Материал: Методические указания к лабораторным работам по курсу «Взаимозаменяемость, стандартизация и технические измерения». Волчихин В.И., Нюхин Р.О
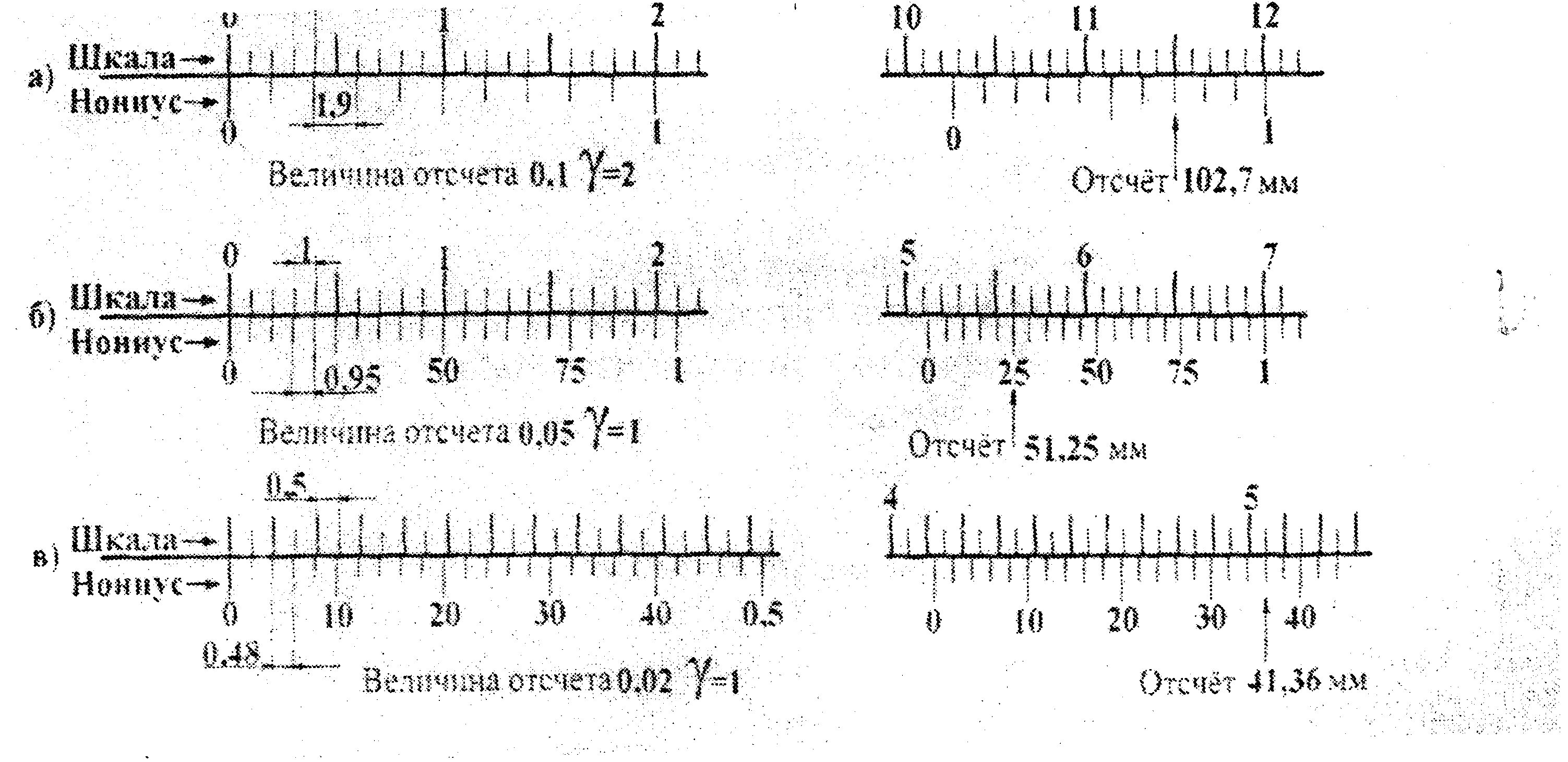
Рис.1.3. Нониусы штангенинструментов
Параметры шкал штангенинструментов между собой взаимосвязаны и имеют следующие обозначения:
i – величина отсчета по нониусу;
γ – модуль, показывающий насколько интервал деления шкалы нониуса (ан) больше интервала основной шкалы (аш) и применяется равным: 1, 2, 3 исходя из конструктивных соображений;
ан – число делений нониуса;
l – длина шкалы нониуса.
