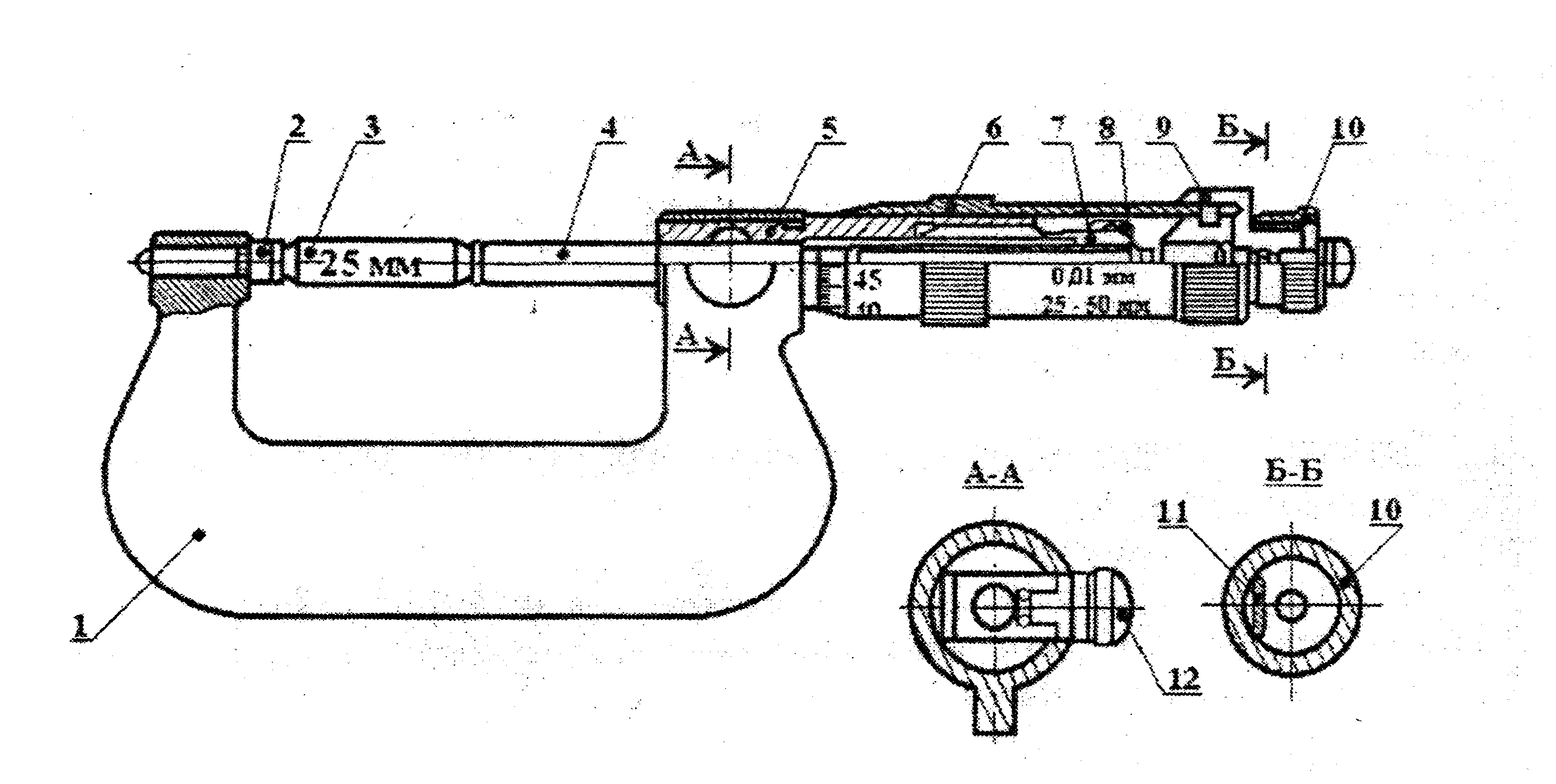 Рис.
2.1. Микрометр гладкий
Рис.
2.1. Микрометр гладкий
1-скоба, 2-пятка, 3-установочная мера
В последнем просверлено глухое отверстие для пружины и зуба 11, упирающегося в трещетку 10. При вращении трещетки она передает крутящий момент определенной величины, необходимой для обеспечения измерительного усилия равного 7 ±2 Н. Стопорное устройство используют, если необходимо сохранять микрометрический винт в установленном положен. Микрометры изготавливают со следующими пределами измерения: 0-25; 25-50; 50-75; 75-100; 100-125; 125-150; 150-175; 175-200; 200-225; 225-250; 250-275; 275-300; 300-400; 400-500.
