Материал: Методи одержання тонкоплівкових матеріалів
Термічне вакуумне напилення має ряд недоліків і обмежень, головні з яких наступні:
напилювання плівок з тугоплавких матеріалів (W, Mo, SiO2, Al2O3 та ін.) вимагає високих температур на випарнику, при яких неминуче забруднення потоку матеріалом випарника;
при напиленні сплавів відмінність в швидкості випаровування окремих компонентів призводить до зміни складу плівки в порівнянні з вихідним складом матеріалу, вміщеного у випарник;
інерційність процесу, що вимагає введення в робочу камеру заслінки з електромагнітним приводом;
нерівномірність товщини плівки, що призводить до застосування пристроїв переміщення підкладок та коригувальних діафрагм.
Перші три недоліки обумовлені
необхідністю високотемпературного нагріву речовини, а останній - високим
вакуумом в робочій камері [6].
1.3 Метод
іонного розпилення
Принцип дії пристроїв іонного розпилення заснований на таких фізичних явищах, як іонізація частинок газу, тліючий розряд у вакуумі і розпорошення речовин бомбардуванням прискореними іонами.
Процес розпилення іонним бомбардуванням є "холодним" процесом, тому що атомарний потік речовини на підкладку створюється шляхом бомбардування поверхні твердого зразка (мішені) іонами інертного газу і збудження поверхні атомів до енергії, що перевищує енергію зв'язку з сусідніми атомами. Необхідний для цього потік іонів створюється в електричному газовому розряді, для чого тиск газу в робочій камері повинний бути в межах 0,1-1 Па, тобто на кілька порядків більш високий, ніж у камері установки термовакуумного напилення.
Остання обставина призводить до розсіювання потоку атомів з мішені і підвищенню рівномірності товщини осаджуваної плівки до ± 1%, причому без застосування додаткових пристроїв.
Метод іонного розпилення заснований на бомбардуванні мішені, виготовленої з матеріалу, що осаджуеться, швидкими частинками. Вибиті з мішені в результаті бомбардування частинки утворюють потік, що наноситься, який осідає у вигляді тонкої плівки на підкладках, розташованих на деякій відстані від мішені.
Важливим фактором, що визначає експлуатаційні особливості та конструкції установок іонного розпилення, є спосіб генерації іонів, що бомбардують мішень. Відповідно до цього установки іонного розпилення оснащуються простою двоелектродною або магнетронною системою [1].
Катодне розпилення - один із різновидів розпилення іонним бомбардуванням.
Основними елементами робочої камери
(рис. 1.6.) є: 1 - вакуумний ковпак з нержавіючої сталі, 2 - катод, 3 - мішень
з матеріалу, що підлягає розпорошення і осадження, 4 - анод з розміщеними на
ньому підкладками 5, 6 - натікач. Живлення здійснюється постійною напругою,
нижній електрод з підкладками заземлений і знаходиться під більш високим
потенціалом, ніж катод-мішень.
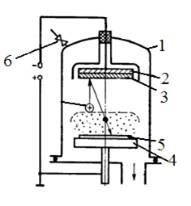
Рис. 1.6. Схема катодної системи іонного розпиления [1]
Розряд розділений на дві зони: темний катодний простір і область яка світиться. На темний катодний простір припадає основне падіння напруги. Тут заряджені частинки розганяються до енергії, достатньої, щоб іони, бомбардуючи катод-мішень, звільняли поверхневі атоми й електрони (якщо мішень з провідного матеріалу), а електрони - на кордоні темного катодного простору іонізували молекули аргону. При іонізації утворюється іон аргону, який, прискорюючись, рухається до мішені, і електрон, який, як і "відпрацьований" іонізуючий електрон, дрейфує до анода в слабкому полі області що світиться. Звільнений з поверхні мішені атом речовини, долаючи зіткнення з молекулами та іонами аргону, досягає поверхні підкладки. При цьому безперервний потік іонів бомбардує мішень, і безперервний потік атомів речовини рухається до підкладки.
Швидкість нанесення плівки в діодних системах становить близько 0,5 нм/с. Катод і анод можуть охолоджуватися для запобігання від перегріву [1].