В![]() еличина
отсчета по нониусу определяется
равенством:
еличина
отсчета по нониусу определяется
равенством:
где с – величина деления основной шкалы.
Интервал деления нониуса на рис. 1.3а равен:
b = 2 аш – i.
Интервал деления нониуса на рис. 1.3б равен:
b = аш – i.
В общем случае интервал деления нониуса определяется уравнением:
b = γ аш – i при i = аш/n
Величина интервала деления нониуса:
b = аш(γn – i) n
В штангенциркулях интервал деления b и цена деления с равны 1мм.
Длина нониуса, выраженная в делениях основной шкалы равна:
l = nb= аш(γ – i)
Перед измерением проводят проверку всех штангенинструментов визуально или с помощью концевых мер на совпадение нулевого штриха нониуса и основной шкалы. При сдвигании губок штангенциркулей до соприкосновения, просвет между измерительными поверхностями не должен превышать 0,003 мм при величине отсчета по нониусу 0,05 мм и 0,005 мм при величине отсчета 0,1 мм. При затягивании зажима рамки допускаются просветы вдвое больше.
Притертые поверхности штангенглубиномера и штангенрейсмуса не должны иметь забоин и должны плотно прилегать к поверочной плите.
В случае обнаружения неисправностей в инструментах, они не должны допускаться к использованию.
Основные метрологические показатели штангенинструментов и допускаемые погрешности при измерении даны в табл. 1.2 и 1.3.
Таблица 1.1
Результаты измерения детали
Размер по чертежу, мм |
Результаты в мм |
Допуск (Т), мкм |
Действительный размер, мм. |
Заключение годности |
|||
Условное обозначение |
Числовые значения |
Номинальный |
Наименьший предельный |
Наибольший предельный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1.2
Пределы измерения и допускаемые погрешности штангенинструмента.
Наименование инструментов |
Предел измерения в мм |
Допускаемая погрешность показаний при счете по нониусу, мм |
|
0,05
|
0,1
|
||
Штангенциркуль ШЦ-1 |
0 - 125 |
- |
0,1 |
Штангенциркуль ШЦ- II |
0 - 200 |
± 0,05 |
± 0,1 |
Штангенциркуль ШЦ- III
|
0 – 500 250 – 710 320 – 1000 500 – 1400 800 – 2000 |
± 0,05 - - до 1000 до 2000 |
± 0,1 ± 0,1 ± 0,1 ± 0,1 ± 0,2 |
Штангенглубиномеры
|
0 – 200 0 – 320 0 - 500 |
± 0,05 ± 0,05 - |
- - ± 0,1 |
Штангенрейсмусы
|
0 – 250 40 – 400 60 – 630 100 – 1000 600 – 1600 1500 – 2500 |
± 0,05 ± 0,05 ± 0,05 |
± 0,1 ± 0,1 ± 0,1 ± 0,2 |
Таблица 1.3
Предельные погрешности при измерении наружных
размеров и глубин с помощью штангенинструментов
Наименование
|
Предельные погрешности измерения в мкм (±) для диапазонов измерения размеров в мм
|
|||||||
Св. 1 до 10 |
Св.10до 50 |
Св.50до 80 |
Св. 80 до 120 |
Св.120 до 180 |
Св. 180 до 260 |
Св.260 до 360 |
Св. 360 до 500 |
|
Штангенциркуль с отсчетом 0,05 мм (ШЦ-II и ШЦ-III) |
80 |
80 |
90 |
100 |
100 |
100 |
110 |
110 |
Штангенциркуль с отсчетом 0,1 мм (ШЦ-I, ШЦ-II и ШЦ-III) |
150 |
150 |
160 |
170 |
190 |
200 |
210 |
230 |
Штангенглубиномеры с отсчетом 0,05 мм |
100 |
100 |
150 |
150 |
150 |
150 |
150 |
|
Штангенглубиномеры с отсчетом 0,1 мм |
200 |
250 |
300 |
300 |
300 |
300 |
300 |
300 |
Таблица 1.4
Метрологические показатели инструментов
Наименование инструмента |
Цена деления, мм |
Предел измерения, мм |
Предел допускаемой погрешности |
|
|
|
|
|
|
|
|
Контрольные вопросы
Что такое точность?