Микрометры с пределами измерения свыше 25 мм снабжаются установочными мерами 3 для установки микрометров на нижний предельный размер. Цена деления микрометров i равна 0,01 мм.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала, нанесенная на стебле, имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм. За один оборот микровинта барабан с круговой шкалой перемещается вдоль стебля на шаг микрометрической пары р = 0,5 мм. (рис. 2.2.). Так как на коническом срезе барабана нанесено 50 делений, то точность отсчета i(цена деления) можно определить из уравнения:
i = p/n,
где p-шаг микровинта, мм (цена деления основной шкалы); n-число делений на барабане; i= 0,5/50 =0,01 мм.
По продольной шкале отсчитывают целые доли миллиметра (по нижней части шкалы) и 0,5 мм (по верхней части шкалы). По круговой шкале отсчитывают десятые и сотые доли миллиметра.
Примеры отсчета на рис. 2.2.
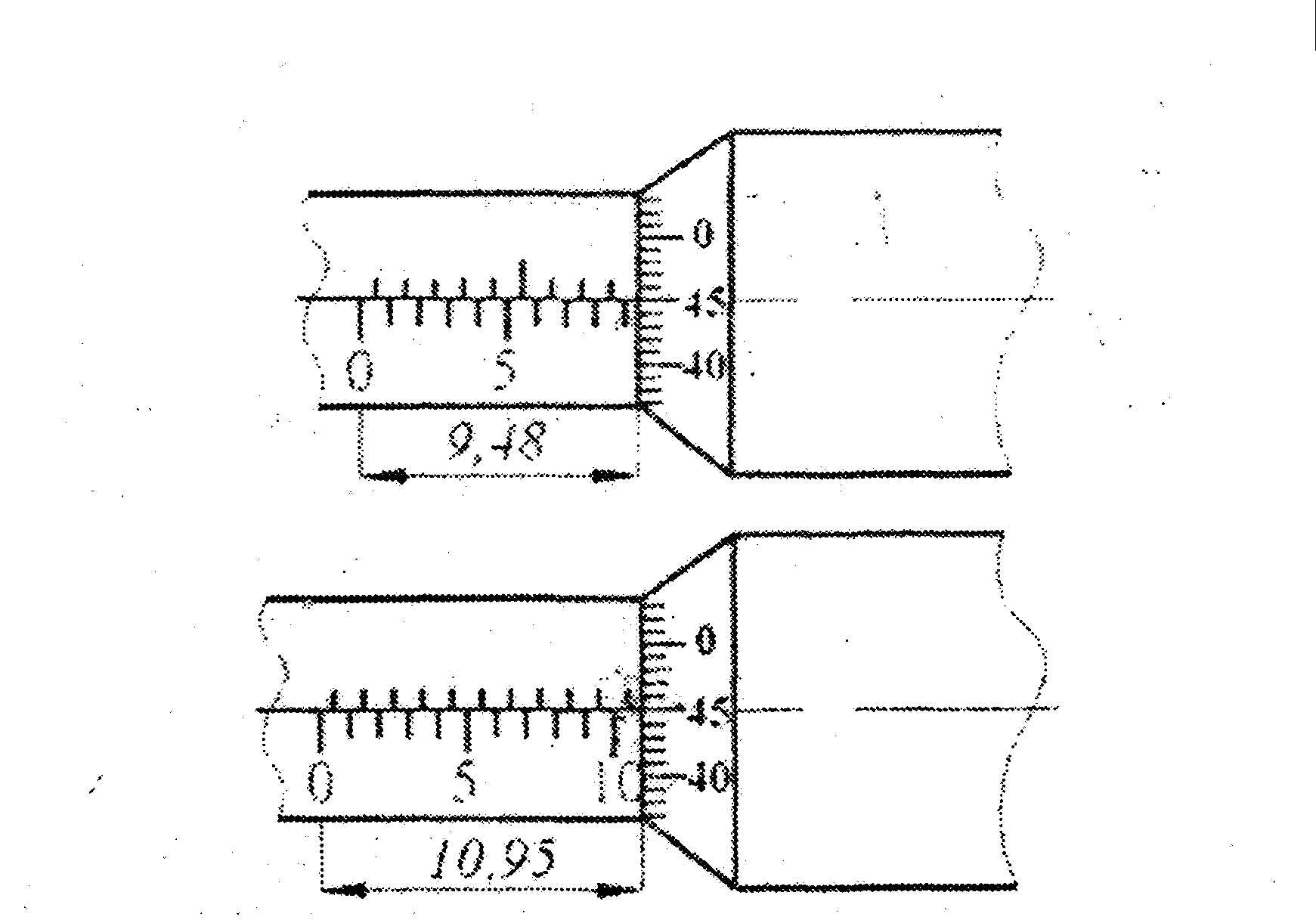
Рис. 2.2. Примеры отсчета
Приемы измерения
Микрометр следует держать свободно, без напряжения в руках и таким образом, чтобы не было перекоса при измерении. При этом следует стремиться к тому, чтобы шкала стебля была со стороны измеряющего, т.е. чтобы хорошо была видна шкала и отсчет, можно было сделать, не снимая микрометр с детали.