Переваги катодної системи: велика площа розпилюючої мішені, що забезпечує ефективну площу реалізації, велика енергія конденсуюючих атомів забезпечує високу адгезію плівки до підкладки, рівномірність товщини плівки. До недоліків слід віднести необхідність підтримки високого розряду відносно високого тиску аргону, що підвищує ймовірність осадження газу на підкладці, складність у використанні вільних масок викликана ефектом підпилення, невисока швидкість процесу [5].
Катодне розпилення поступово витісняється більш досконалими процесами високочастотного і магнетронного розпилення. Для збільшення швидкості розпилення необхідно збільшити інтенсивність іонного бомбардування мішені, тобто щільність іонного струму на поверхні мішені. З цією метою використовують магнітне поле В, силові лінії якого паралельні розпилюючій поверхні і перпендикулярні силовим лініям електричного поля Е.
Катод (мішень) поміщений в схрещені електричне (між катодом і анодом) і магнітне поле, створюване магнітною системою. Наявність магнітного поля у розпилюючої поверхні мішені дозволяє локалізувати плазму аномального тліючого розряду безпосередньо біля мішені. Дуги силових ліній В замикаються між полюсами магнітної системи. Поверхня мішені, розташована між місцями входу і виходу силових ліній В і інтенсивно розпорошується, має вигляд замкнутої доріжки, геометрія якої визначається формою полюсів магнітної системи. При подачі постійної напруги між мішенню і анодом виникає неоднорідне електричне поле і збуджується аномальний тліючий розряд. Емітовані з катода під дією іонного бомбардування електрони захоплюються магнітним полем і потрапляють в пастку, створювану, з одного боку магнітним полем, що повертає електрони на катод, а з іншого боку - поверхнею мішені, відбиваючою електрони. У результаті електрони здійснюють складний циклоїдальних рух біля поверхні катода. У процесі цього руху електрони зазнають численні зіткнення з атомами аргону, забезпечуючи високий ступінь іонізації, що призводить до збільшення інтенсивності іонного бомбардування мішені і відповідно значного зростання швидкості розпилення.
До основних достоїнств магнетронних розпилювальних систем слід віднести: високі швидкості розпилення при низьких робочих напругах (≈ 500 В) і невеликих тисках робочого газу, низькі радіаційні дефекти і відсутність перегріву підкладок, малу ступінь забрудненості плівок сторонніми газовими включеннями, можливість отримання рівномірних по товщині плівок на великій площі підкладок [1].
Іонно-плазмовий метод. У цьому
методі третє джерело виконує функцію термоемісійного катода, тим самим
збільшуючи концентрацію електронів, а отже, і іонізованих атомів робочого газу,
причому збільшення кількості іонів аргону можливо при зменшенні його тиску до
10-1-10-2 Па, що забезпечує нанесення плівок, не забруднення сторонніми
домішками. Наявність термокатоду дозволяє наблизити мішень до підкладки, що
збільшує швидкість нанесення плівки.
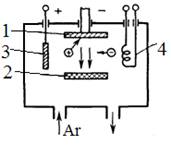
Рис. 1.7. Схема установки для
нанесення покриттів іонно-плазмовим розпиленням: 1 - катод-мішень; 2 -
підкладка; 3 - анод; 4 - термокатод [4]
Робочу камеру попередньо відкачують до тиску 10-4 Па. Потім подають струм накалу на вольфрамовий термокатодом. Напруга між катодом і анодом дорівнює 200 В, а тиск аргону в робочій камері 10-1-10-2 Па. Електрони, що випускаються термокатодом, іонізують молекули аргону, які після подачі від’ємного потенціалу на катод-мішень, бомбардують і розпорошують її поверхню. Особливість тріодних джерел: розпилення після зняття потенціалу миттєво припиняється, можливість іонного очищення поверхонь мішені і підкладки без вбудовування спеціальної системи електродів, система вимагає охолодження (на мішені виділяється велика кількість теплоти) [4].
Високочастотне напилення застосовують коли виникає необхідність отримання діелектричної плівки. Для того щоб забезпечити розпорошення діелектричної мішені, доводиться нейтралізувати позитивний заряд на її поверхні подачею високочастотного змінного потенціалу. У промислових установках розпорошення ведеться на єдиній дозволеній частоті 13,56 МГц, що знаходиться в діапазоні радіозв'язку, тому високочастотне розпилення часто називають радіочастотним.