Какова точность отсчета выпускаемых штангенинструментов?
Какие существуют методы измерения?
К каким методам измерения относится измерение штангенинструментом?
Для чего предназначены штангенинструменты?
Из чего состоит штангенциркуль?
В чем заключается принцип построения нониуса?
Каким требованиям должен отвечать исправный штангенциркуль?
4. Отчет о выполнении работы должен содержать:
4.1. Теоретические сведения о штангенциркулях.
4.2. Метрологическую характеристику инструментов (табл. 1.4).
4.3. Эскиз и схему измерения детали.
4.4. Результаты измерения.
Лабораторная работа №2
МИКРОМЕТРИЧЕСКИЙ ИНСТРУМЕНТ
1. Цель работы
1.1. Изучить конструкцию, настройку на нулевое положение, правила измерения и отсчета получаемого размера, метрологические показатели микрометрического инструмента.
1.2. Приобрести навыки контроля готовых изделий путем измерения их микрометрическим инструментом.
2. Регламент работы
5 мин. – контроль знаний студентов и степени готовности их к выполнению данной работы.
10 мин. – пояснения преподавателя по конструкции измерительных средств, приемам измерения и порядку отсчета размера по шкалам прибора.
40 мин. – самостоятельная работа студентов по изучению инструмента и контролю готовых изделий.
10 мин. – оформление отчета.
5 мин. – упаковка инструмента и уборка рабочего места.
3. Перечень приборов, деталей, справочных материалов для выполнения данной работы
3.1. Детали для измерений.
3.2. Микрометры гладкие, с пределом измерения: 0-25; 25-50; 50-75; 75-100; (в соответствии с размерами детали, подлежащей контролю); микрометрические нутромеры и глубиномеры.
3.3. Стойка для настройки микрометров гладких на нулевое положение.
4. Порядок выполнения работы
Устройство и эксплуатация микрометрических инструментов
Приборостроительные заводы выпускают следующие микрометрические инструменты:
Микрометры гладкие (рис. 2.1.) для измерения наружных размеров.
Микрометрические нутромеры (рис. 2.3.) для измерения внутренних размеров.
Микрометрические глубиномеры (рис. 2.4.).
Специальные микрометры:
а) листовые микрометры (рис. 2.5б.)
б) трубные микрометры (рис. 2.5а.)
в) микрометры для измерения среднего диаметра резьбы (рис. 2.6.)
г) зубомеры и др.
Микрометрические инструменты основаны на преобразовании вращательного движения в перемещение поступательное с помощью винтовой пары.
Измерения с помощью этих инструментов производятся абсолютным методом.
Все стандартизованные микрометрические инструменты имеют цену деления шкалы 0,01 мм. Устройство микрометра рис. 2.1.
В скобу 1 микрометра, запрессованы пятка 2 и стебель 5. Микрометрический винт 4 ввинчивается в микрогайку 7. Гладкое отверстие стебля обеспечивает точное направление микровинта. Резьба микрогайки выполнена на её разрезанном конце. На эту резьбу навинчивают регулировочную гайку 8, которой стягивают микровинт до тех пор, пока микровинт не будет перемещаться в ней без зазора. На микровинт надевается барабан 6, закрепляемый установочным колпачком 9.
Микрометры специального назначения
трубные (рис. 2.5а) для измерения толщины стенок труб у которого жесткая пятка имеет сферическую измерительную поверхность. Пределы измерения 0-10 и 0-25 мм.
Листовые (рис.2.5б) для измерения толщины листов и лент. Пределы измерения 0-5; 0-10 и 0-25 мм.