Если при измерении конфигурация детали не позволяет прочесть показания по инструменту, установленному на детали, то необходимо закрепить стопором микрометрический винт в момент начала его контакта с измеряемой деталью, осторожно снять микрометр и и затем определить его показания. Микрометр при снятии с детали следует держать только за скобу.
Микрометрические нутромеры (штихмасы) – применяют для измерения внутренних размеров свыше 50 мм. Устройство микрометрического нутромера завода «Калибр» показано на рис. 2.3.: кроме микрометрической головки в комплект инструмента входит набор удлинителей с размерами 13; 25; 50; 100; 200; 600 мм, присоединяемых к головке посредством резьбы на стебле 2 (гайка при этом не снимается).
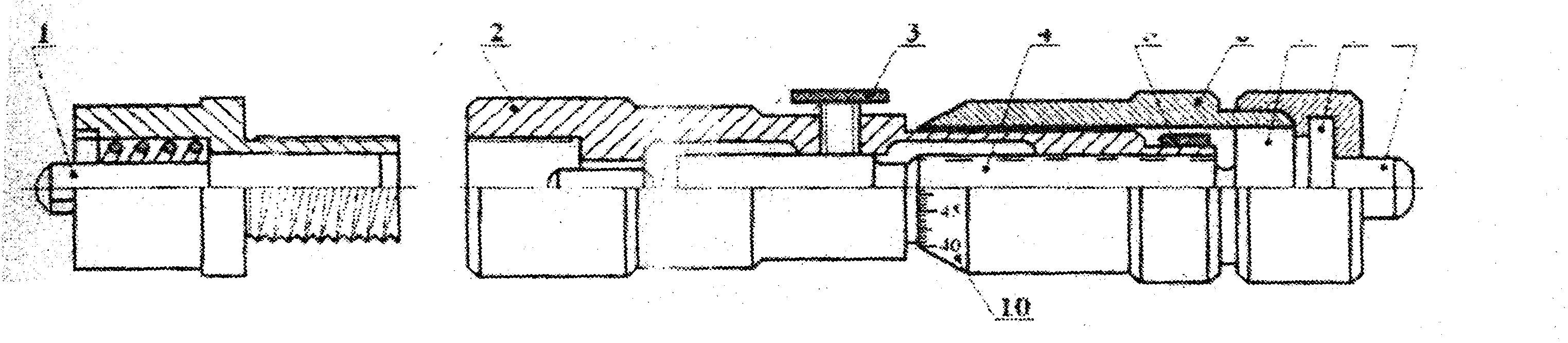
Рис. 2.3. Микрометрические нутромеры
Настройка и техника измерения: перед проведением замеров производится проверка нутромера по специальной скобе или концевым мерам. Процесс настройки аналогичен настройке микрометров. В процессе измерения нутромер вводят в отверстие и вращением барабана приводят измерительные наконечники в соприкосновение со стенками отверстия.
Застопорив нутромер и вынув его из отверстия, производят отсчет. При использовании удлинителей необходимо навертывать их на головку, начиная с больших размеров в целях уменьшения погрешности измерения.
Микрометрические глубиномеры (рис. 2.4.)служат для измерения отверстия, уступов, выточек и т.д.
