Материал: Методи одержання тонкоплівкових матеріалів
Методи одержання тонкоплівкових матеріалів
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
СУМСЬКИЙ ДЕРЖАВНИЙ УНІВЕРСИТЕТ
Факультет електроніки та інформаційних технологій
Кафедра
прикладної фізики
З В І Т
з виробничої практики
методи одержання тонкоплівкових матеріалів
Керівник практики Степаненко А.О.
Студент-практикант,
групи
ЕП- 01 Демиденко О.О.
Суми
2013
ЗМІСТ
ВСТУП
РОЗДІЛ 1 МЕТОДИ НАНЕСЕННЯ ТОНКИХ ПЛІВОК В ВАКУУМІ
.1 Процес нанесення тонких плівок
.2 Метод термічного випаровування
.3 Метод іонного розпилення
РОЗДІЛ 2 ОБЛАДНАННЯ ДЛЯ НАНЕСЕННЯ ТОНКИХ ПЛІВОК
.1 Будова та принцип роботи ВУП-5М
.2 Види випарників та їх застосування
.3 Експериментальні результати
ВИСНОВКИ
СПИСОК ВИКОРИСТАНОЇ ЛІТЕРАТУРИ
ВСТУП
Вакуумна техніка широко застосовується як у багатьох галузях промисловості так і при наукових дослідженнях.
В останні десятиліття значний інтерес викликають дослідження фізичних процесів, що відбуваються у зразках малих розмірів, а саме тонких металевих плівках. Це обумовлено тим, що з розвитком науково-технічного прогресу з’явилась можливість отримувати тонкоплівкові матеріали з попередньо заданими фізичними властивостями. Завдяки цьому дослідження плівок важливі не лише з наукової точки зору, а й з практичної (виникла перспектива створення нових електронних приладів, широкого застосування ці об’єкти набули в багатьох галузях сучасної техніки).
Тонкі металеві плівки мають фізичні властивості які істотно відрізняються від властивостей масивних зразків такого ж матеріалу. Деякі фізичні властивості можна задати, впливаючи на процес одержання плівок. Ці параметри, значною мірою, визначаються методом одержання того чи іншого зразка. Існує досить велика кількість способів нанесення тонких плівок, але всі вони поділяються на термічне випаровування та іонне розпилення, можлива також комбінація цих методів.
Останнім часом тонкоплівкові технології стрімко розвиваються і є всі передумови для розвитку у майбутньому.
Мета роботи: дослідження механізмів
вакуумної конденсації методом термічного випаровування на установці ВУП-5М.
РОЗДІЛ 1. 1. МЕТОДИ НАНЕСЕННЯ ТОНКИХ
ПЛІВОК В ВАКУУМІ
1.1 Процес нанесення тонких плівок
Процес нанесення тонких плівок у вакуумі полягає в генерації потоку частинок, спрямованого в бік оброблюваної підкладки, і подальшої їх конденсації з утворенням тонкоплівкових шарів на поверхні, що покривається.
При нанесенні тонких плівок
одночасно протікають три основних процеси: генерація направленого потоку
частинок осаджуваної речовини; проліт частинок у розрідженому (вакуумному)
просторі від їх джерела до оброблюваної поверхні; осадження (конденсація)
частинок на поверхні з утворенням тонкоплівкових шарів.
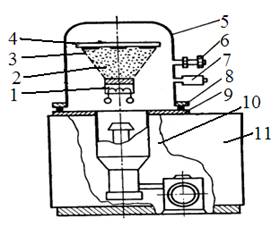
Рис. 1.1. Схема установки для нанесення плівок [1]
тонкий плівка вакуум термічний
Типова установка нанесення тонких плівок у вакуумі (рис. 1.1.) має каркас 11 на якому змонтовані вакуумна робоча камера 5 з джерелом 1, що наноситься, підкладкотримачем 4 з підкладками 3, а також вакуумна система 10. Системи електроживлення та управління установкою, як правило, розташовані в окремих шафах (стійках).