Реактивне розпилення застосовують
для отримання плівок хімічних сполук (оксидів, нітридів і т.д.). Необхідну
хімічну сполуку отримують підбираючи матеріал розпилюючої мішені і робочий газ.
Недоліком є можливість осадження сполук на катоді, що істотно зменшує швидкість
росту плівки. Щоб реактивні процеси проходили на підкладці, кількість
реактивного газу не повинно перевищувати 10%, інше становить аргон [7].
РОЗДІЛ 2. ОБЛАДНАННЯ ДЛЯ НАНЕСЕННЯ
ТОНКИХ ПЛІВОК
2.1 Будова
та принцип роботи ВУП-5М
Вакуумний універсальний пост
призначений для одержання плівок із різних матеріалів методами термічного,
магнетронного та електронно-променевого розпилення, а також для підготовки
об’єктів, які вивчаються за допомогою електронного мікроскопа або інших
аналітичних приладів. Пристрій виготовлений одним стояком.
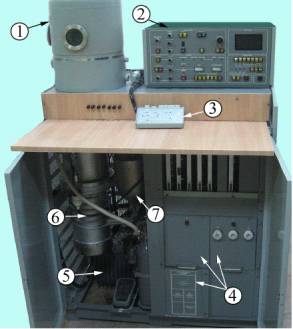
Рис. 2.1. Зовнішній вигляд ВУП-5М
[8]
На рисунку 2.1. зображено зовнішній
вигляд високовакуумної установки ВУП - 5М, стояк розділений перегородкою на дві
частини, в одній з яких розміщена вакуумна система ( форвакуумний насос 5,
високовакуумний насос 6, форвакуумний балон 7) з електромагнітними клапанами
для її комутації, перетворювачі ПМТ-4 або ПМТ-2, ПМІ-2 для контролю вакууму й
автоматичного керування вакуумною системою, вентиль п'єзоелектричний і балон з
аргоном. В іншій частині стійки 4 розміщені блоки живлення пристроїв і
приставок і трансформатори розжарення випарників, касета із друкованими
платами. Робочий об’єм 1; вакуумна система, призначена для одержання
необхідного режиму в робочому обсязі; блоки живлення пристроїв і приставок і
пульти керування 2,3 [8].
Таблиця 2.1
Технічні характеристики вакуумного поста ВУП-5М
|
Характеристика |
Величина |
|
|
Граничний залишковий тиск у робочому об’ємі при охолодженні уловлювача азотом, Па |
1,3´10-4 |
|
|
Граничний залишковий тиск у робочому об’ємі при охолодженні уловлювача водою, Па |
1,3´10-3 |
|
|
Живлення установки |
Напруга, В |
220/380 |
|
|
Частота, Гц |
50 |
|
Споживна потужність без приставок, кВт |
1,9 |
|
|
Максимальна споживна потужність, кВт не більше |
5 |
|
|
Маса приладу, кг |
||
|
Розміри поста(не більше), м |
Довжина |
0,54 |
|
|
Ширина |
0,91 |
|
|
Висота |
1,55 |
Операції по підготовці об'єктів проводяться в робочому об’ємі при залишковому тиску (1,3×10-1-1,3×10-4 ) Пa. Для одержання такого тиску розроблена класична вакуумна система із застосуванням пластинчасто- роторного насоса 2НВР-5ДМ для одержання попереднього вакууму й паромасляний дифузійний насос НВДМ-160. Вакуумна система може працювати в ручному й автоматичному режимах.
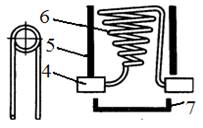
Вакуумна система (рис. 2.2.)
складається з форвакуумного насоса NL, паромасляного дифузійного насоса ND,
форвакуумного балона BF, робочого об’єму CN, високовакуумного затвора V4,
термопарних вакуумметрів P1,P2,P4 типу ПМТ-2 або ПМТ-4 та іонізаційного
вакуумметра P3 типу ПМІ-2, вакуумпроводів та вакуумних клапанів V1,V5,V6,V7,V8.
Рис. 2.2. Схема вакуумної системи
установки ВУП-5М [8]
Оригінальним у конструкції вакуумної
системи є високовакуумний клапан.