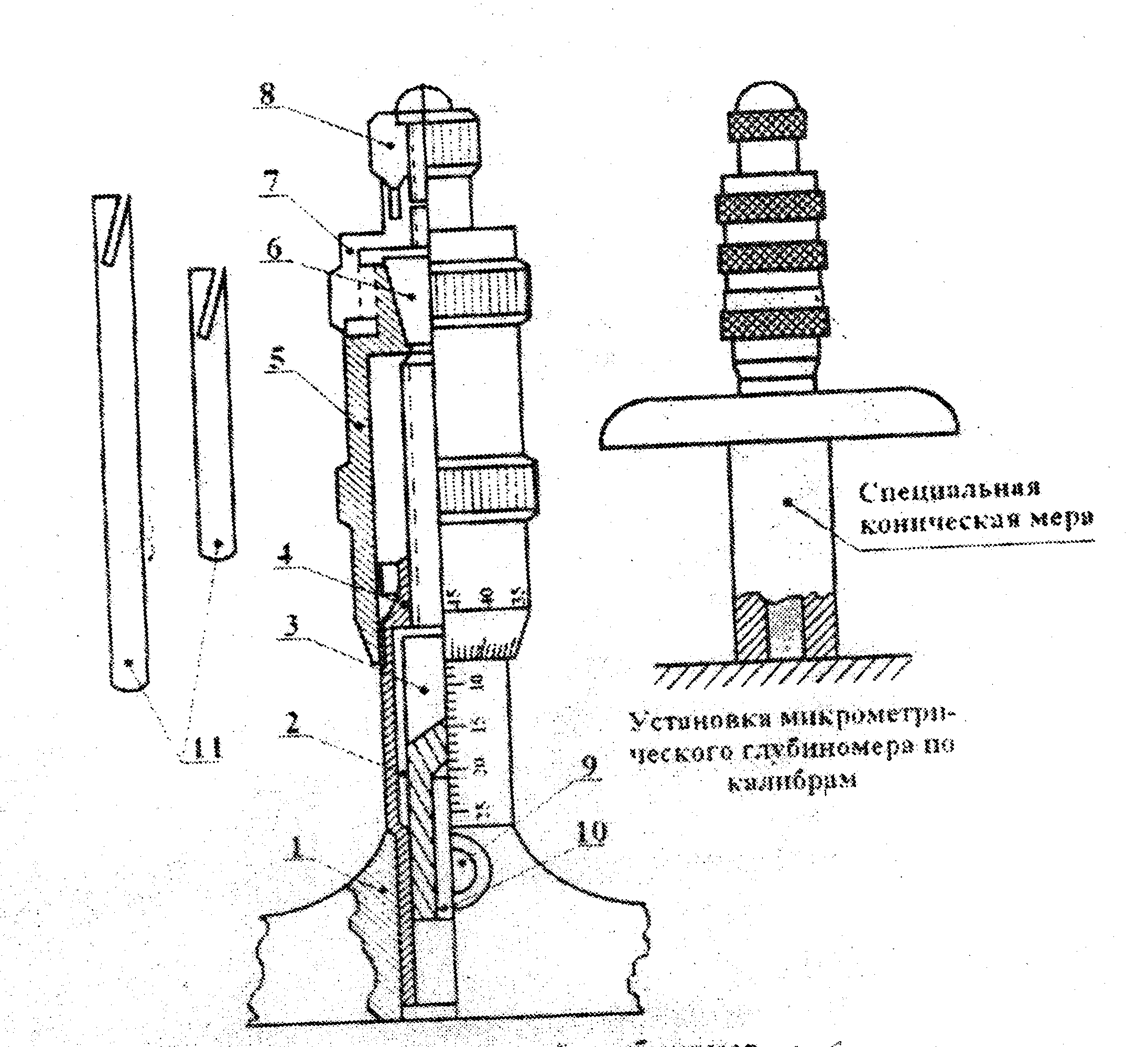
Рис. 2.4. Микрометрические глубиномеры
У глубиномеров стебель жестко соединен с основанием 1. Одной из измерительных поверхностей является нижняя плоскость основания 1. Второй измерительной поверхностью является поверхность сменного измерительного стержня 10. Микрометрическая головка аналогична головкам микрометров. В отверстие 10 вставляют сменные стержни 11, имеющие пружинящее устройство для обеспечения плотной посадки в отверстии 10.