Робоча вакуумна камера 5 являє собою циліндричний ковпак з нержавіючої сталі, який підйомним механізмом може підніматися вгору для доступу до підковпачних пристроїв. У опущеному стані ковпак герметизується на базовій плиті 9 ущільнюючою кільцевою прокладкою 8 з вакуумної гуми. Кран 6 служить для напуску в камеру повітря, а датчик 7 - для вимірювання вакууму в її робочому просторі. Над джерелом 1, генеруючим потік 2 частинок матеріалу, що наноситься, розташований підкладкотримач 4, на якому кріпляться підкладки 3 з необхідною орієнтацією. Вакуумна система кріпиться до отвору в базовій плиті і призначена для відкачування робочої камери.
Процес росту плівки на підкладці складається з двох етапів: початкового і завершального. Розглянемо, як взаємодіють частинки, що наносяться у вакуумному просторі і на підкладці.
Покинувши поверхню джерела частинки
речовини рухаються через вакуумне (розріджене) середовище з великими
швидкостями (порядку сотень і навіть тисяч метрів за секунду) до підкладки і
досягають її поверхні, віддаючи їй при зіткненні частину своєї енергії. Частка
енергії, що передається тим менше, чим вище температура підкладки.
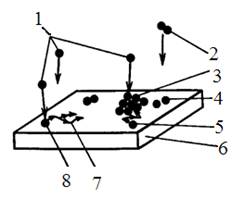
Рис. 1.2. Взаємодія осаджуваних частинок з підкладкою: 1 - частинки в вакуумному середовищі; 2 - дуплет частинок в вакуумному середовищі; 3 -центр кристалізації; 4 - адсорбований дуплет частинок; 5 - рост кристаліту за рахунок мігруючих частинок; 6 - підкладка; 7 - поверхнева міграція частинок; 8 - адсорбована частинка [1]
Зберігши при цьому певний надлишок енергії, частинка речовини здатна переміщатися (мігрувати) по поверхні підкладки. При міграції по поверхні частинка поступово втрачає надлишок своєї енергії, прагнучи до теплової рівноваги з підкладкою, і при цьому може відбутися наступне. Якщо на шляху руху частинка втратить надлишок, своєї енергії, вона фіксується на підкладці (конденсується). Зустрівши на шляху руху потенціальний "бугор" (слабкий зв'язок з підкладкою) і володіючи достатнім надлишком енергії, молекула залишає підкладку (ревипаровування). Зустрівши ж на шляху руху іншу мігруючу частку (або групу частинок), вона вступить з нею в металевий зв'язок, створивши адсорбований дуплет. При досить великому об'єднанні такі частинки повністю втрачають здатність мігрувати і фіксуються на підкладці, стаючи центром кристалізації [1].
Металевий зв'язок утворюється тоді, коли електрони зближуються і орбіти валентних електронів перекриваються між собою. Усі валентні електрони рівномірно розподіляються у просторі між атомами, утворюючи електронний газ. Зв’язок між іонами виникає в результаті їх взаємодії з електронним газом [2].
Навколо окремих центрів кристалізації відбувається ріст кристалітів, які згодом зростаються і утворюють суцільну плівку. Зростання кристалітів відбувається як за рахунок мігруючих по поверхні частинок, так і в результаті безпосереднього осадження частинок на поверхню кристалітів. Можливе також утворення дуплетів у вакуумному просторі при зіткненні двох частинок, які в кінцевому підсумку адсорбуються на підкладці.
Різні забруднення у вигляді пилинок і слідів органічних речовин істотно спотворюють процес росту плівок і погіршують їх якість.
Утворенням суцільної плівки закінчується початковий етап процесу. Так як з цього моменту якість поверхні підкладки перестає впливати на властивості нанесуваної плівки, початковий етап має вирішальне значення в їх формуванні. На завершальному етапі відбувається ріст плівки до необхідної товщини.