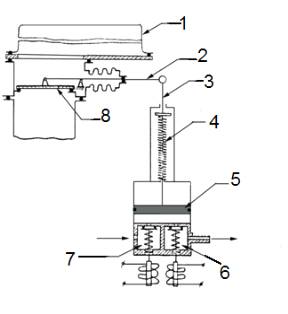
Рис. 2.3. Високовакуумний затвор: 1
- вакуумпровід; 2 - важіль; 3 - тяга; 4 - пружина; 5 - плунжер; 6 -
електромагнітний клапан для відкачування приводу на форвакуум; 7 -
електромагнітний клапан для напускання повітря у привід; 8 - пластина [8]
Для підготовки до дослідження є пристрої й приставки. Ці пристрої й приставки встановлюються в робочому об’ємі залежно від вибору методики підготовки об'єкта. Кожен із пристроїв має закінчену конструкцію й легко заміняється. Всі операції по підготовці об'єкта контролюються за допомогою індикаторних приладів [8].
Розглянемо принципову схему
вакуумної камери ВУП-5М.
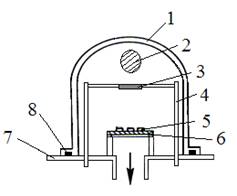
Рис. 2.4. Принципова схема вакуумної камери ВУП-5М: 1 - ковпак; 2 -ілюмінатор; 3 - випаровував; 4 - штатив; 5 - підкладки; 6 - підкладкотримач;
- опорна плита; 8 - вакуумна резина
[8]
2.2 Види
випарників та їх застосування
Вибір типу випарника залежить від виду випаровуваного матеріалу, його агрегатного стану і температури в процесі випаровування, а також інших факторів. Матеріали, використовувані для виготовлення випарників, повинні відповідати наступним вимогам:
1) випаровуваність матеріалу випарника при температурі випаровуваної речовини повинна бути порівняно малою;
) для хорошого теплового контакту матеріал випарника повинен добре змочуватися розплавленою випаровуваною речовиною;
) між матеріалом випарника і випаровуваної речовини не повинні відбуватися ніякі хімічні реакції, так як це призводить до забруднення плівок і руйнування випарників.
Випарники резистивного типу різних конструктивних варіантів можуть бути з прямим або з непрямим нагрівом випаровуваної речовини. Найбільш широко використовуються дротяні, стрічкові, тигельні і автотигельні випаровувачі дискретної дії.
У випарниках з
прямим нагрівом струм в декілька десятків ампер проходить безпосередньо через
випаровуваний матеріал. Такий метод випаровування може бути застосований тільки
для сублімуючих матеріалів, тобто металів, температура плавлення яких вище
температури випаровування.
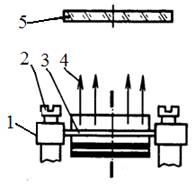
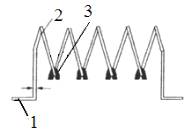
Рис. 2.5.
Випаровувач резистивного прямого нагріву: 1 - контактній зажим; 2 - винт; 3 -
випаровуваний матеріал; 4 - потік пару; 5 - підкладка [1]
Основна перевага цих випарників - відсутність теплового контакту між їх нагрітими елементами і випаровуючим металом, що забезпечує високу чистоту плівки. Однак вони забезпечують низьку швидкість випаровування, дають можливість випаровувати малу кількість матеріалу, який може бути використаний тільки у вигляді стрічки або дроту, а також не дозволяє випаровувати діелектрики і більшість металів [1].
Випарники з непрямим нагрівом, в яких випаровувана речовина нагрівається за рахунок теплопередачі від нагрівача, більш універсальні, оскільки дозволяють випаровувати провідні і непровідні матеріали у вигляді порошку, гранул, дроту, стрічки та ін.. Але при цьому через контакт з нагрітими частинами випарника, а також через випаровування матеріалу підігрівача осідають менш чисті плівки. Оскільки форма випарника з непрямим нагрівом залежить від агрегатного стану, в якому знаходиться випаровуваний матеріал, то їх підрозділяють на дротяні, стрічкові і тигельні.
Істотним
достоїнством дротяних випаровувачів є простота конструкції і можливість
модифікації під конкретні технологічні умови. Крім того, вони добре компенсують
розширення і стиснення при нагріванні і охолодженні. Недолік - мала кількість
випаровуваного за один процес матеріалу.