Стержни могут быть следующих размеров: 0-25; 25-50; 50-75; 75-100 мм.
Установка на нуль проводится по одному из стержней и двух калибров размеров 25 и 75 мм в следующем порядке: Барабан микрометрической головки вывертывается так, чтобы измерительная поверхность стержня утонула в траверсе-основании. Поставить основание рабочей поверхности к плоскости поверочной плиты и плотно прижать. Вращая микрометрический винт за трещетку, торец измерительного стержня доводят до контакта с плоскостью поверочной плиты, пока он не будет свободно проворачиваться.
В этом положении барабан устанавливают на нуль, а колпачок 7 затягивают. Отсчет размера производится сверху вниз.
Пори измерении основание глубиномера прижимается левой рукой к поверхности детали, а правой с помощью трещетки доводится измерительным стержнем до соприкосновения с другой поверхностью детали. После закрепления микрометрического винта стопором, прочесть показания.
Настройка инструмента на нулевое положение
Перед началом измерений необходимо произвести настройку инструмента на нулевое положение. Для этого у микрометра с пределами измерения 0-25 мм вращают барабан до соприкосновения измерительных поверхностей. После характерного проскальзывания трещетки нулевое деление на скосе барабана и нулевое деление на столбе должны быть совмещены с точностью не менее 0,005 мм (визуально), при этом край скоса барабана не должен перекрывать нулевой штрих стебля и отстоять от его края не более чем на 0,15 мм.
У микрометров с пределами измерения 25-50 и более мм сначала устанавливают установочную меру, а затем совмещают нулевое деление барабана с нулевым делением стебля. Если такого совпадения нет, то микрометр регулируют. Для этого осторожно зажимают калибр между измерительными поверхностями, вращая микрометр за трещетку (3…5 щелчков); не вынимая калибра, стопором 13 (рис.2.1.) закрепляют микрометрический винт; затем, придерживая от проворачивания барабан левой рукой, правой отвертывают колпачок 9 . Когда барабан отвинтится от микровинта, его поворачивают в нужное положение, т.е. так, чтобы нулевой штрих барабана совпал с продольной риской миллиметровой шкалы на стебле.
Удерживая барабан в этом положении левой рукой, правой осторожно завертывают колпачок. После того как барабан и микрометрический винт будут скреплены с помощью колпачка, отпустить стопор 13 и повторно проверить микрометр измерением калибра. Микрометры с пределами измерений 0-25 мм проверяют, сводя измерительные поверхности до их соприкосновения вращением барабана за трещетку.
При отсчете по шкале микрометра часто допускают ошибку в 0,5 мм. Это объясняется тем, что вследствие излишне сильной или слабой затяжки барабана его скос смещается в нулевом положении в ту или иную сторону от штриха. Такая неопределенность и вызывает ошибку при отсчете. Чтобы её исключить, надо при проверке микрометра запомнить, в какую сторону от штриха смещен скос барабана при нулевом отсчете.
При проверке нулевого показания необходимо следить за тем, чтобы установочная мера была зажата между измерительными поверхностями без перекоса; торцевые поверхности установочной меры должны быть протерты чистой и мягкой салфеткой.
Процесс измерения микрометром
Микрометр следует взять за скобу левой рукой и, вращая правой рукой барабан против часовой стрелки, развести измерительные поверхности микрометра на размер немного больше, чем измеряемый размер детали. Установку следует вести путем вращения барабана. При этом стопорное устройство должно находится в свободном положении. В противном случае барабан провернется и настройка микрометра будет нарушена, а в крайнем случае может быть растянута резьба.
Затем микрометр наводят осторожно на изделие и снова, вращая микровинт, но уже обязательно за трещетку, зажимают деталь между измерительными поверхностями, пока послышится характерный звук пощелкивания механизма трещетки (3-4 щелчка). Проверить покачиванием правильное положение измерительных поверхностей инструмента относительно деталей (отсутствие перекоса). Это позволит найти наименьший размер в сечении измеряемой детали и тем самым исключить ошибки вызванные неправильным положением инструмента. После того, как трещетка прекратит проворачиваться; отсчитывают показания.
10 мин. – оформление отчета;
5 мин. – уборка рабочего места.
3. Перечень инструментов, деталей, справочных материалов для выполнения работы
3.1. Детали для измерений.