При інших незмінних умовах ріст температури підкладки збільшує енергію, тобто рухливість адсорбованих молекул, що підвищує ймовірність зустрічі мігруючих молекул і призводить до формування плівки крупнокристалічної структури. Крім того, при збільшенні щільності падаючого пучка підвищується ймовірність утворення дуплетів і навіть багатоатомних груп. У той же час зростання кількості центрів кристалізації сприяє утворенню плівки дрібнокристалічної структури.
Конденсація плівки на підкладці залежить від температури підкладки. Існує така температура підкладки, яка називається критичною при перевищенні якої всі атоми відбиваються від підкладки і плівка не утворюється [1].
До підкладок існує ряд вимог серед яких: стійкість до температури, механічна міцність, високий питомий електричний опір ізоляції, високий коефіцієнт теплопровідності, відповідність коефіцієнта лінійного розширення до матеріалу плівки. В якості матеріалів для підкладок використовують скло, кераміку, ситал, фотоситал, а також полімерні матеріали (лавсан) тощо [3].
Дослідження конденсації і росту плівки в початковий момент часу її утворення вкрай важливі, оскільки властивості плівки переважно визначаються на цьому етапі.
На процес утворення плівки впливає стан поверхні підкладки. Великий вплив мають також молекули залишкових газів, які порушують умови конденсації і структуру плівки.
Молекули залишкового газу знаходяться в хаотичному тепловому русі і зіштовхуються з поверхнею у будь-якій її частині, у тому числі і з підкладкою. Ступінь забрудненості конденсованої плівки визначається відношенням числа молекул залишкового газу, що осідають на підкладці, до числа молекул випаровуваної речовини.
Процеси, що відбуваються при нанесенні тонких плівок, багато в чому визначаються ступенем вакууму в робочих камерах, який характеризується середньою довжиною вільного пробігу частинок осаджуваної речовини.
Якщо вакуум не достатньо високий,
значна частина частинок, що летять від джерела потоку, зустрічає молекули
залишкового газу і в результаті зіткнення з ними втрачає початковий напрямок
свого руху і не потрапляє на підкладку. Це істотно знижує швидкість нанесення
плівки.
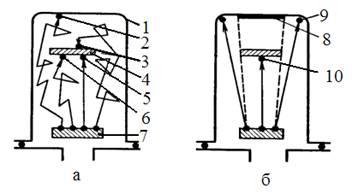
Рис. 1.3. Рух частинок речовини в умовах середнього(а) і високого(б) вакууму:
- робочий об’єм;
2,9 - частинки осаджені на стінки камери; 3 - частинки осаджені на зворотню
сторону підкладки; 4 - підкладка; 5,10 - частинки осаджені на лицьову сторону
підкладки без зіткнень; 6 - частинка осаджена на лицьову сторону підкладки
після зіткнень; 7 - джерело випромінювання; 8-тінь від підкладки [1]
Залишкові гази в робочій камері, поглинуті зростаючою на підкладці плівкою в процесі її росту, вступають в хімічні реакції з речовиною яка наноситься, що погіршує електрофізичні параметри плівки (підвищується її опір, зменшується адгезія, виникають внутрішні напруження).
Рис. 1.4. Взаємодія
молекул газу з атомами осаджуваної речовини [1]
Чим нижче вакуум і чим більше в залишковій атмосфері домішків активних газів, тим сильніше їх негативний вплив на якість плівок, а також на продуктивність процесу [1].
Існує три основні методи отримання тонких плівок:
термічне випаровування;
- іонне розпилення;
іонно-термічне розпилення.
Кожен з методів має
свої особливості, переваги і недоліки. Найбільше поширення отримав метод
термічного випаровування.[4]
1.2 Метод термічного випаровування
Метод термічного випаровування
полягає в нагріванні речовин у спеціальних випарниках до температури, при якій
починається помітний процес випаровування, і подальшої конденсації парів
речовин у вигляді тонких плівок на оброблюваних поверхнях, розташованих на деякій
відстані від випарника. Робоча камера вакуумної установки (рис. 1.5.)
представляє собою циліндричний металевий або скляний ковпак 1, який
встановлюється на опорній плиті 8. Між ковпаком і плитою знаходиться гумова
прокладка 7, що забезпечує щільне з'єднання робочої камери з опорною плитою.
