Материал: Материальный баланс производства триацетатцеллюлозной пленки
Значительно большее распространение получил
второй тип - ленточная машина. Это устройство, состоящее из двух массивных
металлических барабанов, на которые натянута бесконечная металлическая лента,
служащая поверхностью для нанесения пленкообразующего раствора. В современных
машинах непрерывные ленты изготовлены из специальных сортов кованной
нержавеющей стали. Адгезии триацетата целлюлозы к такой ленте нет. Ранее ленты
изготавливались из меди. Такие ленты легче ремонтируются, однако требуют
специальных покрытий, обеспечивающих отсутствие адгезии (к меди, вернее ее
оксидам, у триацетата целлюлозы - высокая адгезия, не позволяющая снимать
пленку с лент) [6]. На рисунке 11 показана принципиальная схема ленточной
машины.
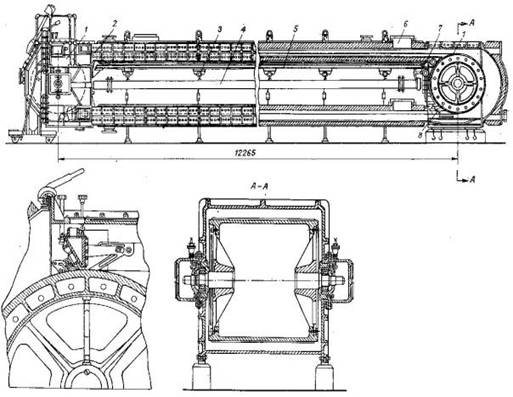
Рисунок 11 - Схема ленточной машины
- барабан; 2 - бесконечная лента; 3 - крепление верхнего корпуса сушильного канала; 4 - распорная труба; 5 - каркас машины; 6 - предохранительный клапан; 7 - натяжное устройство; 8 - нож для очистки поверхности барабана.
Барабаны 1 диаметром и длиной 1,5 м обхватываются бесконечной туго натянутой лентой толщиной около 1 мм. Подшипники барабанов укреплены на общем массивном каркасе машины 5. Один из барабанов - ведущий - приводится во вращение электродвигателем, второй - ведомый - вращается за счет трения о его поверхность бесконечной ленты [3]. Ведущий барабан установлен на роликовых подшипниках и состоит из цилиндрического корпуса с двойными стенками и двух торцевых крышек, крепящихся к корпусу при помощи болтов. Вал барабана имеет осевые отверстия, через которые в пространство между его стенками поступает охлаждающая вода. Вал ведомого барабана вращается также в роликовых подшипниках, однако их направляющие салазки можно поступательно перемещать при помощи натяжного винтового устройства 7, смещая ось ведомого барабана по отношению к оси ведущего. Необходимость этого возникает в случае чрезмерного смещения бесконечной ленты к тому или иному краю барабанов. Такой способ регулирования следует применять только в особых случаях, так как он неизбежно приводит к вытягиванию ленты по краям. Барабаны снабжены ножами 8, которые очищают их поверхность от случайных загрязнений [3].
Как говорилось ранее, после нанесения пленкообразующего раствора на зеркальный слой бесконечной ленты из раствора начинают интенсивно испаряться растворители. Пары растворителей удаляются из сушильных каналов ленточной машины теплоносителем (пароазотная смесь). Концентрация кислорода в теплоносителе должна быть ниже 12%, чтобы полностью исключить возможность образования взрывоопасных концентраций паров растворителей с кислородом. Поэтому в циркулирующую смесь вводят такое количество чистого азота, которое обеспечивает поддержание достаточно низкой концентрации кислорода в смеси. [6] Сушильные каналы ленточной машины можно разделить на несколько зон:
) зона нанесения пленкообразующего раствора на зеркальный слой ленты;
) зона интенсивного испарения растворителей и переход полимера из растворенного в стеклообразное состояние с формованием определенного типа структуры пленки (активная часть бесконечной ленты)%
) зона высушивания сформировавшейся пленки.
Влажность готовой основы должна составлять 2-3 %. Высушивание пленки до такой влажности непосредственно на ленте машины было бы нецелесообразным. Оно потребовало бы уменьшения скорости движения ленты, а следовательно, производительности машины, и увеличения количества и температуры подаваемого в сушильные каналы теплоносителя. Пленку из триацетата целлюлозы снимают с ленты машины с влажностью 15-20 %, после чего направляют в сушильные шкафы для досушивания нагретым воздухом. Такие сушильные шкафы, называемые досушками, составляют вместе с ленточной машиной непрерывно действующий агрегат для получения пленки [3].