3.2. Индикаторы ИЧ с пределами измерения 0 – 10; 0 - 5; 0 – 2 мм; малогабаритный торцовый индикатор; рычажно-зубчатый индикатор; Штатив с индикатором; поверочная плита принадлежности к индикатору; стойка легкая к индикатору; скобы индикаторные 0 – 50 и 50 -100 мм; нутромеры индикаторные 50 – 100 и 100 – 160 мм.
3.2. Методические указания для выполнения работы.
4. Порядок выполнения работы
4.1. Ознакомится с устройством и правилами эксплуатации индикаторного инструмента.
4.2. Произвести настройку индикаторного нутромера на нулевое положение.
4.3. Произвести измерение гильзы цилиндра, бывшей в эксплуатации, с целью выявления характера износа.
4.4 Составить отчет о выполнении работы.
5. Устройство и эксплуатация индикаторного инструмента Индикаторы часового типа (ич)
Индикаторы применяются только с различными стойками или приспособлениями для определения размеров, отклонений форм и взаимного расположения поверхностей.
Индикаторы часового типа (ИЧ) являются измерительными головками с зубчатой передачей с ценой деления 0,01 мм и пределами измерения 0 – 10; 0 – 5; 0 – 2 мм
Устройство индикатора и его принципиальная схема показана на рис. 3.1. Индикатор (рис. 3.1а) имеет цилиндрический корпус 1, в который запрессована гильза 8 и направляющая втулка 18.
Измерительный стержень 9 перемещается в точных направляющих гильзы втулки. С корпусом 1 подвижно соединены ободок 4, связанный со шкалой 3, которые могут поворачиваться относительно корпуса головки и таким образом любое деление шкалы может быть совмещено с концом стрелки 6. В необходимом положении шкалу закрепляют винтом 2. Для определения целых оборотов основной стрелки имеется маленькая стрелка 5 со своим циферблатом. Измерительный стержень можно поднять вверх за головку 11. Крепление индикатора к приборам и измерительным устройствам может осуществляться наконечником 7 или гильзой 8. В конце измерительного стержня 9 ввинчен наконечник 10 с запрессованным в него шариком.
Зубчатая рейка, нарезанная на измерительном стержне 9, находится в зацеплении с зубчатым колесом 14, на оси которого жестко закреплено колесо 13.
В свою очередь, колесо 13 находится в зацеплении с колесом 17.