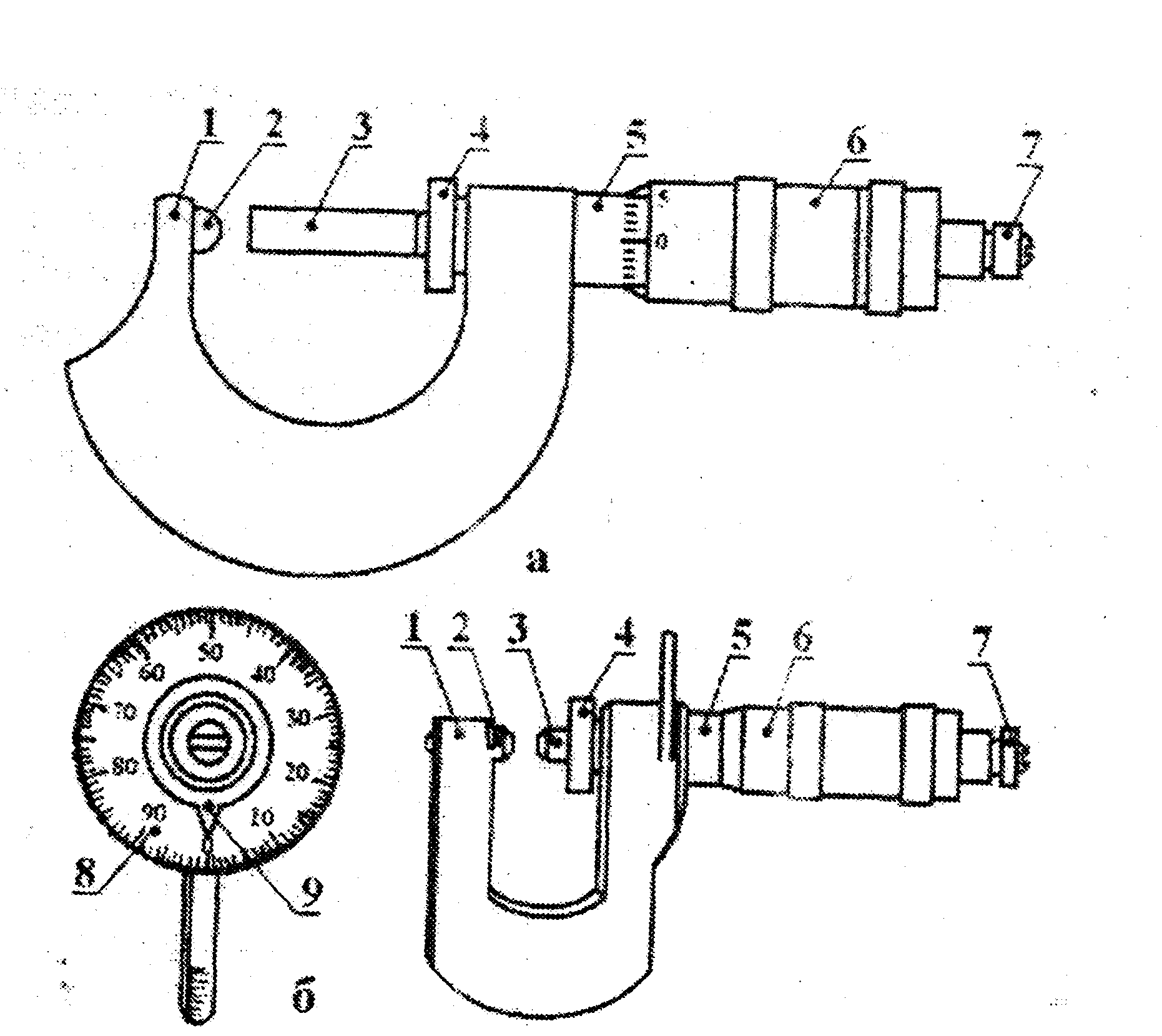
Рис.2.5. Микрометры специального назначения
Микрометры со вставками
а) микрометры для мягких материалов отличаются от микрометров для наружных измерений наличием двух вставных, увеличенных по диаметру измерительных пяток, устанавливаемых в отверстия в микровинте и регулируемой пятке.
б) Микрометр для измерения среднего диаметра резьбы представлен на рис.2.6.