Современные досушки включают также часть, предназначенную для нанесения на пленку дополнительных слоев и высушивания их. После этого пленка поступает в намотку. В процессе пленкообразования и высушивания пленок в каналах ленточной машины из раствора удаляется большое количество растворителей на рекуперацию. Известно три способа рекуперации растворителей:
) абсорбционный - основанный на поглощении паров растворителей жидкостью с последующей десорбцией;
) адсорбционный - основанный на улавливание паров растворителей активным углем;
) конденсационный - основанный на переводе паров растворителей в жидкость при достаточно глубоком охлаждении.
В современных технологических процессах получения пленок из триацетата целлюлозы используют конденсационный способ рекуперации, предусматривающий замкнутую циркуляцию теплоносителя через сушильные каналы ленточной машины, конденсатор и подогреватель.
В зависимости от назначения пленки поверхность
основы подвергают соответствующей обработке [6].
. МАТЕРИАЛЬНЫЙ БАЛАНС ПРОИЗВОДСТВА ОСНОВЫ
ИЗ РАСТВОРА ТРИАЦЕТАТА ЦЕЛЛЮЛОЗЫ
Для установления наиболее эффективного режима технологического процесса или его отдельных стадий, а также для правильного решения задач, связанных с уточнением норм расхода исходных материалов, регенерацией растворителей, расчетами количества и параметров оборудования, нужно определить потребность в отдельных исходных материалах. При получении таких данных используют материальный баланс. Данные материального баланса позволяют проверить правильность работы и экономическую эффективность действующей установки, определить выход и себестоимость продукции, потери материалов, количество и состав побочных продуктов. Кроме того, составление материального баланса действующей установки помогает технологам в разработке мероприятий по ограничению технологических потерь. Таким образом, в материальном балансе непосредственно отражается состояние и степень совершенства производства.
Расчет материального баланса основан на том, что
количество затраченных в производственном процессе исходных материалов и
количество изготовленной продукции должны быть равны. С учетом производственных
потерь его основная формула выражается как
![]() ,
,
где Мисх, Мпр, Мпот,
Мп.пр - количества исходных материалов, готовой продукции, потерь и
побочных продуктов соответственно [3].
.1 Технологический расчет материального баланса
Задание: произвести расчет материального баланса
по данным таблицы 1.
Таблица 1 - Исходные данные
|
Вариант 1.8 |
|
|
Наименование |
Величина параметра |
|
Триацетат целлюлозы, масс. % |
13,94 |
|
Трифенилфосфат, % |
2,31 |
|
Красители, % |
0,02 |
|
Метиленхлорид, % |
75,12 |
|
Метанол, % |
7,46 |
|
Бутанол, % |
1,15 |
|
Предполагаемый выход рекуперации растворителей, % |
85,00 |
|
Предполагаемый выход обезвоживания, % |
95,00 |
|
Предполагаемое количество кромки, % |
6,00 |
|
Предполагаемый выход безвозвратных потерь пленкообразующего вещества, % |
1,5 |
|
Ширина готовой пленки, м |
1,2 |
|
Толщина готовой пленки, мкм |
140 |
|
Скорость движения ленты, м/мин |
5,5 |
ρ триацетата
целлюлозы = 1240 ![]()

В соответствии с составом пленкообразующего раствора это количество распределится следующим образом.