На оси этого колеса неподвижно закреплена стрелка 6. линейное перемещение измерительного стержня 9 вызывает поворот зубчатых колес 14 и15. Зубчатое колесо 13 вращает колесо 17 и стрелку индикатора 6.
Принципиальная схема индикатора представлена на рис. 3.1б.
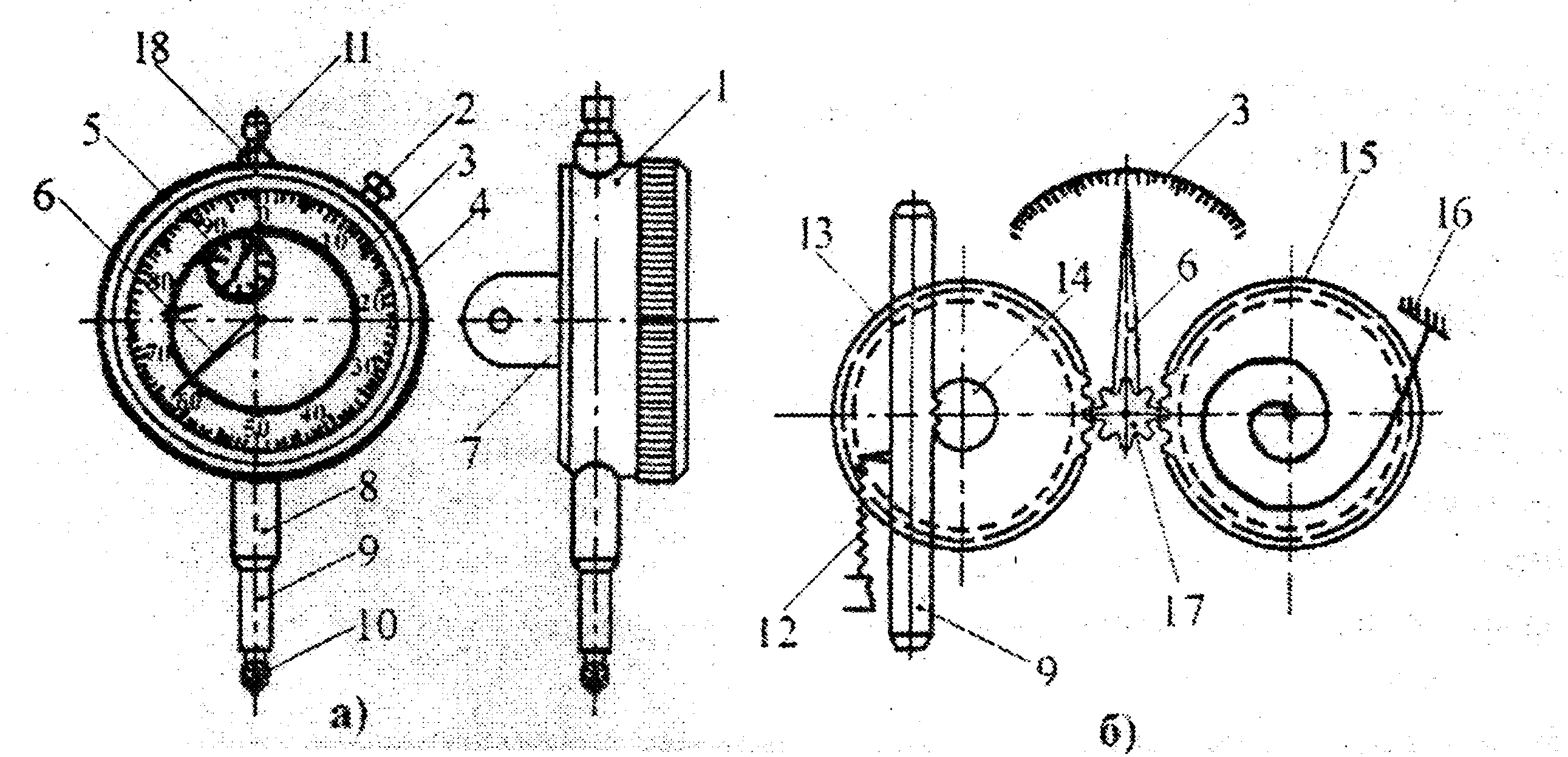
Рис. 3.1. Индикатор часовой.
С зубчатым колесом 17 находится в зацеплении колесо 15, к оси которого присоединена спиральная пружина 16. Другой конец пружины прикреплен к корпусу головки.
Пружина 16 и зубчатое колесо 15 введены в конструкцию для того, чтобы обеспечить работу передачи на одной стороне профиля зуба, благодаря чему выбираются боковые зазоры между зубьями колес 13,15,17 и, следовательно, уничтожается погрешность мертвого хода. Пружина 12 создает необходимое измерительное усилие.
Передаточное отношение индикатора подобрано таким образом, что при перемещении измерительного стержня 9 на 1 мм, стрелка 6 совершает полный оборот, а шкала 3, разбитая на 100 делений, дает цену деления в 0,01 мм.
Кроме индикаторов пределами измерения 0 – 10 и 0 – 5 мм выпускаются малогабаритные индикаторы, имеющие предел измерения 0 – 2 и 0 – 3 мм. От нормальных индикаторов они отличаются малыми размерами корпуса и меньшими пределами измерения.
Малогабаритный индикатор торцевого типа (рис. 3.2.) имеет два измерительных стержня, из которых один перемещается перпендикулярно к плоскости шкалы, а другой – параллельно. Такая конструктивная особенность расширяет возможность их применения.
Рычажно-зубчатый индикатор предназначен преимущественно
для определения отклонений формы и взаимного расположения поверхностей. При цене деления 0.01 мм, пределы измерения индикаторной головки равны ± 0,5 мм.
С корпусом 3 (рис. 3.3) соединена присоединительная гильза 2, которой на фрикционном шарнире присоединен измерительный рычаг 1, поворачивающийся на большой угол. Отклонение измерительного рычага 1от установленного положения вызывает поворот рычага 8, с которым соединен зубчатый сектор 2 находящийся в постоянном зацеплении с зубчатым колесом 9, на оси которого насажена стрела 5. Для устранения люфта, к оси колеса присоединена спиральная пружина 11.