Усередині робочої камери розташовані: підкладка 4, яка закріплюється на тримачі
3, нагрівач підкладки 2, випарник 6 для нагріву напилюваних речовин.
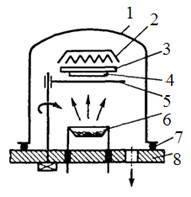
Між випарником і підкладкою встановлюється заслінка 5, що дозволяє в потрібний момент припиняти попадання випаровуваної речовини на підкладку. Робоча камера відкачується вакуумним насосом. Залишковий тиск під ковпаком вимірюється вакуумметром [4].
Процес термічного напилення в вакуумі розбивається на три етапи:
.Випаровування речовини.
.Поширення парів випаровуваної речовини.
.Конденсація парів випаровуваної речовини на підкладці і утворення плівкової структури.
Умовною, практично встановленої температурою випаровування вважається температура, при якій тиск насиченої пари речовини становить приблизно 1,3 Па.
Деякі речовини (Ti, Cr, Mg ) мають температуру випаровування нижче температури плавлення. Вони досить інтенсивно випаровуються з твердого стану. Процес переходу речовини з твердого стану в пару, минаючи рідку фазу, називають сублімацією [1].
Процес випаровування і якість нанесених плівок значною мірою визначаються типом і конструкцією випарників. Всі випарники відрізняються між собою за способом нагріву випаровуваної речовини. За цією ознакою способи нагріву класифікуються наступним чином: резистивний, електронно-променевий і лазерний [5].
Нагрівання електропровідного тіла, що володіє високим електричним опором при проходженні через нього електричного струму, називають резистивним. При цьому, як правило, використовують змінний струм.
Переваги резистивного нагріву: високий ККД, низька вартість обладнання, безпека в роботі і малі габаритні розміри. Факторами, що обмежують застосування випарників з резистивним нагріванням є можливість забруднення плівки матеріалом нагрівача, а також малий ресурс роботи через старіння (руйнування) нагрівача, що вимагає його періодичної заміни. До числа основних недоліків методу також слід віднести відсутність помітної іонізації парів матеріалу, який випаровується, труднощі керування основними параметрами потоку, високу інерційність випарників [1].
Випарники з електронно-променевим нагріванням засновані на тому, що кінетична енергія потоку прискорених електронів, при бомбардуванні ними поверхні речовини, перетворюється на теплову енергію, в результаті чого вона нагрівається до температури випаровування. Швидке переміщення нагрітої зони в результаті відхилення потоку електронів, можливість регулювання і контролю потужності нагріву і швидкості осадження створюють передумови для автоматичного керування процесом. Метод дозволяє отримати високу чистоту і однорідність осаджуваної плівки, оскільки реалізується автотигельне випаровування матеріалу. Недоліки електронно-променевого нагріву: складність апаратури живлення і управління, труднощі випаровування металів високої теплопровідності (мідь, алюміній, срібло, золото) з водоохолоджуваного тигля, необхідність частої заміни катода, а також живлення високими напругами [1].
У методі лазерного випаровування речовина нагрівається за допомогою фокусуючого випромінювання лазера, що знаходиться поза вакуумною камерою.
Значною перевагою цього способу є те, що при випаровуванні за допомогою лазерного випромінювання може бути розігріта тільки невелика ділянка випаровуваної речовини, що дозволяє виключити забруднення, що заносяться газовиділеннями з розігрітих частин звичайних випарних систем [5].
Перевагами методу термічного випаровування є:
висока швидкість випаровування речовин і можливість регулювання її в широких межах за рахунок зміни прикладеної до випарника потужності;
висока продуктивність при груповому завантаженні і обробці підкладок;
можливість одночасно з осадженням плівки отримувати необхідну конфігурацію тонкоплівкових елементів пасивної частини інтегральних мікросхем за рахунок використання масок;
можливість вести процес як у високому вакуумі, так і в окислювальному і відновлювальному середовищі розрідженого газу.