Сумма {триацетат целлюлозы, трифенилфосфат, красители} = 16,27%;
1) ![]()
2) ![]() 1015 кг
1015 кг
3) ![]()
Учитывая выход рекуперированных растворителей, а также выход их после обезвоживания рекуперата, получим:
![]()
Остающиеся 1064 кг чистых растворителей распределятся так:
Сумма {метиленхлорид, метанол, бутанол} = 83,73%;
1) ![]()
2) ![]() 1064 кг
1064 кг
3) ![]()
Такое же количество растворителей безвозвратно
теряется. Составим материальный баланс, рассчитанный на 1000 кг готовой пленки:
) Приход веществ
|
Триацетат целлюлозы |
870,0 |
кг |
|
Трифенилфосфат |
144,0 |
кг |
|
Красители |
1,0 |
кг |
|
Кромка |
61,0 |
кг |
|
Метиленхлорид |
954,6 |
кг |
|
Метанол |
94,8 |
кг |
|
Бутанол |
14,6 |
кг |
|
Рекуперат |
4471,0 |
кг |
6611 кг
2) Расход веществ
|
Готовая пленка |
1000 |
кг |
|
Кромка |
61 |
кг |
|
Рекуперат |
4471 |
кг |
|
Потери растворителей |
1064 |
кг |
|
Потери пленкообразующего вещества |
15 |
кг |
6611 кг
В приведенных расчетах не учтены вспомогательные материалы (лаки, подслои, азот и др.), которые обычно балансируют отдельно.
В производстве триацетатцеллюлозных пленок
основным аппаратурным звеном является ленточная машина с досушкой. Рассчитаем
производительность такого агрегата в пересчете на сухую пленку:
![]() ,
,
где ![]() и
и
![]() -
ширина и толщина готовой пленки, см;
-
ширина и толщина готовой пленки, см; ![]() -
скорость движения ленты,
-
скорость движения ленты, ![]() ;
; ![]() -
плотность пленки (при влажности 2,6%),
-
плотность пленки (при влажности 2,6%), ![]() .
.
![]()
Время, необходимое для изготовления 1000 кг
пленки:
Готовая пленка содержит 2,6% (масс.)
растворителей, т.е. 0,8 ![]() . С учетом этого
можно составить материальный баланс, отнесенный к единице времени:
. С учетом этого
можно составить материальный баланс, отнесенный к единице времени:
технологический пленка материальный баланс
1) Приход
|
Триацетат целлюлозы |
|
|
|
Трифенилфосфат |
|
|
|
Красители |
|
|
|
Кромка |
|
|
|
Метанол |
|
|
|
Бутанол |
|
|
|
Рекуперат |
|
231 кг
) Расход
|
Готовая пленка |
|
|
Кромка |
|
|
Рекуперат |
|
|
Потери растворителей |
|
|
Потери пленкообразующего вещества |
|
231 кг
Ширина обрезаемой кромки составляет:
Поэтому на ленту машины следует наносить слой пленкообразующего раствора шириной 130 см (с учетом усадки пленки по ширине при досушке).
Количество раствора, поступающего на ленту
машины:
где G
- количество готовой пленки, ![]() ; W1
- влажность раствора, % (масс.); W2
- влажность готовой пленки, % (масс.).
; W1
- влажность раствора, % (масс.); W2
- влажность готовой пленки, % (масс.).
Так как количество образующейся пленки
![]() ,
,
то на ленту машины нужно подавать следующее количество раствора
![]() ,
,
что примерно соответствует итогу материального
баланса.
ЗАКЛЮЧЕНИЕ
Несмотря на большое число известных в настоящее время полимеров, только два из них широко используют в качестве пленкообразующих веществ для изготовления основы. Это - частично омыленный триацетат целлюлозы и полиэтиленфталат. Пленки из этих веществ имеют настолько удачное сочетание физико-механических свойств, что пока не удается воспроизвести его у пленок, изготовленных из других полимеров. Относительная дешевизна частично омыленного триацетата целлюлозы и практически неисчерпаемые источники сырья обосновывают его широкое применение во всем мире.
В настоящее время отечественные предприятия используют как гетерогенный, так и гомогенный триацетат целлюлозы, содержащий 60-61,5% связанной уксусной кислоты.
Различные требования к исходным материалам, различия в расходных коэффициентах, энергоемкости и трудоемкости, в капитальных затратах затрудняют выбор метода производства триацетата целлюлозы. Отечественные предприятия отдают предпочтение продукту, полученному гетерогенным ацетилированием, хотя почти все зарубежные фирмы используют триацетат целлюлозы гомогенного ацетилирования.
Можно отметить следующие технологические и экономические преимущества гетерогенного метода производства триацетата целлюлозы.
) При гомогенном методе избыток уксусного ангидрида после ацетилирования переводят в уксусную кислоту, направляемую на регенерацию в виде разбавленного водного раствора. Затраты на этот процесс велики. В гетерогенном же процессе возможна полная регенерация непрореагировавшего ангидрида из отработанной ацетилирующей смеси;