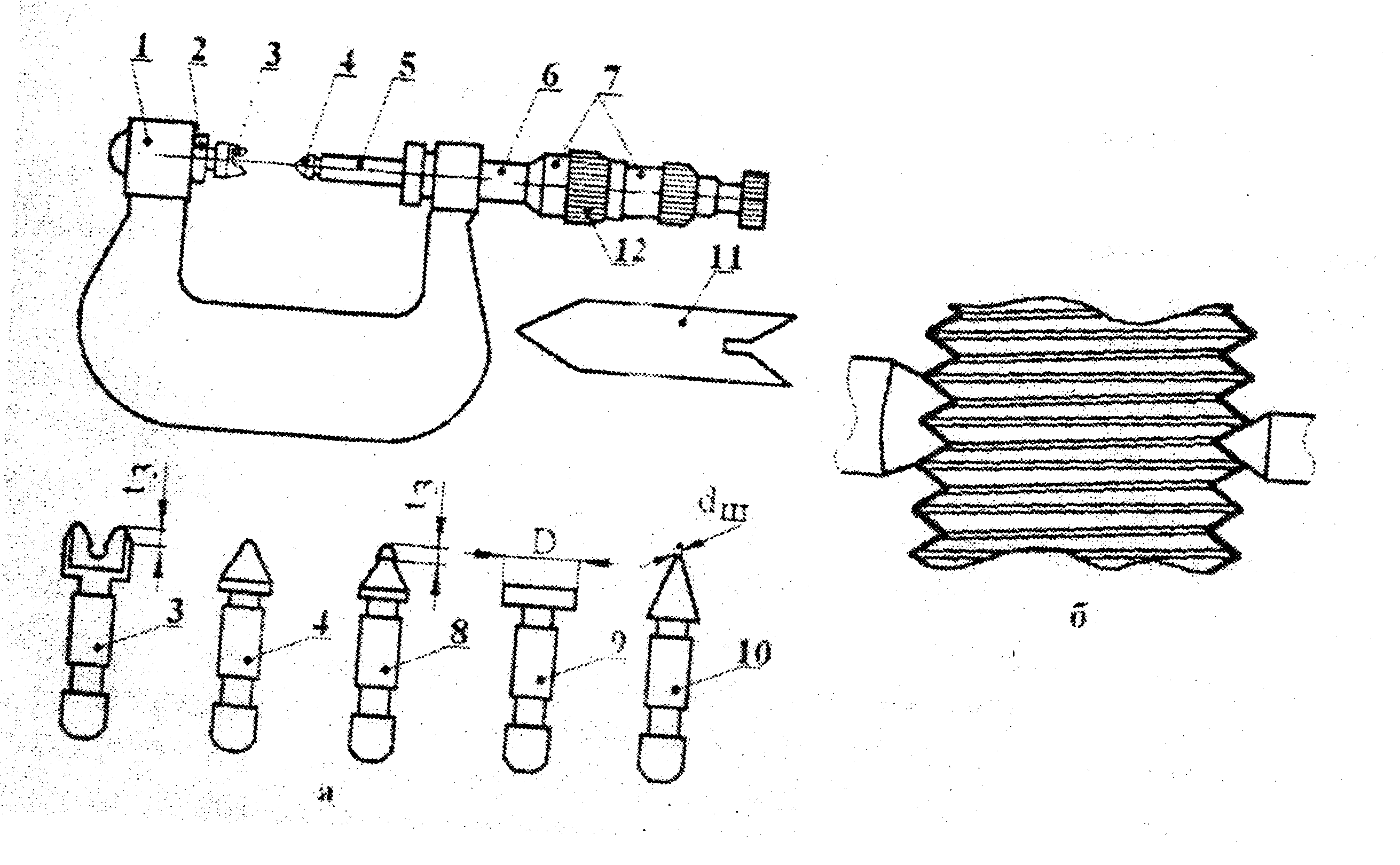
Рис. 2.6. Микрометр для измерения среднего диаметра резьбы
5. Отчет о выполнении работы должен содержать:
5.1. Теоретические сведения о микрометрах.
5.2. Метрологическую характеристику инструментов.
5.3. Эскиз и схему измерения детали.
5.4. Результаты измерения.
Контрольные вопросы
Что такое точность?
Какова точность отсчета выпускаемых микрометров?
Какие существуют методы измерения?
К каким методам измерения относится измерение микрометрическим инструментом?
Для чего предназначены микрометры?
Из чего состоит микрометр?
Каким требованиям должен отвечать исправный микрометр?
Лабораторная работа №3
ИНДИКАТОРНЫЙ ИНСТРУМЕНТ
1. Цель работы
1.1. Изучить конструкцию, настройку на нулевое положение, правила измерения и отсчета получаемого размера, метрологические показатели индикаторов часового типа, нутромеров индикаторных, скоб, принадлежностей к индикатору, штативов и стоек с индикаторами.
1.2. Приобрести навыки контроля готовых изделий путем измерения их индикаторным инструментом.
2. Регламент работы
Общее время – 1 час 20 мин.
5мин. – проверка готовности студентов к выполнению лабораторной работы;
10 мин. – пояснения преподавателя по устройству и приемы работы с инструментом;
50 мин. – самостоятельная работа студентов по изучению инструментов и измерению деталей;